 毕业设计论文塑料传动支架模具设计全套含图纸.docx
毕业设计论文塑料传动支架模具设计全套含图纸.docx
- 文档编号:28196240
- 上传时间:2023-07-09
- 格式:DOCX
- 页数:12
- 大小:49.09KB
毕业设计论文塑料传动支架模具设计全套含图纸.docx
《毕业设计论文塑料传动支架模具设计全套含图纸.docx》由会员分享,可在线阅读,更多相关《毕业设计论文塑料传动支架模具设计全套含图纸.docx(12页珍藏版)》请在冰豆网上搜索。
毕业设计论文塑料传动支架模具设计全套含图纸
1分析制品及材料工艺性
分析塑件成型工艺性
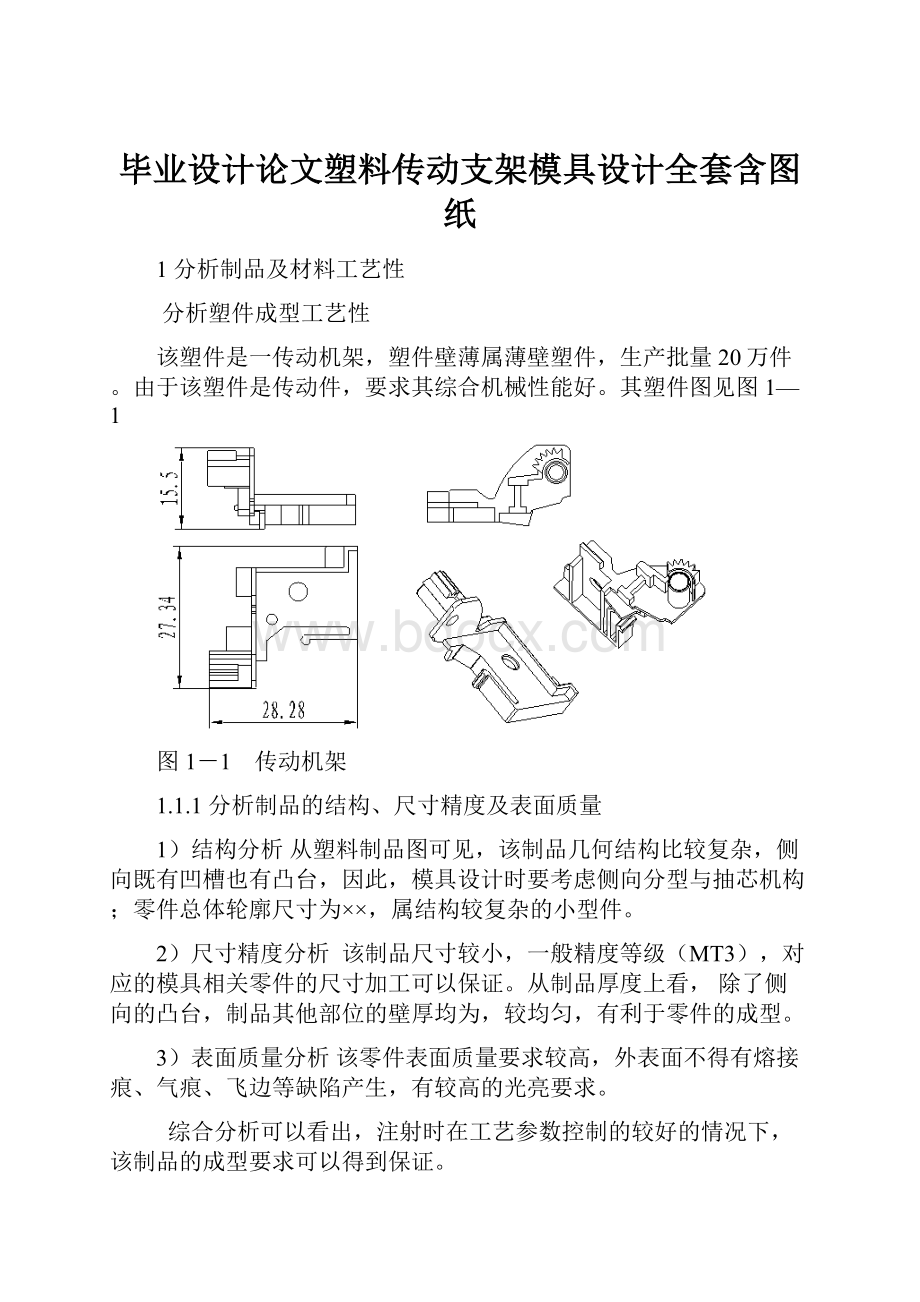
该塑件是一传动机架,塑件壁薄属薄壁塑件,生产批量20万件。
由于该塑件是传动件,要求其综合机械性能好。
其塑件图见图1—1
图1-1 传动机架
1.1.1分析制品的结构、尺寸精度及表面质量
1)结构分析从塑料制品图可见,该制品几何结构比较复杂,侧向既有凹槽也有凸台,因此,模具设计时要考虑侧向分型与抽芯机构;零件总体轮廓尺寸为××,属结构较复杂的小型件。
2)尺寸精度分析该制品尺寸较小,一般精度等级(MT3),对应的模具相关零件的尺寸加工可以保证。
从制品厚度上看,除了侧向的凸台,制品其他部位的壁厚均为,较均匀,有利于零件的成型。
3)表面质量分析该零件表面质量要求较高,外表面不得有熔接痕、气痕、飞边等缺陷产生,有较高的光亮要求。
综合分析可以看出,注射时在工艺参数控制的较好的情况下,该制品的成型要求可以得到保证。
1.2分析制品原材料的工艺性
给定的塑件材料选用ABS(丙烯腈-丁二烯-苯乙烯共聚物)塑料。
ABS的基本特性
ABS是由丙烯腈、丁二烯、苯乙烯3种单体合成的。
每种单体都具有不同性能:
丙烯腈有高强度、热稳定性及化学稳定性,使ABS有良好的耐化学腐蚀性及表面硬度;丁二烯具有坚韧性、抗冲击特性,使ABS坚韧;苯乙烯具有易加工、高光洁度、高强度,使ABS有良好的加工和染色性能。
ABS无毒、无味,呈微黄色,成型的塑料件有较好的光泽。
有极好的冲击强度,且在低温下也不迅速下降。
水、无机盐、碱、酸类对ABS几乎无影响,在酮、醛、酯、氯代烃中会溶解或形成乳浊液,不溶于大部分醇类及烃类溶剂,但与烃长期接触会软化溶胀。
ABS表面受冰醋酸、植物油等化学药品的侵蚀会引起应力开裂。
ABS有一定的硬度和尺寸稳定性,易于成型加工。
经过调色可配成任何颜色。
其缺点是耐热性不高,
性能:
综合性能较好,冲击韧度、力学性能较高,尺寸稳定而化学性、电气性能良好;易于成形和机械加工,与此相反372有机玻璃的熔接性良好,可作双色成形塑件,且表面可镀铬。
用途:
适于制作一般机械零件、减摩耐摩零件、传动零件以及化工、电器、仪表等零件。
成形特性
1)无定形塑料,其品种很多,各品种的机电性能及成型特性也有差异,应按品种确定成形方法及成形条件。
2)吸湿性强,含水量应小于0.3%,必须充分干燥,要求表面光泽的塑件应要求长时间预热干燥。
3)流动性中等,溢边料左右(流动性比聚苯乙烯、AS差,但比聚碳酸脂,聚氯乙烯好)。
