 264断路器生产工艺.docx
264断路器生产工艺.docx
- 文档编号:28375204
- 上传时间:2023-07-10
- 格式:DOCX
- 页数:90
- 大小:243.17KB
264断路器生产工艺.docx
《264断路器生产工艺.docx》由会员分享,可在线阅读,更多相关《264断路器生产工艺.docx(90页珍藏版)》请在冰豆网上搜索。
264断路器生产工艺
2.6.4断路器生产工艺
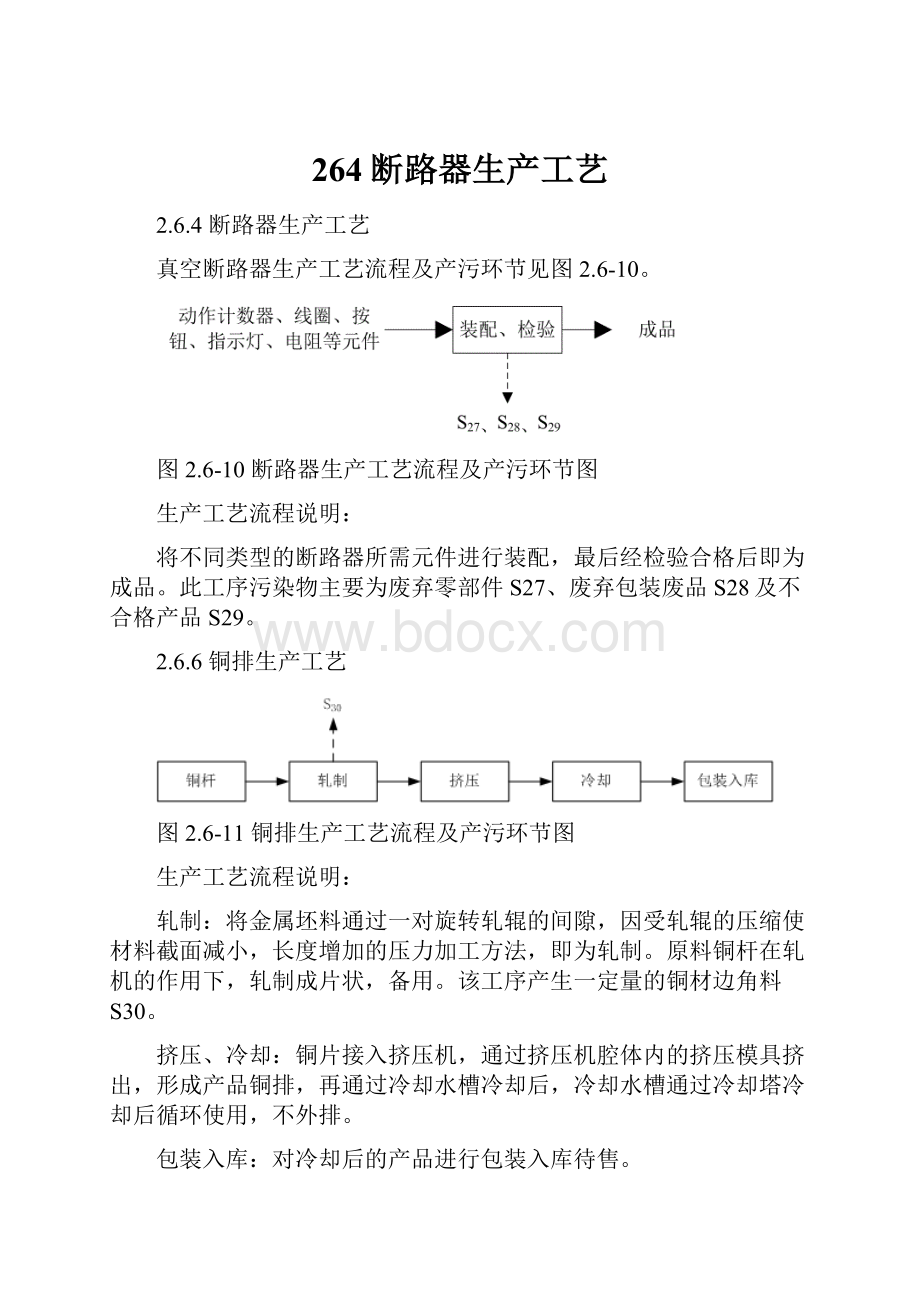
真空断路器生产工艺流程及产污环节见图2.6-10。
图2.6-10断路器生产工艺流程及产污环节图
生产工艺流程说明:
将不同类型的断路器所需元件进行装配,最后经检验合格后即为成品。
此工序污染物主要为废弃零部件S27、废弃包装废品S28及不合格产品S29。
2.6.6铜排生产工艺
图2.6-11铜排生产工艺流程及产污环节图
生产工艺流程说明:
轧制:
将金属坯料通过一对旋转轧辊的间隙,因受轧辊的压缩使材料截面减小,长度增加的压力加工方法,即为轧制。
原料铜杆在轧机的作用下,轧制成片状,备用。
该工序产生一定量的铜材边角料S30。
挤压、冷却:
铜片接入挤压机,通过挤压机腔体内的挤压模具挤出,形成产品铜排,再通过冷却水槽冷却后,冷却水槽通过冷却塔冷却后循环使用,不外排。
包装入库:
对冷却后的产品进行包装入库待售。
2.6.5产污节点
项目产污节点详见表2.6-2。
表2.6-2项目产污节点一览表
序号
产污环节
主要污染物
一、裸线芯生产
1
大拉、中拉、小拉
废乳化液S1、S3、S5,废金属S2、S4、S6,噪声N1、N2、N3
2
挤压成型或精轧
废金属S7、噪声N4、N5
二、漆包线生产
3
退火
废水W1、W2、噪声N6、N10
4
涂漆、烘干、固化
涂漆废气G1、G2、G3、G4,废油漆桶S8、S13,废毛毡S9、S14,废含漆手套、抹布S10、S15,废油漆清洗溶剂S11、S16,风机噪声N7、N8、N11、N12
5
冷却
风机噪声N9、N13
6
检验
不合格产品S12、S17
三、换位导线生产
8
换位
设备噪声N14
9
检验
不合格产品S18
四、纸包线生产
10
绕包、收线
废纸S19、设备噪声N15
11
检验
不合格产品S20
五、膜包线生产
12
绕包
废薄膜S21
13
烧结
烧结废气G5
14
检验
不合格产品S22
六、高低压开关柜生产
15
剪板
金属粉尘G6、设备噪声N16、边角废料S23
16
折弯
设备噪声N17
17
冲床
边角废料S24、设备噪声N18
18
焊接
焊接烟尘G7、焊渣S25
19
喷塑
喷塑废气G8
20
固化
固化废气G9
21
装配
废气包装物S26
七、断路器生产
22
装配
废弃零部件S27、废弃包装废品S28
23
检验
不合格产品S29
八、铜排生产
24
轧制
铜材边角料S30
2.7项目公用工程
2.7.1给排水
本项目用水主要为拉丝液配制用水、设备冷却水、设备补充水、生活用水,除设备补充水为纯水之外,其余均为自来水,由市政供水管网供给。
(1)拉丝液配制用水:
项目外购乳化液1t/a,需稀释至2.4%使用,则拉丝液配置用水量约为42t/a。
