 冶金设备课程设计.docx
冶金设备课程设计.docx
- 文档编号:28314668
- 上传时间:2023-07-10
- 格式:DOCX
- 页数:12
- 大小:173.93KB
冶金设备课程设计.docx
《冶金设备课程设计.docx》由会员分享,可在线阅读,更多相关《冶金设备课程设计.docx(12页珍藏版)》请在冰豆网上搜索。
冶金设备课程设计
炼铁高炉炉衬设计
1.高炉本体设计
高炉是横断面为圆形的圆筒状炼铁竖炉。
外部用钢结构做支撑,表面为钢板作的炉壳,壳内砌耐火砖内衬。
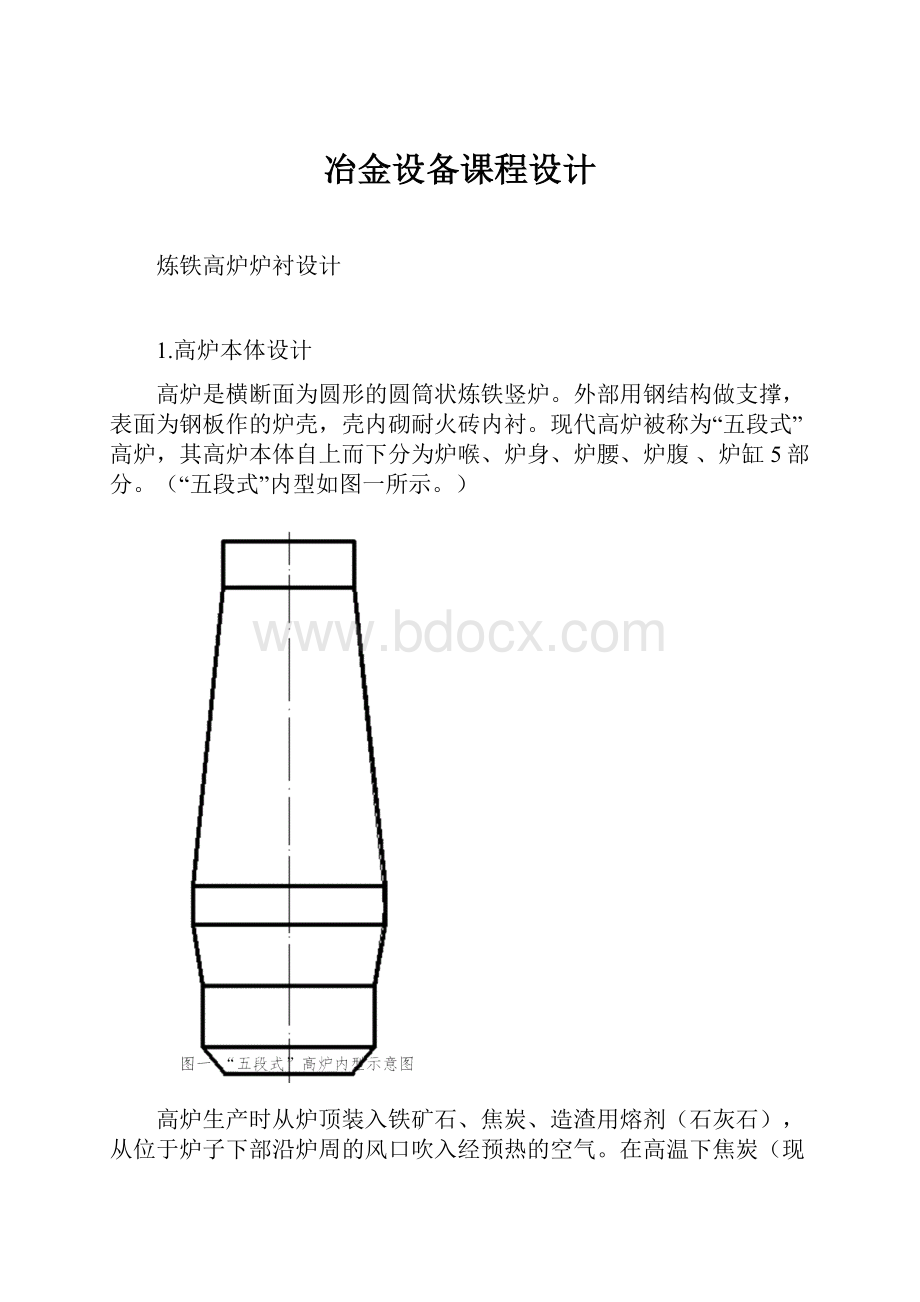
现代高炉被称为“五段式”高炉,其高炉本体自上而下分为炉喉、炉身、炉腰、炉腹、炉缸5部分。
(“五段式”内型如图一所示。
)
高炉生产时从炉顶装入铁矿石、焦炭、造渣用熔剂(石灰石),从位于炉子下部沿炉周的风口吹入经预热的空气。
在高温下焦炭(现代高炉也辅助性地喷吹煤粉、重油、天然气等燃料代替焦炭)中的碳同鼓入空气中的氧燃烧生成的一氧化碳和氢气,在炉内上升过程中除去铁矿石中的氧,从而还原得到铁。
炼出的铁水从铁口放出。
铁矿石中未还原的杂质和石灰石等熔剂结合生成炉渣,与铁分离为两相,后从渣口排出(有的从铁口与铁液一同排出)。
产生的煤气从炉顶排出,经除尘后,作为热风炉、加热炉、焦炉、锅炉等的燃料。
高炉冶炼的主要产品是生铁,另外还有副产高炉渣和高炉煤气。
高炉炼铁具有技术经济指标良好,工艺简单,生产量大,劳动生产效率高,能耗低等优点。
目前这种方法生产的铁已占世界铁总产量的绝大部分。
1.1高炉内型设计
高炉内型是指高炉内部工作空间中心纵剖面的轮廓。
合理的炉型应该满足高产、低耗、长寿的要求,能够很好的适应炉料的顺利下降和煤气的上升运动,以保证冶炼过程的顺利。
在长期生产实践过程中,高炉内型随着原料条件的改善、操作技术水平的提高、科学技术的进步而不断地发展变化。
高炉内型的演变过程大体可以分为三个阶段:
①无型阶段、②大腰阶段、③近代高炉阶段。
现代的高炉本体主要由炉缸、炉腹、炉腰、炉身、炉喉五部分组成,称为“五段式”高炉。
本次设计以“五段式”高炉为基,设计高炉内型。
(各部分尺寸符号见图二。
)
图二高炉内各部分尺寸及表示方法
高炉各部分尺寸有一定相关性,各个尺寸件的相对关系条件决定了高炉的整个炉型。
高炉各部分主要参数的相关性条件如表3所示。
表3高炉内型计算的主要参数
项目
厚壁高炉经验公式
薄壁高炉经验公式
D/d
1.10~1.20(Vu300~1000m3)
1.14~1.20(Vu2000~5000m3)
