 法兰盘工序卡.docx
法兰盘工序卡.docx
- 文档编号:28138236
- 上传时间:2023-07-08
- 格式:DOCX
- 页数:18
- 大小:131.67KB
法兰盘工序卡.docx
《法兰盘工序卡.docx》由会员分享,可在线阅读,更多相关《法兰盘工序卡.docx(18页珍藏版)》请在冰豆网上搜索。
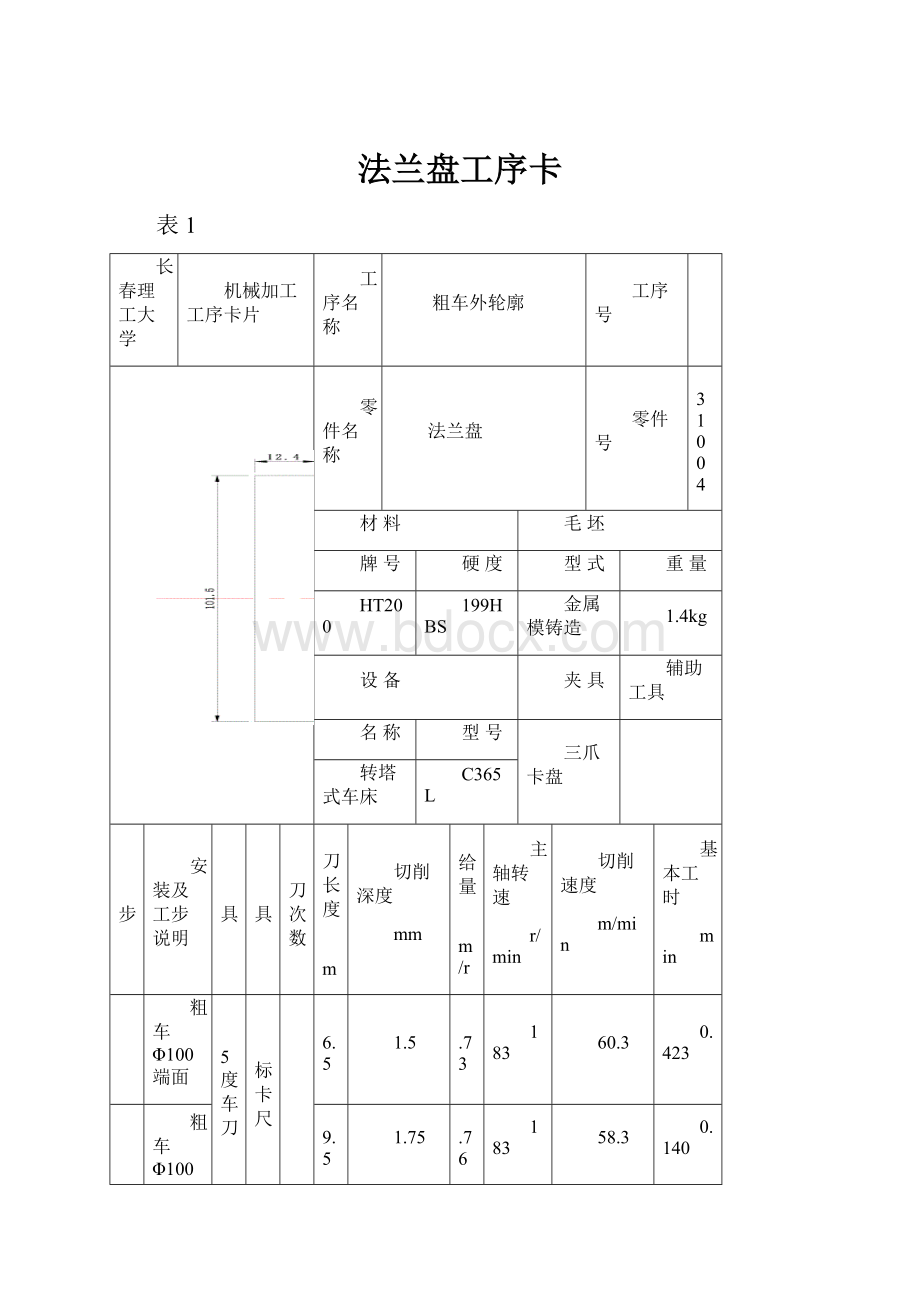
法兰盘工序卡
表1
长春理工大学
机械加工工序卡片
工序名称
粗车外轮廓
工序号
1
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
min
1
粗车Φ100端面
45度车刀
游标卡尺
0.02
1
56.5
1.5
0.73
183
60.3
0.423
2
粗车Φ100外圆柱面
19.5
1.75
0.76
183
58.3
0.140
3
粗车Φ100mm右端面
29.75
1.5
0.73
183
58.3
0.222
4
粗车Φ90mm左端面
26.5
1.5
0.73
183
51.7
0.198
5
粗车Φ45面
30
1.85
0.56
430
62.5
0.124
6
粗车Φ90的外圆柱面
18.5
1.75
0.76
183
52.6
0.133
表2
长春理工大学
机械加工工序卡片
工序名称
粗车外轮廓
工序号
2
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
粗车Φ45端面
45度车刀
游标卡尺
0.02
2
54
2
0.54
322
50.7
0.310
2
粗车Φ45mm外圆柱面
1
42
1.85
0.56
430
62.5
0.174
3
粗车Φ90mm右端面
1
26.6
1.2
0.73
183
52.6
0.199
表3
长春理工大学
机械加工工序卡片
工序名称
钻孔
工序号
3
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
钻Φ18mm孔
高速钢钻头
游标卡尺
0.02
锥柄圆柱塞规
1
106.5
92.5
0.62
272
15.3
0.631
2
扩Φ19.8mm孔
高速钢扩孔刀
1
106.5
92.2
0.81
195
12.1
0.674
3
粗铰Φ19.94mm孔
高速钢铰刀
1
106.5
92.2
0.81
195
12.2
0.674
4
精绞Φ20孔
高速钢铰刀
1
106.5
92.2
0.81
195
12.2
0.674
表4
长春理工大学
机械加工工序卡片
工序名称
半精车外轮廓
工序号
4
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
半精车Φ100mm端面
45度车刀
游标卡尺
0.01
1
44.75
0.7
0.24
238
75.9
0.783
2
半精车Φ100mm外圆
1
17.3
0.55
0.21
238
75.0
0.346
3
半精车Φ100mm右端面
1
31.05
1.1
0.24
238
75.0
0.544
4
半精车Φ90mm左端面
1
2.66
1.1
0.24
238
68.4
0.466
5
半精车Φ45mm外圆
游标卡尺
0.01
1
27.8
1.0
0.21
550
78.2
0.241
6
半精车Φ90mm外圆
1
17.2
0.55
0.21
238
67.5
0.344
7
