 建筑钢结构工程监造方案.docx
建筑钢结构工程监造方案.docx
- 文档编号:2820034
- 上传时间:2022-11-15
- 格式:DOCX
- 页数:37
- 大小:1.08MB
建筑钢结构工程监造方案.docx
《建筑钢结构工程监造方案.docx》由会员分享,可在线阅读,更多相关《建筑钢结构工程监造方案.docx(37页珍藏版)》请在冰豆网上搜索。
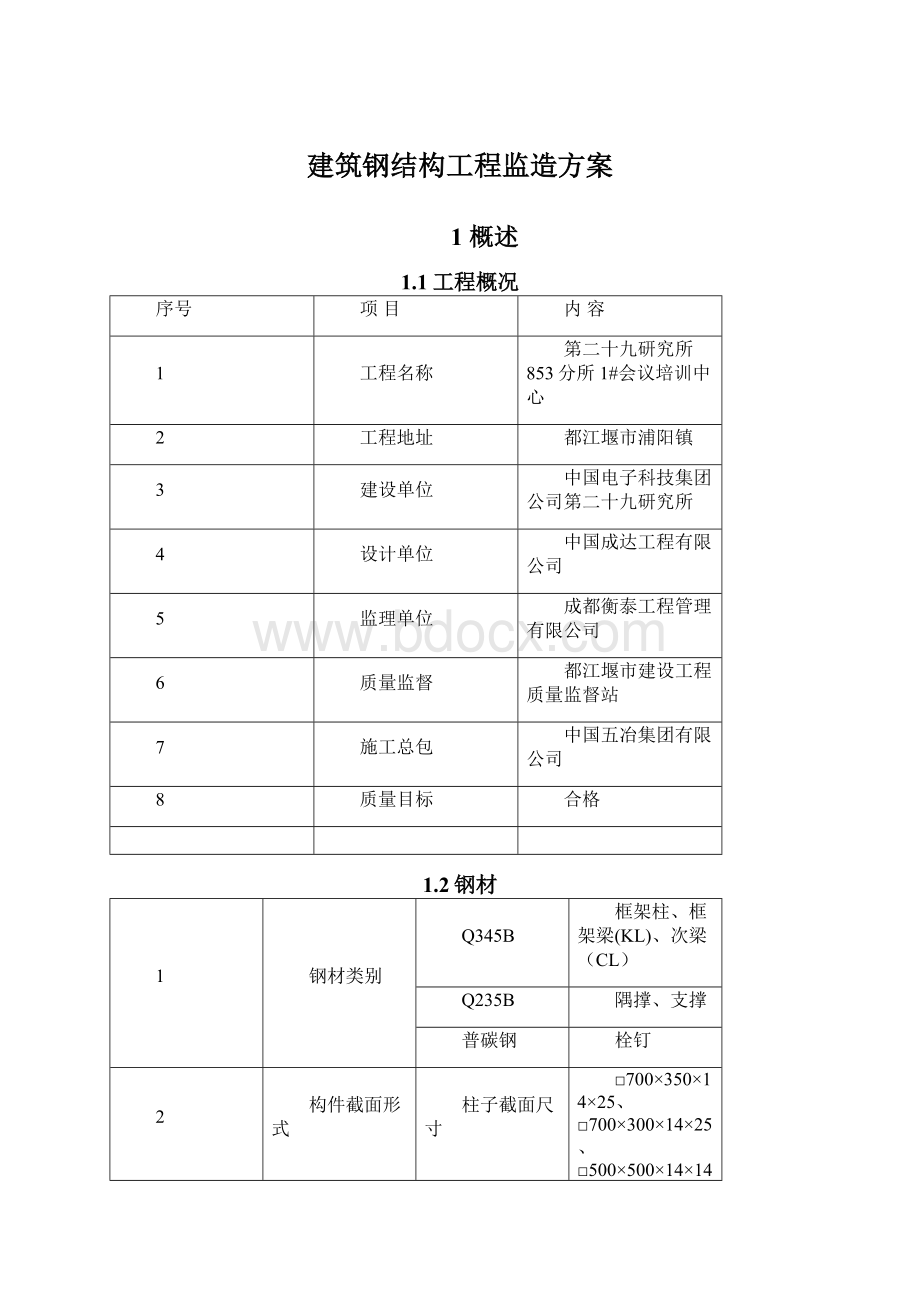
建筑钢结构工程监造方案
1概述
1.1工程概况
序号
项目
内容
1
工程名称
第二十九研究所853分所1#会议培训中心
2
工程地址
都江堰市浦阳镇
3
建设单位
中国电子科技集团公司第二十九研究所
4
设计单位
中国成达工程有限公司
5
监理单位
成都衡泰工程管理有限公司
6
质量监督
都江堰市建设工程质量监督站
7
施工总包
中国五冶集团有限公司
8
质量目标
合格
1.2钢材
1
钢材类别
Q345B
框架柱、框架梁(KL)、次梁(CL)
Q235B
隅撑、支撑
普碳钢
栓钉
2
构件截面形式
柱子截面尺寸
□700×350×14×25、□700×300×14×25、□500×500×14×14□350×350×12×12、□800×500×20、□450×200×8×12等
梁断面尺寸
H600×300×10×20、H600×250×10×20、H600×250×10×18、H600×240×10×14等
钢柱安装分段
一柱二层
1.3焊接材料
1.3.1焊接材料与母材的匹配表
钢材牌号
焊接方式
焊接材料
Q235B、Q345B
手工电弧焊
E4316、E4315、E5015、E5016
自动焊或半自动焊(填充金属)
F4AX-H08A、F5011-HO8MnA
所选用的焊条、焊丝型号应与母材相匹配。
不同强度的钢材焊接时,焊接材料的强度应按强度较低的母材选用。
1.4制作质量目标
分项工程合格率:
100%;并满足单位工程达到成都结构“结构优质工程奖”。
1.5制作工期目标
按照安装结构工程配套进场满足现场结构吊装,确保2011年1月10日完成全部钢结构制作。
2工作安排
2.1驻厂准备
2.1.1人员配备
工厂派驻2名驻厂监造人员:
质量监造:
1名
进度监造:
1名
2.1.2驻厂监造检查依据
第二十九研究所853分所1#会议培训中心建筑-钢结构施工组织设计
第二十九研究所853分所1#会议培训中心建筑-钢结构加工制作合同
主要规范、规程及标准
序号
类别
规范、规程及标准名称
编号
1
国家
钢结构设计规范
GB50017-2003
2
国家
工程测量规范
GB50026-93
3
国家
钢结构工程施工质量验收规范
GB50205-2001
4
国家
碳钢焊条
GB/T5117
5
国家
低合金钢焊条
GB/T5118
6
国家
熔化焊用钢丝
GB/T14957
7
国家