d1/d
一般为0.65~0.72,大高炉取值高
0.73~0.77(Vu2000~5000m3)
Hu/D
一般为2.0~4.0
1.9~2.4(Vu2000~5000m3)
炉缸高度h1
h1=(0.12~0.15)Hu,或h1=hf+a;
hf—风口中心线高度;a---0.5~0.7
h1=(0.124~0.170)Hu
(Vu2000~5000m3)
炉腹角α
一般为78~82
75~78
炉腰高度h3
调整高炉容积用,一般1.0~3.0
调整高炉容积用,一般1.0~3.0
炉身角β
一般为80~83
一般为79~83
风口高度hf
h1-hf=0.5~0.6
h1-hf=0.5~0.6
下面就高炉各个部分的尺寸设计计算进行说明。
2.高炉耐火炉衬及冷却装置
2.1高炉耐火炉衬设计
按照设计炉型,以耐火材料砌筑的实体为高炉炉衬。
它的作用:
在于构成高炉的工作空间;减少高炉的热损失;保护炉壳和其它金属结构免受热应力和化学侵蚀的作用。
2.1.1炉衬破损机理
(1)炉底:
炉底破损分两个阶段,初期是铁水渗入将砖漂浮而形成锅底形深坑;铁水渗入的条件:
炉底砌砖承受着液体渣铁、煤气压力、料柱重量的10~12%;砌砖存在砖缝和裂缝。
第二阶段是熔结层形成后的化学侵蚀。
铁水中的碳将砖中二氧化硅还原成硅,并被铁水所吸收。
影响炉底寿命的因素:
是承受的高压;是高温;是铁水和渣水在出铁时的流动对炉底的冲刷;砖衬在加热过程中产生温度应力引起砖层开裂;
在高温下渣铁对砖衬的化学侵蚀,特别是渣液的侵蚀更为严重。
(2)炉缸:
渣铁的流动、炉内渣铁液面的升降,大量的煤气流等高温流体对炉衬的冲刷是主要的破坏因素;化学侵蚀;风口带为最高温度区。
(3)炉腹:
高温热应力作用很大;由于炉腹倾斜故受着料柱压力和崩料、坐料时冲击力的影响;承受初渣的化学侵蚀。
(4)炉腰:
①初渣的化学侵蚀;上、下折角处高温煤气流的冲刷磨损。
高温热应力的影响;碱金属和Zn的化学侵蚀。
②夹带着大量炉尘的高速煤气流的冲刷。
(5)炉喉:
受到炉料落下时的撞击作用。
用金属保护板加以保护,又称炉喉钢砖。
(6)决定炉衬寿命的因素:
炉衬质量,是关键因素。
砌筑质量。
操作因素。
炉型结构尺寸是否合理。
2.1.2高炉用耐火材料
(1)对耐火材料的要求:
根据高炉炉衬的工作条件和破损机理分析可知,高炉炉衬的质量和性质是影响高炉寿命的重要因素之一,对高炉用耐火材料提出如下要求:
1)对长期处于高温条件下工作的部位,要求耐火度高,高温下的结构强度大,高温下的体积稳定性好。
