 机械制造工艺学课程设计法兰盘831004机械加工工艺及其铣φ90两侧面工序夹具设计全套图纸.docx
机械制造工艺学课程设计法兰盘831004机械加工工艺及其铣φ90两侧面工序夹具设计全套图纸.docx
- 文档编号:28137674
- 上传时间:2023-07-08
- 格式:DOCX
- 页数:18
- 大小:423.83KB
机械制造工艺学课程设计法兰盘831004机械加工工艺及其铣φ90两侧面工序夹具设计全套图纸.docx
《机械制造工艺学课程设计法兰盘831004机械加工工艺及其铣φ90两侧面工序夹具设计全套图纸.docx》由会员分享,可在线阅读,更多相关《机械制造工艺学课程设计法兰盘831004机械加工工艺及其铣φ90两侧面工序夹具设计全套图纸.docx(18页珍藏版)》请在冰豆网上搜索。
机械制造工艺学课程设计法兰盘831004机械加工工艺及其铣φ90两侧面工序夹具设计全套图纸
第1章零件的工艺分析
全套图纸,加153893706
1.1零件的功能、结构及生产类型的确定
1.1.1零件的作用
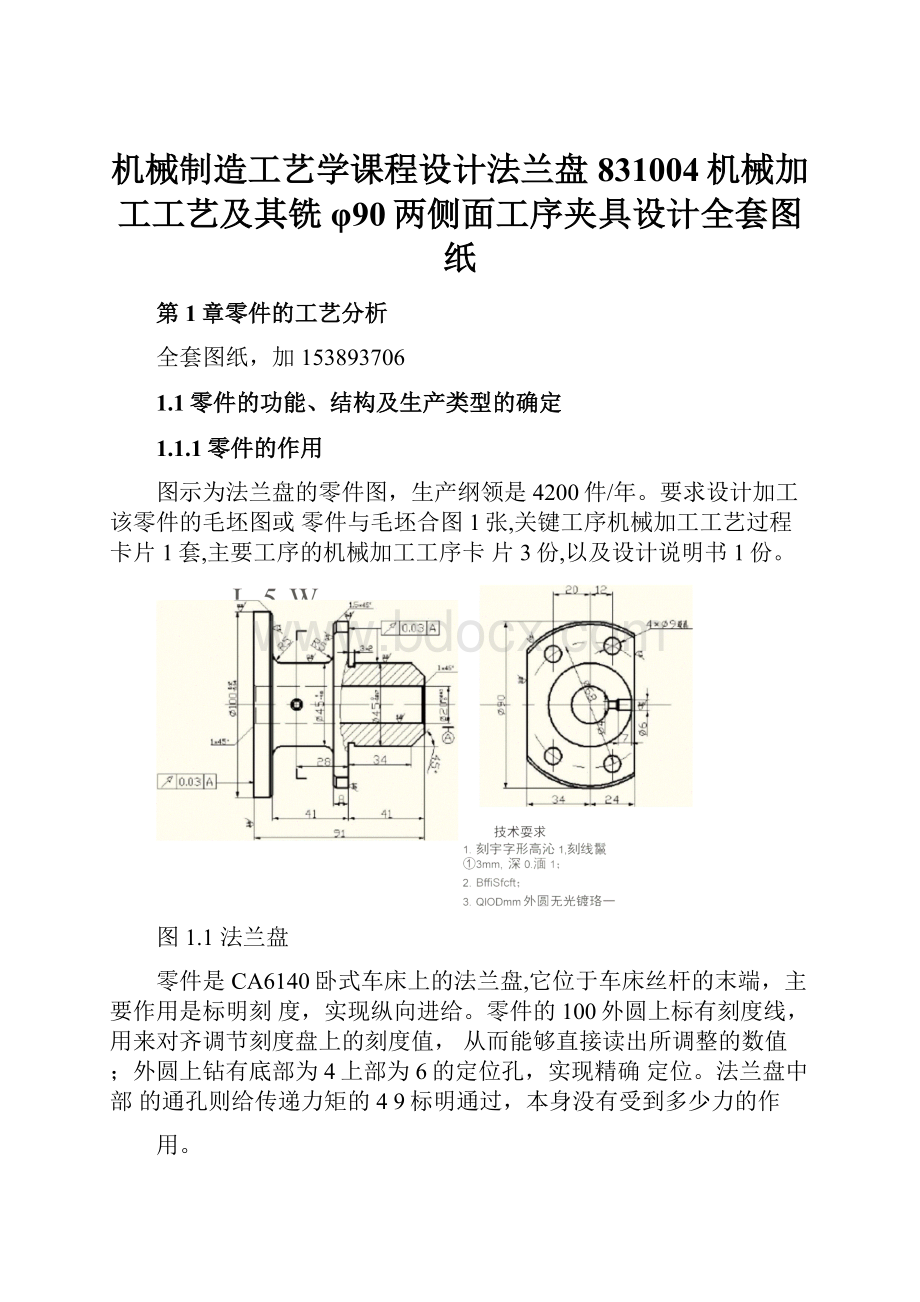
图示为法兰盘的零件图,生产纲领是4200件/年。
要求设计加工该零件的毛坯图或零件与毛坯合图1张,关键工序机械加工工艺过程卡片1套,主要工序的机械加工工序卡片3份,以及设计说明书1份。
图1.1法兰盘
零件是CA6140卧式车床上的法兰盘,它位于车床丝杆的末端,主要作用是标明刻度,实现纵向进给。
零件的100外圆上标有刻度线,用来对齐调节刻度盘上的刻度值,从而能够直接读出所调整的数值;外圆上钻有底部为4上部为6的定位孔,实现精确定位。
法兰盘中部的通孔则给传递力矩的49标明通过,本身没有受到多少力的作
用。
1.1.2零件的工艺分析
CA6140车床法兰盘共有两组加工的表面。
先分述如下:
1•以20mm孔为精基准的加工表面。
这一组加工表面包括:
一个20的孔及其倒角;一个100外圆及其倒角;45外圆及其倒角;90外圆及其倒角;45外圆及其倒角;90两端面(分别距离20轴为24mm和34mm两端);100左端面和90右端面;49通孔。
2.以90右端面为加工表面。
这一组加工表面包括:
100右端面;90左端面;
45右端面;32退刀槽;4和6孔。
这两组加工表面之间有着一定的位置要求:
(1)100左端面与20轴形位公差0.03mm;
(2)90右端面与20轴形位公差0.03mm。
(3)6孔轴线与90右端面位置公差0.6mm,同时与20轴线垂直相交,并且
与90端洗平面(距离20轴线为24mm)垂直。
经过对以上加工表面的分析,我们可先选定粗基准,加工出精基准所在的加工表面,然后借助专用夹具对其他加工表面进行加工,保证它们的位置精度。
1.1.3零件的生产类型
依照设计题目可知:
该零件的生产纲领为4200件/年,查表可知生产类型是大批量生产。