钢结构用扭剪型高强度螺栓连接副
GB/T363~3633
8
国家
电弧螺柱焊用圆柱头栓钉
(GB/T10433)
9
国家
焊缝符号表示法
(GB324)
10
国家
涂装前钢材表面锈蚀等级和除锈等级
(GB8923)
11
国家
热轧H型钢和剖分T型钢
(GB/T11263)
12
国家
低合金高强度结构钢
(GB/T1591)
13
国家
气体保护电弧焊用碳钢、低合金钢焊丝
(GB/T8110)
14
国家
碳钢药芯焊丝
(GB/T10045)
16
国家
钢焊缝手工超声波探伤方法和探伤结果分级
(GB11345)
17
国家
建设工程文件归档整理规范
GB50328-2001
18
行业
建筑工程冬期施工规程
GJG101-97
19
行业
建筑机械使用安全技术规程
JGJ33-2001
20
行业
建筑施工高空作业安全技术规范
JGJ80-91
21
行业
建筑现场临时用电安全技术规范
JGJ46-88
22
行业
建筑施工扣件式钢管脚手架安全技术规范
JGJ130-2001
24
行业
高层建筑结构用钢板
YB4104)
26
行业
钢结构高强螺栓连接的设计、施工及验收规范
JGJ82-91
27
行业
建筑钢结构焊接规程
JGJ81—2002
28
行业
型钢混凝土结构组合结构技术规范
JGJ138-2001
29
地方
建筑安装工程分项工程施工工艺规程
DBJ01-26-2003
30
地方
建筑工程资料管理规程
DBJ01-51-2003
31
地方
成都市建筑工程施工安全操作规程
DBJ01-62-2002
32
国家
建筑工程施工质量验收统一标准
GB50300-2001
33
国家
钢结构工程质量检验评定标准
GB50221-95
35
国家
碳素结构钢
GB13013-1991
36
行业
建筑施工安全检查评分标准
JGJ59-99
37
地方
建筑结构优质工程奖工程质量评定标准
DBJ/T01-69-2003
38
地方
建筑结构优质工程奖工程质量评审标准
T01-70-2003
2.1.3驻厂时间
在钢材进加工厂的前三天,驻厂监造人员要进入工厂。
2.1.4工具
钢尺、游标卡尺、放大镜、焊缝量规、角尺、量角器、照相机等。
2.2职责
①要及时汇报工厂的生产情况,实行日报制。
②负责工厂与现场的信息沟通,需现场帮助和解决的事情要在第一时间完成(即当天的问题要当天汇报)。
驻厂监理要随时到车间,检查正在加工或已经完工的构件质量,一旦发现严重的质量问题,有权通知工厂停止生产,待整改后再生产。
③要检查生产所用计量工具的标定情况;审查构件加工工艺(或计划、加工要领书、工艺技术指导书)和技术管理文件的建立与实施;要检查其合理性、可行性。
④监控构件加工过程(原材料、加工工序、成品)质量,达到设计图要求和、《钢结构工程施工质量验收规范》(GB50205-2001)中有关规定。
对制作过程中的关键工序进行控制,如钢材表面除锈情况,焊接等。