2)组织致密,体积密度大,气孔率小,特别是显气孔率要小,提高抗渣性和减少炭黑沉积的可能。
3)Fe2O3含量低,防止与CO在炉衬内作用降低砖的耐火性能和在砖表面上形成黑点、熔洞、熔疤、鼓胀等外观和尺寸方面的缺陷。
4)机械强度高,具有良好的耐磨性和抗冲击能力。
(2)高炉常用耐火材料:
陶瓷质材料:
粘土砖、高铝砖、刚玉砖和不定型耐火材料等;碳质材料:
碳砖、石墨碳砖、石墨碳化硅砖、氮结合碳化硅砖等。
①粘土砖:
基本特性:
良好的物理机械性能;抗渣性好;成本较低。
②高铝砖:
AL2O3含量大于48%的耐火制品。
基本特性:
比粘土砖有更高的耐火度和荷重软化点;由于AL2O3为中性,故抗渣性较好;加工困难,成本较高。
粘土砖和高铝砖的外形质量也非常重要,对于制品的尺寸允许偏差及外形分级规定见表11所示。
表11耐火材料尺寸允许偏差和外形规定
③碳质耐火材料:
主要特性:
耐火度高,不熔化也不软化,在3500℃升华;抗渣性能好;高导热性;热膨胀系数小,体积稳定性好;致命弱点是易氧化,对氧化性气氛抵抗能力差。
④不定形耐火材料:
捣打料:
用于炉底炭砖与水冷管之间、风口、铁口、渣口周围及铁沟。
喷涂料:
炉壳。
泥浆:
把耐火砖粘结成为致密的整体炉衬。
要求泥浆的化学成分与耐火砖的相近。
填料:
用来填充炉壳与冷却壁、冷却壁与砌砖之间的间隙,起密封和补偿收缩作用。
优点:
工艺简单、能耗低、整体性好、抗热震性强、不易剥落,可以减小炉衬厚度。
2.1.3高炉炉衬的设计与砌筑
(1)炉衬设计要考虑的因素:
高炉各部位的工作条件及其破损机理;冷却设备形式及对砖衬所起的作用;要预测侵蚀后的炉型是否合理。
①砖型与砖数砖型:
直形砖和楔形砖两种。
砖的厚度一致;长度有230mm和345mm两种,使错缝方便。
我国高炉用粘土砖和高铝砖形状及尺寸见表12。
表12我国高炉用粘土砖和高铝砖形状及尺寸
②砖数计算:
炉底:
炉底砖数:
砌砖总容积除以每块砖的容积。
每层砖数:
用炉底砌砖水平截面积除以每块砖的相应表面积来计算。
砖的重量:
用每块砖的重量乘以砖数。
考虑2~5%的损耗。
炉其它部位:
都是环形圆柱体或圆锥体,需要楔形砖和直形砖配合使用。
一般以G-1直形砖与G-3或G-5楔形砖配合;G-2直形砖与G-4或G-6楔形砖相配合。
(2)炉底:
①结构形式:
A粘土砖或高铝砖炉底——小高炉炉底厚度大于炉缸直径的0.6倍。
综合炉底:
综合炉底是在风冷管碳捣层上满铺几层400mm碳砖,上面环形碳砖砌至风口中心线,中心部位砌数层400mm高铝砖,环砌碳砖与中心部位高铝砖相互错台咬合。
综合炉底的厚度为炉缸直径的0.3倍。
结构见图2.