4)比聚苯乙烯加工困难,宜取高料温、模温(对耐热、高抗冲击和中抗冲击型树脂,料温更宜取高)。
料温对物性影响较大,料温过高易分解(分解温度为250℃左右,比聚苯乙烯易分解),对要求精度较高塑件,模温宜取50℃~60℃,要求光泽及耐热型料宜取60℃~80℃。
注射压力应比聚苯乙烯高,一般用柱塞式注射机时料温为180℃~230℃,注射压力为100~140MPa,螺杆式注射机则取160℃~230℃,70~100MPa为宜。
5)模具设计时要注意浇注系统,分流道及浇口截面要大,选择好进料口位置、形式,推出力过大机械加工时塑料件表面呈现“白色”痕迹(但热水中预热可消失),在成型时的脱模斜度﹥2°,收缩率取﹥0.5°。
ABS的成型条件,见表1—1亲,由于某些原因,没有上传完整的毕业设计(完整的应包括毕业设计说明书、相关图纸CAD/PROE、中英文文献及翻译等),此文档也稍微删除了一部分内容(目录及某些关键内容)如需要的朋友,请联系我的Q&Q:
153893706,数万篇现成设计及另有的高端团队绝对可满足您的需要
表1—1ABS的成型条件
注射成型机类型
螺杆式
密度(
)
——
计算收缩率
——
预热
温度(℃)
80——85
时间(s)
2——3
料筒温度
后段(℃)
150——170
中段(℃)
165——180
前段(℃)
180——200
喷嘴温度(℃)
170——180
模具温度(℃)
50——80
注射压力(MPa)
60——100
成型时间
注射时间(s)
20——90
高压时间(s)
0——5
冷却时间(s)
20——120
总周期(s)
50——220
螺杆转速(r/min)
30
适用注射机类型
螺杆式、柱塞式均可
后处理
方法
红外线灯、烘箱
温度(℃)
70
时间(h)
2~4
说明:
该成形条件为加工通用级ABS料时所用,苯乙烯-丙烯腈共物(即AS)成形条件与上相似。
2拟定模具结构形式
2.1分型面位置的确定
模具上用以取出塑件或取出浇注系统凝料的可分离的接触表面称为分型面,分型面是决定模具结构形式的重要因素,它与模具的整体结构和模具的制造工艺有密切关系,并且直接影响着塑料熔体的流动充填性及制品的脱模,分型面的位置也影响着成型零部件的结构形状,型腔的排气情况也与分型面的开设密切相关。
因此,分型面的选择是注射模设计中的一个关键内容。
分型面的选择应注意以下几点:
1)分型面应选在塑件外形最大轮廓处
当已经初步确定塑件的分型方向后分型面应选在塑件外形最大轮廓处,即通过该方向塑件的截面
积最大,否则塑件无法从形腔中脱出。
2)保证制件的精度和外观要求
与分型面垂直方向的高度尺寸,若精度要求较高,或同轴度要求较高的外形或内孔,为保证其精
度,应尽可能设置在同一半模具腔内。
因分型面不可避免地要在制件中留下溢料痕迹或接合缝的痕迹,故分型面最好不选在制品光亮平滑的外表面或带圆弧的转角处。
3)考虑满足塑件的使用要求
注塑件在成型过程中,有一些难免的工艺缺陷,如脱模斜度、推杆及浇口痕迹等,选择分型面时,
应从使用角度避免这些工艺缺陷影响塑件功能。
4)考虑注塑机的技术规格,使模板间距大小合适
5)考虑锁模力,尽量减小塑件在分型面的投影面积