倒角(Φ100)
1
7.5
1.5
0.73
238
75.0
0.03
8
倒角(Φ90)
1
7.5
1.5
0.73
238
67.6
0.03
9
车过渡圆
成形车刀
1
7
5
手动进给
430
60.8
0.05
10
车Φ20孔的左端倒角
45度车刀
1
7
1
0.73
430
27.0
0.05
表5
长春理工大学
机械加工工序卡片
工序名称
半精车外轮廓
工序号
5
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
半精车Φ
mm外圆柱面
45°车刀
游标卡尺
0.01
1
42
0.5
0.21
550
78.9
0.364
2
半精车Φ90mm右端面
1
26.55
1.1
0.24
238
67.6
0.465
3
车3×2退刀槽
90°切槽刀
1
5
2.15
0.41
430
61.2
0.035
4
车Φ45圆柱面倒角
45°车刀
2
15
3.5
手动进给
430
61.2
0.1
5
车Φ20孔的右端倒角
1
7
1
0.73
430
27.0
0.05
表6
长春理工大学
机械加工工序卡片
工序名称
精车端面
工序号
6
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
精车Φ100的端面
45°车刀
游标卡尺0.01
1
46.2
0.8
0.23
322
101.5
0.597
表7
长春理工大学
机械加工工序卡片
工序名称
精车端面
工序号
7
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
三爪卡盘
转塔式车床
C365L
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
精车Φ90的右端面
45°车刀
游标卡尺0.01
1
46.55
0.8
0.23
322
91.4
0.358
表8
长春理工大学
机械加工工序卡片
工序名称
铣平面
工序号
8
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
粗铣距中心线32mm的平面
硬质合金三面刃铣刀
游标卡尺0.01
4
115
10
0.3
22.5
7.1
1.932
2
精铣距中心线32mm的平面
2
73
3
0.2
37.5
11.8
0.92
3
粗铣距中心线24mm的平面
5
152
13
0.3
22.5
7.1
2.56
精铣距中心线24mm的平面
3
125
7.5
0.2
37.5
11.8
1.58
表9
长春理工大学
机械加工工序卡片
工序名称
钻孔
工序号
3
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
钻4-Φ9的孔
高速钢钻孔刀
锥柄圆柱塞规
4
49.6
0.48
550
15.5
0.047
设计
石培林-120311339
指导老师
共页
第3页
表10
长春理工大学
机械加工工序卡片
工序名称
钻孔
工序号
10
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
钻Φ4孔
高速钢钻孔到
锥柄圆柱塞规
1
16.5
0.22
1360
17.1
0.056
2
扩Φ6孔
高速钢扩孔刀
1
11
0.81
745
14
0.018
设计
石培林-120311339
指导老师
共页
第3页
表11
长春理工大学