图2综合炉底结构图
B全碳砖炉底:
大型高炉普遍采用。
全碳砖水冷炉底厚度可以进一步减薄。
炉底砌筑:
粘土砖和高铝砖炉底的砌筑;均采用立砌,层高345mm;砌筑由中心开始,成十字形;上下两层的十字中心线成22.5º~45º;上下两层中心点应错开半块砖;最上层砖缝与铁口中心线成22.5º~45º。
C满铺碳砖炉底砌筑有厚缝和薄缝两种连接形式:
一般是碳砖两端的短缝用薄缝,而两侧的长缝用厚缝。
满铺碳砖炉底的结构见图3:
图3满铺碳砖炉底结构图
D碳砖砌筑的原则:
①相邻两行碳砖必须错缝,一般在200mm以上;②上下两层碳砖砖缝成90º;③最上层碳砖砖缝与铁口中心线成90º。
E综合炉底砌筑①炉底中心部位的高铝砖砌筑高度必须与周围环形碳砖高度一致,为400mm;②高铝砖与环砌碳砖间的连接为厚缝,环砌碳砖为薄缝连接;③炉底满铺碳砖侧缝为厚缝连接,端缝为薄缝连接。
④环砌碳砖为楔形碳砖。
(3)炉缸:
①结构形式:
A粘土砖或高铝砖炉底——小高炉
B碳砖炉缸——大中型高炉
②炉缸砌筑:
A粘土砖或高铝砖炉缸的砌筑:
炉缸各层皆平砌;同层相邻砖环的放射缝应错开;上下相邻砖层的垂直缝与环缝应错开。
③砌筑:
每层厚400mm;每层块数为整数;同层相邻砖环的放射缝应错开;上下相邻砖层的垂直缝与环缝应错开;在碳砖炉缸的内表面设有保护层。
过去砌一层高铝砖,近来用涂料代替高铝砖,涂料层厚5~8mm。
④炉缸厚度:
A一般规定铁口水平面处的厚度为
小高炉:
575mm(230+345);
中型高炉:
920mm(230+345×2);
大型高炉:
1150mm(230×2+345×2)或更厚些。
(4)炉腹、炉腰和炉身下部:
A炉腹:
一般砌一层高铝砖或粘土砖,
厚度为345mm。
B炉腰炉腰有三种结构形式:
厚壁炉腰、薄壁炉腰和过渡式炉腰。
厚壁炉腰结构:
优点是热损失少,但侵蚀后操作炉型与设计炉型变化大。
薄壁炉腰结构:
热损失大些,但操作炉型与设计炉型近似。
过渡式炉腰结构:
处于两者之间。
C炉身下部炉身下部砌砖厚度为690~805mm,目前趋于向薄的方向发展,有的炉衬厚度采用575mm或345mm。
倾斜部分按三层砖错台一次砌筑。
(5)炉身上部和炉喉:
炉身上部一般采用高铝砖或粘土砖砌筑。
砌砖与炉壳间隙为100~150mm,填以水渣——石棉隔热材料。
为防止填料下沉,每隔15~20层砖,砌二层带砖即砖紧靠炉壳砌筑,带砖与炉壳间隙为10~15mm。
炉喉:
炉喉钢砖或条状保护板:
为铸铁或铸钢件。
炉喉圆周有几十块保护板,板之间留20~40mm膨胀缝。
炉喉高度方向只有一块。
3.参考文献
[1]项中庸·《高炉设计——炼铁工艺设计理论与实践》·冶金工业出版社·2007年
[2]郝素菊,蒋武峰,方觉·《高炉炼铁设计原理》·冶金工业出版社·2003年
[3]王平·《炼铁设备》·冶金工业出版社·2006年
设计总结和感言
在整个课程设计的四天中,我们小组分工合作、齐心协力,如今已经一同完成了课程设计的所有工作。
故特在此总结感悟。
在课程设计的第一天我们便对这次任务进行了规划和分工。