⑤制作所用的材料要核对其合格证或质量证明文件,并监督工厂进行原材料取样、封样、送样。
⑥根据焊接工艺评定的焊接参数,检查实际操作情况及焊工的上岗证。
⑦负责钢构件成品的出厂检查、验收。
⑧根据现场提供的安装顺序和构件进场计划,督促工厂合理安排生产及构件的发运。
2.3监造方法
根据制作工艺对每一道工序进行管理。
通过抽检、成品验收、审阅资料、拍照、记录等形式对工厂制作全程监控,严格把关,杜绝不合格品。
3制作质量控制
3.1制作准备质量控制
3.1.1检查人员资质
①工厂负责人、技术负责人、项目经理以及与与本工程有关的管理人员和特种作业人员资质证、上岗证书及登记表。
②单位的理化试验中心、计量室、无损检测室的资质等级证书、专业人员的资质证书。
③单位的设计所(室)的资质、业绩以及人员、设施等状况。
④用于本工程的设备明细表(包括:
型号、规格数量、出厂日期,完好状况等)。
⑤设备标定情况(检测设备符合法定要求且在有效期内)。
3.1.2工厂的质量体系
①质量管理、技术管理的组织机构和质量保证措施。
②有关部门的管理制度(包括:
物资、技术、质量、理化试验中心,无损检测室,设计所等)。
③法定计量部门对试验、检验设备、仪器、计量器具等出具的计量检定证明是否在有效期内。
④审查工厂,对本工程结构特点而编制的制作工艺(或质量计划)文件。
a.工艺文件,应根据设计文件、施工详图、施工规范的要求以及工厂的条件而编制。
b.工艺文件应包括:
施工中所依据的标准,工厂的质量保证体系,成品的质量保证和为保证成品达到质量目标而对重点部位、关键工序的施工工艺和确保加工质量的措施,生产所采用的加工、焊接设备和工艺装备、焊工和检查人员的资质,各类项目质量检查记录表格和生产进度计划等。
3.2工厂加工制作方法与技术措施
3.2.1钢结构加工工艺
3.2.1.1工艺流程
4.1.2主要工艺
(1)工艺流程:
H型钢工艺流程为:
工艺流程为:
放样→下料(自动气割机)→调直→组对成型→焊接(埋弧自动焊)→调直、矫正→二次装配(劲板、连接板等)→焊接(手工焊)→调直→制孔→成品检验→除锈→喷漆→编号。
箱型梁柱工艺流程为:
放样→下料→肋板组焊→内隔板组焊→U型组装→箱型组装→箱型焊接→钻孔→电渣焊→二次装配(劲板、连接板等)→焊接(手工焊)→调直→制孔→成品检验→除锈→喷漆→编号
(2)箱形截面梁的加工制作
箱型截面加工流程
加工方法
a.箱形梁板采用双定尺。
原则上不拼接。
下料时其宽度公差,隔板的对角线公差必须予以保证。
下料采用数控切割机如下图片所示:
b.坡口加工在铣边机或坡口切割机上进行,应严格按图和工艺文件要求,保证坡口角度及有关尺寸的正确。
c.在模具上组装隔板组,保证隔板组尺寸及电渣焊孔的尺寸大小一致。
d.在组立机上(如下图片所示)进行组立,以一翼板为底板,在其上安装各隔板,保证其位置正确且与底板垂直,如图3-1:
图3-1组装下翼板和内隔板