拉丝液循环使用,半年更换一次,产生废拉丝液,每年的更换量为1.3t。
经收集后,交由有资质的单位处理。
(2)设备冷却水:
拉丝机、挤压机、挤压生产线设备需使用冷却水冷却,设置有循环水池40m3,循环水池循环使用,不外排;冷却水的补水量约为0.6t/d,180t/a。
(3)设备补充水:
1)裸线芯生产过程及漆包线生产线中退火炉水封使用去离子水,退火炉水槽中的水有三个作用:
封闭炉口,冷却导线,发生蒸汽做保护气体。
冷凝水回到退火炉配套的水槽继续使用,水槽为0.5m3,纯水每周补充,补充用水约12t/a,更换掉的纯水属于清净下水,可用做绿化用水;每台挤压设备补充水约4t/a,本项目共3台挤压设备,补充用水共约12t/a;每台烧结绕包机补充用水约2t/a,本项目共4台烧结绕包机,补充用水共约8t/a。
2)漆包线生产线蒸汽发生器及水槽内的纯水(外购)因蒸发而不断减少,且因不断使用导致纯水特性改变,需每周更换、补充。
该过程产生的冷凝水会回到水槽继续使用,更换掉的纯水属于清净下水,可用做绿化用水。
水槽为0.5m3,纯水需每周补充,每个蒸汽发生器及水槽补充用水约6t/a,项目一层车间含5台漆包机、二层车间含6台漆包机,共11台,每台漆包机配备一套蒸汽发生器及水槽,则纯水使用量约66t/a。
(4)生活用水:
项目劳动定员50人,均不在厂内食宿,生活用水定额50L/天·人计,项目年工作天数300天,则项目生活用水量为2.5t/d,750t/a,水源为自来水。
生活污水排污系数按80%计,则生活污水产生量为600t/a,经化粪池处理后用于周围农地浇灌。
因此,本项目总用水量为1070t/a,其中自来水用量为972t/a,纯水用量为98t/a。
项目给排水情况见表2.7-1,年用水平衡见图2.7-1。
表2.7-1项目给排水情况一览表
项目
用水对象
用水量(t/a)
废水量(t/a)
处理措施
运营期
(300d/a)
拉丝液配制用水
42
1.3
收集后交由有资质的单位处理
设备冷却水
180
0
循环使用
设备补充水(纯水)
98
0
自然蒸发
生活用水
750
600
化粪池处理后用于周围农地浇灌
合计
1070
601.3
/
图2.7-1项目年用水平衡图单位:
t/a
2.7.2供电
本项目用电由市政电网供给,耗电总量约为60万kw·h/年,由成武县供电所供给,可满足本工程用电要求。
2.7.3供热
本项目退火炉、烘炉、烧结绕包机及固化过程加热均采用电加热,办公室采用空调取暖,供热均使用电能。
2.8项目储运工程
项目生产所用原辅料为固体和液体,其中固体原料为袋装,全部存储于仓库内;油漆、油漆清洗剂、成品等用储罐存储。
根据年运输量和运输条件,本工程拟采用公路运输方式,依托社会物流运输力量解决。
2.8.1运输方案
项目各种物料具体运输情况见表2.8-1。
表2.8-1项目物料运输情况表
项目
原料名称
全年运输量
包装方式
包装规格
运输方式
原辅料
铜杆
5600t/a
捆卷
8t/卷
汽车运输
铝杆
4920t/a
捆卷
8t/卷
汽车运输
拉丝液
2t/a
桶装
180kg/桶
汽车运输
纯水
150t/a
桶装
20kg/桶
汽车运输
聚酯亚胺漆
150t/a
桶装
1t/桶
汽车运输
聚酯漆
350t/a