6)确定有利的留模方式,便于塑件顺利脱模
从制件的顶出考虑分型面要尽可能地使制件留在动模边,当制件的壁相当厚但内孔较小时,则对
型芯的包紧力很少常不能确切判断制件中留在型芯上还是在凹模内。
这时可将型芯和凹模的主要部分都设在动模边,利用顶管脱模,当制件的孔内有管件(无螺纹连接)的金属嵌中时,则不会对型芯产生包紧力。
7)不妨碍制品脱模和抽芯
在安排制件在型腔中的方位时,要尽量避免与开模运动相垂直方向的侧凹或侧孔。
一般机械式分型面抽芯机构的侧向抽拔距都较小,因此选择的分型面应使抽拔距离尽量短。
8)有利于浇注系统的合理处置。
尽可能与料流的末端重合,以利于排气。
9)分型面应使模具分割成便于加工的部件,以减少机械加工的困难。
根据塑件结构形式,本设计主分型面选在A—A面,侧向分型面选在B—B面。
如图2—1所示。
图2—1分型面
2.2型腔数目的确定
型腔指模具中成形塑件的空腔,而该空腔是塑件的负形,除去具体尺寸比塑料大以外,其他都和塑件完全相同,只不过凸凹相反而己。
注射成形是先闭模以形成空腔,而后进料成形,因此必须由两部分或(两部分以上)形成这一空腔——型腔。
其凹入的部分称为凹模,凸出的部分称为型芯。
其数目的决定与下列条件有关:
1)塑件尺寸精度
型腔数越多时,精度也相对地降低。
2)模具制造成本
多腔模的制造成本高于单腔模,但不是简单的倍数比。
从塑件成本中所占的模具费比例看,多腔
模比单腔模具低。
3)注塑成形的生产效益
多腔模从表面上看,比单腔模经济效益高。
但是多腔模所使用的注射机大,每一注射循环期长而
维持费较高,所以要从最经济的条件上考虑一模的腔数。
4)制造难度
多腔模的制造难度比单腔模大,当其中某一腔先损坏时,应立即停机维修,影响生产。
塑料的成形收缩是受多方面影响的,如塑料品种,塑件尺寸大小,几何形状,熔体温度,模具温度,注射压力,充模时间,保压时间等。
影响最显著的是塑件的壁厚和形状的复杂程度。
该塑件精度要求一般(MT3),又是大批量生产,可以采用一模多腔的形式。
考虑到模具制造费
用低一点,设备运转费用小一点,采用一模八腔的模具形式。
考虑到塑件的结构特点,有侧向分型为
了便于脱模,型腔的排列方式采用双列直排。
这样比一模一腔模具的生产效率高,同时结构更为合理。
2.3型腔的布局
多型腔模具设计的重要问题之一就是浇注系统的布置方式,由于型腔的排布与浇注系统布置密切相关,因而型腔的排布在多型腔模具设计中应加以综合考虑。
型腔的排布应使每一个型腔都通过浇注系统从总压力中心中均等地分得所需的压力,以保证塑料熔体同时均匀地充满每个型腔,使各型腔的塑件内在质量均一稳定。
这就要求型腔与主流道之间的距离尽可能最短,同时采用平衡的流道和合理的浇口尺寸以及均匀的冷却等。
合理的型腔排布可以避免塑件的尺寸差异、应力形成及脱模困难等问题。
平衡式型腔布局的特点是从主流道到各型腔浇口的分流道的长度、截面形状及尺寸均对应相同,可以实现均衡进料和同时充满型腔的目的;非平衡式型腔布局的特点是从主流道到各型腔浇口的分流道的长度不相等,因而不利于均衡进料,但可以缩短流道的总长度,为达到同时充满型腔的目的,各浇口的截面尺寸制作得不相同。