e.然后安装二腹板,组成U柱,保证U柱的宽度尺寸,如图3-2:
图3-2组装腹板③④
f.CO2气保焊焊接隔板上二条焊缝,保证焊透,采用双弧双丝焊(如下图片)
图3-3隔板焊接
g.UT控伤隔板焊缝,该焊缝为二级焊缝。
GB11345-89,B级、Ⅲ级合格,20%UT。
h.在组立机上,将U型柱组立成箱形柱,点固焊缝应点在两侧坡口底部,保证焊透,不得有缺陷,焊点不宜过高。
如图3-4:
图3-4安装上翼板
i.对隔板二条电渣焊缝进行焊接,用非熔化极焊机进行(如下图片所示),严格按《非熔化极电渣焊工艺守则》执行,如图3-5:
电渣焊机
图3-5电渣焊(SES)焊接
j.焊后割去引弧,引出帽口,如图3-6:
图3-6箱形柱电渣焊缝
k.对二条电渣焊缝进行UT探伤、二级焊缝,GB11345-89,B级、Ⅲ级合格。
l.对箱形柱四主角焊缝进行双弧双丝焊(如下图片所示),保证全熔透焊缝根部焊透,焊接中,应严格遵守公司《双弧双丝埋弧自动焊工艺守则》的规定。
焊接应同时、同向、同工艺参数焊接两条主角焊缝。
对于板厚较大的焊缝,还应按工艺要求采用多层多道焊法,将工件翻身交替焊接,防止过大的变形。
:
m.焊工自检焊缝,对于两侧咬边,凹坑等进行焊补,并清磨。
n.对四主角焊缝全熔透部分进行UT探伤,100%检验,GB11345-89,B级、Ⅱ级合格。
o.将工件转至端面铣,对箱形柱的封板端进行铣削,将预留的加工余量铣削掉。
(3)、H型钢加工制作
a.下料采用数控切割机如下图片所示。
下料时,应注意上下翼缘和腹板之间拼缝相互错开200mm以上,且拼缝位置宜放在构件长度1/4的范围内。
板边毛刺应清理干净。
b.在组立机上组立H型钢,组立时,板边毛刺、割渣必须清理干净。
c.点焊时,必须保证间隙<1mm,>1mm时必须用手工焊焊补。
腹板厚t<12mm时,用Ф3.2焊条点固,腹板厚t≥12mm时,用Ф4焊条点固。
焊点应牢固,一般点焊缝长20~30mm,间隔200~300mm,焊点不宜太高,以利埋弧焊接。
清除所有点固焊渣。
d.在门焊机上进行船形位置埋弧自动焊。
焊接T、H型的主角焊缝,严格按工艺要求执行。
如下图片所示:
e.焊后,焊工自检,不得有缺陷,否则应按规定分别情况进行返修。
f.转入矫正机上,对翼板角变形进行矫正。
如下图片所示:
g.对H型钢的弯曲变形进行矫正,火焰矫正温度为750~900℃,低合金钢矫正后,不得用水激冷。
在H型钢翼缘上划线,然后再将T型钢点焊在其上,点焊应两侧同时进行,保证互相垂直。
一侧T型钢点好后,再点焊


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 建筑 钢结构工程 监造 方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 如何打造酒店企业文化2刘田江doc.docx