在以后的几天中,我们组的成员一起分工合作,一同努力,一同奋斗。
我们完成了设计前的准备工作:
阅读课程设计相关文档、搜集和查阅了大量资料、进一步进行小组讨论分工完成对资料的分析。
在协作下,完成了每个人对炼铁高炉的设计。
一起寻找软件,相互帮助后,完成了绘制了电子图纸,并最后撰写课程设计说明书。
在整个设计中,我主要负责图纸的绘制。
在这个过程中,我们都经历了艰苦的过程——在绘图时遇到了较大麻烦。
此时我认识到自己好多不足之处,如对专业学习不够认真,对一个工科生应学到的知识认识和学习不够。
我希望通过本次设计后我能够在认识不足的基础上认真学习和改进。
经历高炉本体设计的整个过程我觉得自己的学习能力有一定的进步。
我对高炉结构、高炉工作原理、工作过程和高炉各种材质的要求有了进一步了解,对冶金设备设计也有了一定认识。
其中特别是对CAD软件的学习及对资料的寻找与整理,收获最丰。
这次的课程设计,我们小组一起经历了奋斗的酸甜苦辣,一起体验了合作的点滴感动,也一起分享了成功的喜悦。
因为对我们每个人来说,这一次的课程设计都是一个挑战。
我们每个人都不完美,对课题的了解也都不完全,尤其是对计算机辅助制图的软件,我们大家都不太精通。
这时候小组的力量就体现出来了,各司其职,各尽其能,终于集体的力量发挥了效用,使我们终于到达了成功之岸。
在这个过程,我们都齐心协力、相互帮助。
我就受到了好多帮助。
有时,一句温暖的话语,一杯热热的咖啡,就能给人以无比的动力和破解一切问题的决心。
其实回想起来,这次的课程设计我的最大的感受不是知识的获得,而是磨练的人格和丰盛的友谊。
因为,经过艰难困苦的设计工作之后,最终我们都明白了,课程设计这样集体的任务,光靠团队里的一个人或几个人是不可能完成好的,唯一成功的可能就是全体成员通力合作。
虽然现在课程设计结束了,但我相信,我们这份宝贵的经历和曾经一起奋斗的精神和友谊,必将会成为人生道路上一道亮丽的风景线。
至此
课程设计小组全体成员敬上
2012年6月28日


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 冶金 设备 课程设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
开放大学国家赔偿法形成性考试二答案之欧阳体创编.docx
-
设备运行记录表.docx
-
房屋补偿协议书通用版.docx
-
董事长助理岗位职责.docx
-
急诊与灾难医学复习题.docx
-
科研经验.docx
-
国际重大时事.docx
-
深圳市文化发展规划纲要.docx
-
非正态分布的检验方法及应用研究.docx
-
动物营养与饲料.docx
-
基于单片机的脉搏测量器设计.docx
-
抗肿瘤药物的毒副作用及其处理详细篇.docx
-
护理质控检查表.docx
-
大学生四年规划.docx
-
情人节给情侣的温馨祝福语.docx
-
生产现场8S管理规范.docx
-
份入党志愿书.docx
-
股指期货品种大全.docx
-
路基路面复习题精华.docx