要指出的是,多型腔模具最好成型同一尺寸及精度要求的制件,不同塑件原则上不应该用同一副多模腔模具生产。
在同一副模具中同时安排尺寸相差较大的型腔不是一个好的设计,不过有时为了节约,特别是成型配套式塑件的模具,在生产实践中还使用这一方法,但难免会引起一些缺陷,如有些塑件发生翘曲、有些则有过大的不可逆应变等。
本设计成型同一塑件,且壁厚均匀,故采用平衡式,布局如图2—2所示:
图2—2型腔的布局
3注射机型号的确定
3.1注射量的计算
1)塑件质量、体积的计算
通过Pro/E建模分析,塑件质量
为。
流道凝料的质量
注射量
此处省略 NNNNNNNNNNNN字。
如需
N05G99G85X80Y30Z-30R-8F120
N06Y-30
N07X-80
N08G98Y30
N09G00X0Y0M05
N10G49Z250T02M06
N11G43Z0H02
N12S300M03
N13G99G81X82Y74Z-30R-8F120
N14Y-74
N15X-82
N16G98Y74
N17G00X0Y0M05
N18G49Z250T03M06
N19G43Z0H03
N20S20M03
N21G99G82X82Y74Z-13R-8P3000F70
N22Y-74
N23X-82
N24G98Y74
N25G00X0Y0M05
N26G49Z250T04M06
N27G43Z0H04
N28S200M03
N29G99G81X0Y0Z-30R-8F60
N30G00X0Y0Z-30M05M09
N31G49Z0
N32M02
14模具的工作过程
模具装配试模完毕之后,模具进入正式状态,其基本工作过程如下:
1)对塑料ABS进行烘干,并装入料斗。
2)清理模具型芯、型腔,并喷上脱模剂,进行适当的预热。
3)合模、锁紧模具。
4)对塑料进行预塑化,注射装置准备注射。
5)注射过程包括充模、保压、倒流、浇口冻结后的冷却和脱模。
6)脱模过程。
见装配图。
开模时,开合模系统带动动定模部分后移,在预压弹簧Ⅱ(37)的作
用下,模具首先从Ⅰ—Ⅰ面分型,由于流道拉料杆(15)的作用,点浇口凝料断开后并留在脱浇板(17)一边,同时,滑块(21)在斜导柱(12)的作用下侧向分型,一直到碰到限位挡块(10)止。
待模具分开一定距离后,定距螺钉(39)带动脱浇板(17)沿Ⅱ—Ⅱ面分开,并将浇注系统凝料脱掉。
继续开模时,定模板(19)受到定距拉杆(38)的阻碍不能移动,即实现Ⅲ—Ⅲ面分型,塑件随下模仁(24)的型腔移动而脱离定模板(19)的型腔,最后在推杆Ⅰ(26)、推杆Ⅱ
(1)、推杆Ⅲ(27)的作用下将塑件推离型腔。
7)塑件的后处理。
去掉塑件上的毛刺,对塑件进行调湿处理。
结论
该塑件结构特点决定了其模具结构必须采用侧向抽芯结构,因为是一模八腔,所以有八个侧抽芯,本设计采用了四个一起抽出的侧抽芯结构,不但解决了产品难出模的问题,而且合理利用了模具材料,降低了模具的生产成本。
经生产实际验证,该模具结构设计合理、紧凑,开合模顺畅,生产效率高,试模一次完成,生产出的塑件完全符合要求。
参考文献
[1] 叶久新,王群主编.塑料制品成型及模具设计[M].湖南科学技术出版社,2005,1-156.