桶装
1t/桶
汽车运输
缩醛漆
200t/a
桶装
1t/桶
汽车运输
油漆清洗剂
0.24t/a
桶装
18kg/桶
汽车运输
钯铂金合金
0.04t/a
盒装
固状
汽车运输
绝缘纸
300t/a
捆卷
5t/卷
汽车运输
聚酰亚胺氟薄膜
30t/a
捆卷
2t/卷
汽车运输
静电塑粉
30t/a
袋装
20kg/袋
汽车运输
不锈钢板
300t/a
堆叠
5t/件
汽车运输
镀锌板
200t/a
堆叠
5t/件
汽车运输
按钮
6万个/a
盒装
10kg/盒
汽车运输
指示灯
12万个/a
盒装
20kg/盒
汽车运输
仪表
4.8万个/a
盒装
25kg/盒
汽车运输
熔断器
4.8万个/a
盒装
10kg/盒
汽车运输
焊丝
1t/a
盒装
10kg/盒
汽车运输
动作计数器
1.2万个/a
盒装
10kg/盒
汽车运输
线圈
50万个/a
盒装
25kg/盒
汽车运输
辅助开关
1.2万个/a
盒装
10kg/盒
汽车运输
电阻
1.2万个/a
盒装
20kg/盒
汽车运输
储能开关
1.2万个/a
盒装
10kg/盒
汽车运输
塑料封板
1.2万个/a
盒装
25kg/盒
汽车运输
2.8.2储存方式
拟建项目建设专门的储存库对原辅料及产品进行储存。
其中固体原料主要存储于一层东面裸线生产区内,以及二层高低压开关柜生产区储存库内,油漆、溶剂等液体类均采用桶装后分类储存于一层专用原料库区内。
溶剂型原辅料储存情况见表2.8-2。
表2.8-2项目溶剂型物料储存情况表
物料名称
最大存储量t
储存位置
储存应急设施
聚酯亚胺漆
1.3
一层原料仓库
油漆、油漆清洗剂、拉丝油存储于同一库区内,原料库区进行防渗硬化并设置导流沟及事故应急池(100m3)
聚酯漆
1.8
一层原料仓库
缩醛漆
1.5
一层原料仓库
油漆清洗剂
0.05
一层原料仓库
拉丝油
0.1
一层原料仓库
2.9项目污染源源强核算
2.9.1物料平衡
根据建设单位产品种类、原辅材料及工艺流程,裸线、绕包线生产过程不需要进行物料平衡,仅对拉丝生产线及漆包线生产过程进行油漆的物料平衡。
2.9.1.1项目拉丝工艺物料平衡
项目拉丝工艺物料平衡见表2.9-1及图2.9-1。
表2.9-1拉丝工艺物料平衡表单位:
t/a
投入
产出
原辅料
数量
物料名称
数量
铜杆
5600
固废
废铝线
56
铝杆
4920
废铜线
49.2
拉丝油
2
废拉丝液
1.3
损耗
拉丝液损耗
18
乳化液损耗
0.7
中间产品
规格裸线芯
10396.8
合计
10522
合计
10522
图2.9-1拉丝工艺物料平衡图单位:
t/a
2.9.1.2项目漆包工艺物料平衡
1、漆包工艺物料平衡
漆包线生产过程所用油漆种类主要为聚酯亚胺漆、聚酯漆、缩醛漆,各漆包线漆均为成品漆,无需调漆。
根据验证核算,建设单位提供的用漆量满足要求,聚酯亚胺漆年用量150t,聚酯漆年用量350t,缩醛漆年用量200t,油漆清洗剂年用量0.24t。
各油漆组分中二甲苯、酚类、VOCs及固体份含量见表2.9-2。
表2.9-2油漆及油漆清洗剂组份及含量表
名称
成分
组分
占比
含量(t/a)
名称
成分
组分
占比
含量(t/a)
聚酯亚胺漆(150t)
固体份
40%
60