如何打造酒店企业文化2刘田江doc.docx
-
律师提供著作权法律服务业务操作指引.docx
-
18秋福建师范大学《经济法》在线作业一.docx
-
施工现场危险源.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
精校版重庆市 初中毕业水平暨高中招生考试中考英语试题AB卷Word版含答案解析.docx
-
新视野大学英语视听说教程第二版第一册完整答案.docx
-
江苏省刘国钧中学1112学年高二语文上学期期末考前辅导试题卷苏教版会员独享.docx
-
山东省潍坊市昌乐县学年七年级地理下学期期中学业质量评估试题.docx
-
西安交通大学18年课程考试《管理会计》作业考核试题.docx
-
施工安全保证体系.docx
-
南开17秋学期《科学启蒙尔雅》在线作业2.docx
-
秋福师《大学英语1》在线作业二.docx
-
231695 北交《运输物流管理》在线作业2 15秋答案.docx
-
梁原学区安全管理工作实施方案.docx
-
环保管理台帐明细.docx
-
我国三大翻译证书考试概览.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
静态分析指标.docx
-
山东金瀚控股金瀚置业绩效考核指标库.docx
-
B0301A国际贸易.docx
-
人教版八年级数学上册同步练习试题及答案第11章《三角形》 同步练习及答案111.docx
-
秋福师《概率论》在线作业二.docx
-
17秋福师《高级英语阅读二》在线作业一.docx
-
西南大学17秋0764《工程建设监理》在线作业参考资料.docx
-
生活宝典之社会大转盘一.docx
-
专卖店管理.docx
-
100个CFO的八年之资金管理篇.docx
-
东北师范古代汉语三16秋在线作业2.docx
-
专业技术人员公共危机管理考试.docx
-
东大17秋学期《大学英语二》在线作业31.docx
-
亲子读书活动方案设计.docx
-
七年级数学二元一次方程组解应用题练习.docx
-
年产10万吨电极糊化工项目可研建议书.docx
-
平面设计师试题及答案.docx
-
企业所得税案例分析与计算.docx
-
轻质隔墙板综合项目施工专项方案.docx
-
桥梁承台系梁施工方案.docx
-
其他食品乳酸菌粉生产许可审查方案模板.docx
-
描写冬天下雪的句子.docx
-
企业消防安全知识.docx
-
年产两万吨草莓汁工厂设计.docx
-
浦东新区中考英语二模试题.docx
-
灭火应急疏散预案和消防安全管理制度守则.docx
-
青海水利工程监理规划.docx
-
期货从业资格考试基础知识考点.docx
-
朋友晚安的句子.docx
-
普通话水平测试.docx
-
青岛版一年级数学上册全册教案教学设计.docx
-
清华大学答辩申请书样本及填写注意事项.docx