[2] 李海梅,申长雨主编.注塑成型及模具设计使用技术[M].化学工业出版社,2002,1-160.
[3] 张国强编著.注塑模设计与生产应用[M].化学工业出版社,2005,1-176,246-266.
[4] 朱光力,万金保等编著.塑料模具设计[M].清华大学出版社,2003,1-147.
[5] 洪慎章编著.实用注塑成型及模具设计[M].机械工业出版社,2006.
[6] 庞祖高主编.塑料成型基础及模具设计[M].重庆大学出版社,2004,1-134.
[7] 杜智敏,何华妹郭擎强编著.Pro/ENGINEER野火版塑料注射模具设计实例[M].机械工业出版社,2005.
[8] 付宏生,刘京华编著.注塑制品与注塑模具设计[M].化学工业出版社,2003.
[9] 模具实用技术丛书编委会编.塑料模具设计制造与应用实例[M].机械工业出版社,2002,1-230.
[10] 周建安.手机翻盖注射模设计[J].模具工业,2006(4),32:
50-52.
[11] 潘建新,周志雄.典型支架注射模设计[J].模具工业,2006,32(4):
57-60.
[12]伍先明,王群,庞佑霞,张厚安编著[M].国防工业出版社,2006.
[13]刘小宁,张永俊.瓶盖注射模设计[J].模具工业,2006,32(5):
44-46.
[14]付伟,张海,曹爱文.基于Pro/E的分模方法及技巧[J].模具工业,2006,32(5):
65-70.
[15]贾明号.深孔的电解加工[J].模具制造,2006,5,63-64.
[16]于慧莲.注射模镶件的线切割加工[J].模具制造,2006,5,62.
[17]吴光明.遥控器注射模的数控加工[J].模具制造.2006,1,59-61.
致谢词
光阴似箭,眨眼之间四年的大学生活即将结束。
在湖南科技大学的那一幕幕仿佛就发生在昨天。
在这四年期间,各位老师、同学给了我无私的帮助与关心,让我感受到了人与人之间的友爱与真情。
本设计是在伍先明老师的悉心指导下完成的,伍老师勤奋的敬业精神为我树立了极好的榜样,在专业领域孜孜不卷的探索精神使我倍增了对本专业学习的信心和兴趣,明晰的思路,丰富的专业知识和严谨的治学态度使我受益匪浅,自始至终关心本设计的进展,并时常给予具体的指导和鼓励,还有在生活上我也得到了伍老师的关怀,在此诚挚的向伍老师表示感谢。
本设计在设计的过程中,也得到同学们的指导,也在此表示感谢。
最后我要感谢我的父母,他们的殷切希望是我不断奋斗的强大动力。
郑莉
2006年6月11日
前言
结论


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 毕业设计 论文 塑料 传动 支架 模具设计 全套 图纸
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
郑州某商场项目物业管理方案.docx
-
药代动力学.docx
-
植物生理学习题3.docx
-
《论语》选读教案及教学反思.docx
-
致加西亚的一封信.docx
-
野鸡特种养殖项目可行性研究报告.docx
-
智慧树知到《三维机械设计》测试题附答案.docx
-
以色列诸王名录.docx
-
成品油销售工作总结共3篇汇总.docx
-
茶饮品营销4P分析.docx
-
《《粤港澳大湾区发展规划纲要》综述性解读专题课程和网上考试》.docx
-
中国结教学设计及反思docx.docx
-
组成原理选择题素材.docx
-
一年级语文教案.docx
-
隐蔽验收记录表.docx
-
《爸爸的花儿落了》课堂实录.docx
-
优势病种中风恢复期.docx
-
英语自主听力2答案.docx
-
OECD 474哺乳动物红细胞微核试验.docx