聚酯漆
(350t)
固体份
38%
133
甲酚
10%
15
甲酚
11%
38.5
苯酚
15%
22.5
苯酚
30%
105
二甲苯
10%
15
二甲苯
15%
52.5
石油脑
10%
15
其他有机挥发份
6%
21
其他有机挥发份
15%
22.5
/
/
缩醛漆(200t)
固体份
30%
60
油漆清洗剂(0.24t)
二甲苯
30%
0.072
甲酚
15%
30
NMP
70%
0.168
苯酚
30%
60
/
/
二甲苯
15%
30
/
/
其他有机挥发份
10%
20
/
/
因此,本项目油漆及油漆清洗剂中二甲苯总含量为97.572t/a,甲酚总含量为83.5t/a,苯酚总含量为187.5t/a,VOCs总含量为447.24t/a(VOCs包含油漆中二甲苯、酚类、NMP、石脑油等有机挥发份),固体份总含量为253t/a,有机挥发份25%在涂漆工序挥发,70%在烘干工序挥发,5%在固化工序挥发。
经工程分析可知,漆包线生产过程中会有部分油漆损耗,包括毛毡及模具粘附的油漆、漆槽清洗时附带的油漆、散落在漆包机周围的油漆、抹布及手套粘附的油漆等,油漆损耗量约占总油漆量的1%,油漆实际利用率约为99%。
经过多次涂漆,实际利用油漆中的固体份全部附着在线芯上;有机溶剂在涂漆、烘干、固化过程中全部挥发。
项目涂漆区为封闭区域,涂漆过程产生的有机废气经漆槽正上方扁口风道收集进入烘炉,少部分未被捕集的废气在密闭空间内扩散,因为扁口风道处为微负压,涂漆区封闭区域内扩散的废气最终仍会被捕集进入烘炉。
生产过程由于工人进出会导致少部分废气(1%)逸散出涂漆区,在漆包车间内无组织排放,因此涂漆区废气收集效率为99%。
烘炉密闭,烘干、固化工序废气收集效率按照100%计。
涂漆过程经扁口风道收集的有机废气及烘干、固化过程产生的有机废气均送入漆包机配套的催化燃烧装置,在催化剂表面发生氧化还原反应;项目立式漆包机和卧式漆包机每台漆包机均配备两套二级催化燃烧装置,其中立式漆包机生产线处理后的废气通过集气管道统一输送至1根25m高的排气筒排放;卧式漆包机生产线处理后的废气通过集气管道统一输送至1根15m高的排气筒排放。
催化燃烧式先进工艺已被广泛采用在漆包线生产中,根据类比同类项目(如江西欣洋实业有限公司《年产6000吨铝漆包线建设项目》),催化燃烧过程为全封闭,该处理系统对有机废气去除率可达99%。
有机废气经燃烧后转化为CO2、H2O,由2根排气筒排放,其中附属厂房设置1根25m高排气筒,二层设置1根15m高排气筒。
漆包线漆物料平衡见表2.9-3~2.9-8、图2.9-1~2.9-6。
表2.9-3项目漆包线漆物料总平衡表
投入(t/a)
产出(t/a)
物料
成份
数量
去向
名称
数量
聚酯亚胺漆150.00
固体份
60
损耗*
油漆
7.00
二甲苯
15
产品
固体组份
250.47
甲酚
15
废气
无组织排放VOCs
1.347
二甲苯
0.316
苯酚
22.5
甲酚
0.209
其它溶剂#
37.5
苯酚
0.469
聚酯漆
350.00
固体份
133
其它溶剂#
0.353
二甲苯
52.5
有组织排放
VOCs
4.414
二甲苯
0.973
甲酚
38.5
甲酚
0.833
苯酚