机械加工工序卡片
工序名称
磨外圆
工序号
11
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
外圆磨床
M120
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
磨Φ100的外圆柱面
A46KV6P300×50×203
外径千分尺
1
15
0.2
0.1
2670
17
0.056
2
磨Φ90的外圆柱面
1
14
0.2
0.03
2670
17
0.174
3
磨Φ45的外圆柱面
1
45
0.15
0.1
2670
17
0.169
设计
石培林-120311339
指导老师
共页
第3页
表12
长春理工大学
机械加工工序卡片
工序名称
磨削B面
工序号
12
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
万能外圆磨床
M114W
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
磨削Φ45同时靠磨两端面
A46KVP250×20×75
外径千分尺
1
33
0.15
0.03
2667
40
0.41
设计
石培林-120311339
指导老师
共页
第页
表13
长春理工大学
机械加工工序卡片
工序名称
磨平面
工序号
13
零件名称
法兰盘
零件号
831004
材料
毛坯
牌号
硬度
型式
重量
HT200
199HBS
金属模铸造
1.4kg
设备
夹具
辅助工具
名称
型号
专用夹具
卧轴矩台平面磨床
MM7112
工步
安装及工步说明
刀具
量具
走刀次数
走刀长度
mm
切削深度
mm
进给量
mm/r
主轴转速
r/min
切削速度
m/min
基本工时
s
1
磨Φ90外圆柱面上距离轴线24mm的平面
A46KBP250×20×75
游标卡尺
3
42
0.5
0.03
2810
40
0.498
设计
石培林-120311339
指导老师
共页
第页


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 法兰盘 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
储层五敏性实验教学提纲Word文件下载.docx
-
医学营养专业毕业实习报告论文文档2篇Word文件下载.docx
-
创业示范基地申请报告推荐Word格式文档下载.docx
-
大学生毕业学习心得体会5篇Word文档下载推荐.docx
-
幼儿卫生保健工作计划共10篇Word格式.docx
-
消化内科专科考试题卷1Word格式.docx
-
大众文化的特点之欧阳组创编Word文件下载.docx
-
第13章个人所得税法Word格式.docx
-
二手书店的创业计划书文档格式.docx
-
第一册同学间的情感七年级政治教案模板Word格式.docx
-
房地产高层项目调研报告经典版Word格式.docx
-
幼儿园母亲节祝福语文档格式.docx
-
忧伤的文章文档格式.docx
-
幼儿园唐诗必背80首Word格式.docx
-
小学二年级数学培优辅差工作记录Word格式.docx
-
幼儿园小班语言教案《找朋友》Word文件下载.docx
-
元明清文学模拟试题三及答案1Word文档下载推荐.docx
-
读小王子有感15篇Word文件下载.docx
-
春节后工期保证措施文档格式.docx