105
苯酚
1.87
其它溶剂#
21
其它溶剂#
0.738
缩醛漆
200.00
固体份
60
催化燃烧装置处理VOCs
437.009
二甲苯
96.284
二甲苯
30
甲酚
82.458
甲酚
30
苯酚
185.161
苯酚
60
其它溶剂#
73.106
其它溶剂#
20
稀释剂
(0.24)
二甲苯
0.072
NMP
0.168
合计
——
700.24
——
700.24
注:
#其它溶剂为除二甲苯、酚类之外的乙二醇、NMP、石脑油等挥发性溶剂;
*油漆损耗,包括毛毡及模具粘附的油漆、漆槽清洗时附带的油漆、散落在漆包机周围的油漆、抹布及手套粘附的油漆,最后做危废交由有资质单位处置。
图2.9-1项目漆包线漆物料平衡图单位:
t/a
(1)立式漆包生产线溶剂物料平衡
立式漆包生产线主要生产粗线(圆线、扁线),油漆种类为聚酯漆(圆线)、缩醛漆(扁线)。
粗圆线以Φ3.0mm为代表线径,涂漆厚度0.028mm,扁线以10mm2为代表线径,涂漆厚度0.025mm,2条粗规格(粗圆线)生产线生产能力为1600t/a,聚酯漆用量约为146t/a,3条扁线生产线生产能力为1500t/a,缩醛漆用量约为200t/a。
立式漆包生产线溶剂物料平衡表见表2.9-4及图2.9-2。
表2.9-4立式漆包生产线溶剂物料平衡表
序号
投入(t/a)
产出(t/a)
物料名称
数量
去向
数量
1
聚酯漆
(146)
固体份
55.48
损耗
3.46
2
二甲苯
21.9
产品
114.325
3
甲酚
16.06
有组织排放
VOCs
2.276
二甲苯
0.513
4
苯酚
43.8
甲酚
0.455
5
其他挥发份
8.76
苯酚
1.025
6
缩醛漆
(200)
固体份
60
其他挥发份
0.284
7
二甲苯
30
无组织排放
VOCs
0.691
二甲苯
0.164
8
甲酚
30
甲酚
0.114
9
苯酚
60
苯酚
0.257
10
其他挥发份
20
其他挥发份
0.155
11
油漆清洗剂
(0.12)
二甲苯
0.036
催化燃烧
VOCs
225.368
二甲苯
50.74
12
NMP
0.084
甲酚
45.03
13
苯酚
101.48
14
其他挥发份
28.118
合计
346.12
合计
346.12
图2.9-2立式漆包生产线溶剂物料平衡图单位:
t/a
(2)卧式漆包生产线溶剂物料平衡
卧式漆包生产线主要生产细圆线,油漆种类为聚酯漆、聚酯亚胺漆。
细圆线以Φ0.09mm为代表线径,涂漆厚度0.011mm,6条细规格生产线生产能力为3900t/a,聚酯漆用量约为204t/a,聚酯亚胺漆用量约为150t/a。
卧式漆包生产线溶剂物料平衡表见表2.9-5及图2.9-3。
表2.9-5卧式漆包生产线溶剂物料平衡表
序号
投入(t/a)
产出(t/a)
物料名称
数量
去向
数量
1
聚酯漆
(204)
固体份
77.52
损耗
3.54
2
二甲苯
30.6
产品
136.145
3
甲酚
22.44
有组织排放
VOCs
2.138
二甲苯
0.45
4
苯酚
61.2
甲酚
0.37
5
其他挥发份
12.24
苯酚
0.827
6
聚酯亚胺漆
(150)
固体份
60
其他挥发份
0.491
7
二甲苯
15
无组织排放
VOCs
0.656
二甲苯
0.149
8
甲酚
15
甲酚
0.093
9
苯酚
22.5
苯酚
0.207
10
其他挥发份
37.5
其他挥发份
0.207
11
油漆清洗剂
(0.12)
二甲苯
0.036
催化燃烧
VOCs
211.641
二甲苯
44.581
12
NMP
0.084
甲酚
36.603
13
苯酚
81.829
14
其他挥发份
48.629
合计
354.12
合计
354.12
图2.9-3卧式漆包生产线溶剂物料平衡图单位:
t/a
2.9.1.3项目单项平衡
本项目二甲苯、酚类、VOCs物料平衡见表2.9-7~2.9-9。
(1)二甲苯平衡
表2.9-6二甲苯物料平衡表
序号
投入(t/a)
产出(t/a)
物料名称
数量
去向
数量
1
聚酯亚胺漆中二甲苯
15
有组织排放
0.973
2
聚酯漆中二甲苯
52.5
无组织排放
0.316
3
缩醛漆中二甲苯
30
催化燃烧
96.284
4
油漆清洗剂中二甲苯
0.072
合计
97.572
合计
97.573
图2.9-4二甲苯平衡图单位:
t/a
(2)酚类平衡
表2.9-7酚类物料平衡表
序号
投入(t/a)
产出(t/a)
物料名称
数量
去向
数量
1
聚酯亚胺漆中酚
甲酚
15
有组织排放
甲酚
0.833
苯酚
22.5
苯酚
1.87
2
聚酯漆中酚
甲酚
38.5
无组织排放
甲酚
0.209
苯酚
105
苯酚
0.469
3
缩醛漆中酚
甲酚
30
催化燃烧
甲酚
82.458
苯酚
60
苯酚
185.161
合计
271.00
合计
271
图2.9-5酚类平衡图单位:
t/a
(3)VOCs平衡
表2.9-8VOCs物料平衡表
序号
投入(t/a)
产出(t/a)
物料名称
数量
去向
数量
1
聚酯亚胺漆中VOCs
89.1
有组织排放
4.414
2
聚酯漆中VOCs
214.83
无组织排放
1.346
3
缩醛漆中VOCs
138.6
催化燃烧
437.01
4
油漆清洗剂中VOCs
0.24
合计
442.77
合计
442.77
图2.9-6VOCs平衡图单位:
t/a
2.9.2水污染源分析
项目生产过程中退火冷却是在涂漆工序前,退火后高温铜线采用纯水直接冷却,为避免冷却水长期不更换产生杂质,附着在铜线上影响漆包线质量,故冷却水槽需定期更换水,清洗水用量约78t/a。
其中约36t/a接触高温铜线蒸发,其余42t/a用于绿化用水。
类比同类企业上海敏桦特种漆包线制品有限公司漆包线生产项目,2017年1月3日的退火冷却水水质检测结果(上海华测品标检测技术有限公司),根据检测报告显示外排冷却清洗水水质约为:
COD160mg/L、石油类1mg/L、动植物油0.4mg/L、SS10mg/L,满足绿化用水要求,因此更换的退火清洗水可用于厂区绿化,不外排。
项目废水主要为生活污水。
项目生活污水产生量按用水量的80%计算,项目生活用水量为2.5t/d,750t/a,则生活污水量为2t/d,600t/a。
经化粪池处理后,用于周围农地浇灌,不外排。
2.9.3废气污染源分析
2.9.3.1有组织废气污染源强分析
1、项目全厂有组织废气污染源排气筒分布
本项目有组织废气产生及排气筒分布情况见表2.9-9、附图2。
表2.9-9项目全厂有组织废气产生及治理情况一览表
排放单元
污染因子
收集方式及收集效率
编号
处理方式
去除率
排放方式
立式漆包线生产线
涂底漆
二甲苯、酚类、NMHC
扁口风道收集,效率99%
G1
二级催化燃烧装置
99%
1#排气筒(H25m)
底漆烘干
二甲苯、酚类、NMHC
密闭烘炉,效率100%
涂面漆
二甲苯、酚类、NMHC
扁口风道收集,效率99%
G2
二级催化燃烧装置
99%
面漆烘干
二甲苯、酚类、NMHC
密闭烘炉,效率100%
卧式漆包线生产线
涂底漆
二甲苯、酚类、NMHC
扁口风道收集,效率99%
G3
二级催化燃烧装置
99%
2#排气筒(H15m)
底漆烘干
二甲苯、酚类、NMHC
密闭烘炉,效率100%
涂面漆
二甲苯、酚类、NMHC
扁口风道收集,效率99%
G4
二级催化燃烧装置
99%
面漆烘干
二甲苯、酚类、NMHC
密闭烘炉,效率100%
膜包线生产线
烧结
NMHC
集气罩,效率90%
G5
UV光氧催化净化器处理
95%
3#排气筒(H15m)
高低压开关生产线
喷塑
颗粒物
微负压排气系统,效率95%
G8
布袋除尘器处理
99%
4#排气筒(H15m)
固化
NMHC
集气罩,效率90%
G9
UV光氧催化净化器处理
95%
3#排气筒(H15m)
2、项目全厂有组织废气污染源
本项目有组织排放废气主要是漆包线生产线中的涂漆、烘干工序,废气主要污染因子为二甲苯、酚类、非甲烷总烃;膜包线生产线烧结废气,主要污染因子为非甲烷总烃;高低压开关柜生产线喷塑、固化工序,废气主要污染因子为颗粒物、非甲烷总烃。
(1)漆包线车间
项目漆包线车间废气主要为涂漆废气(含烘干)G1、G2、G3、G4,主要污染因子为二甲苯、酚类、


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 264 断路器 生产工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
人教版小学语文四年级下册桂林山水教案.docx
-
人教版小学语文四年级上册重要知识点整理.docx
-
人教版语文七年级下册生字词注释.docx
-
全国Ⅱ卷生物试题及答案解析.docx
-
山东省菏泽市牡丹区沙土镇新兴初级中学学年九年级上学期第一次月考语文试题.docx
-
人教版语文二年级上册15大禹治水精品教案.docx
-
山东省青岛市届高考文综第一次模拟测试模拟押题.docx
-
全国统一购房合同范本.docx
-
全国专业技术人员职称英语考试综合C真题及答案.docx
-
全民健身活动中心建设管理分类指导主要指标框架.docx
-
人力资源知识莱州市人事局文件.docx
-
燃气安全宣传活动策划方案.docx
-
人音版小学一年级下册音乐教学计划最终版.docx
-
认证证书和认证标志管理办法.docx
-
熔喷非织造布技术之欧阳育创编.docx
-
人教版八年级下册物理《期末检测题》含答案.docx
-
乳酸菌与人类健康.docx
-
人教版高中化学选修四第一章 第二节燃烧热 能源.docx
-
瑞文高级推理+标准答案.docx