1.2主要加工面及要求
1.以45外圆为中心的加工表面
这一组加工表面包括:
外圆,端面及倒角;外圆,过度倒圆,内孔及其左端角。
2.以外圆为中心的加工表面
这一组加工表面包括:
端面,外圆,端面,倒角;切槽32;内孔的右端倒角
3.以的孔为中心加工表面
这一组加工表面包括:
外圆,端面,外圆,端面,侧面;外圆;外圆,过度圆角
4孔和同轴的孔。
第2章毛坯的选择
2.1确定毛坯的类型、制造方法和尺寸及其公差
零件材料是HT200零件年产量是中批量,而且零件加工的轮廓尺寸不大,在考虑提高生产率保证加工精度后可采用铸造成型。
零件形状并不复杂,因此毛坯形状可以与零件的形状尽量接近,内孔不铸出。
毛坯尺寸通过确定加工余量后再决定。
2.2毛坯的技术要求
在考虑提高生产率保证加工精度后可采用铸造成型
2.3确定毛坯尺寸,设计毛坯图
231确定毛坯机械加工余量及毛坯尺寸公差
通过查相关资料得下表:
表2.1
项目
①100
①90
①45
外圆面
公差等级IT
11
13
7
13
加工基本尺寸
100
90
45
45
毛坏基本尺寸
108
98
55
55
2.3.2绘制毛坯图
||:
口1|>
+□
图2.1毛坯零件图
第3章基准的选择
基准的选择是工艺规程设计中的重要工作之一。
基准面的选择是否真确与合理关系到零件的加工质量,以及生产效率的高低。
如果选择不当,在加工过程中出现很多问题更可能造成零件的大批报废使生产无法进行。
3.1粗基准的选择
对于零件而言,尽可能选择不加工表面为粗基准。
而对于若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作为粗基准,所以对于本零件可以先以法兰盘右端45的外圆及90的右端面作为粗基准,利用三爪卡盘夹紧45外圆可同时削除五个自由度,再以90的右端面定位可削除自由度。
3.2精基准的选择
主要应考虑基准重合的问题,当设计基准与工序基准不重合时,应该进行尺寸换算这选择的设计基准与工序基准重合
第4章制订工艺路线
4.1确定各加工面的加工方法
根据各加工面的加工精度与表面粗糙度的要求,选定如下加工方法
此处已删除
第5章工序设计
5.1选择加工设备及工艺装备
工序1.2.是粗车,各工序不多,精度要求不高,零件尺寸不大选用C620-1型卧式车床即可。
工序3.8.9为钻孔,工序不多,而且精度要求不高,可选用Z3025钻床.
工序5选用C620-1型卧式车床。
工序4为半精车,选用C620-1型卧式车床。
工序6为粗铣,精铣,选用X5032立式铣床。
工序7为精车,金刚石车精度要求高,故选用CM612型卧式车床。
工序10.11.12为磨削,选用BC614平面磨床。
5.2选择夹具
在钻孔钻4孑L,铰6孔,钻49孔时需要专业夹具,其他都用通用夹具。
5.3选用刀具
1在车床上的工序,一般都选用硬质合金车刀,所以加工零件时,粗加工用YG6,半精加工用YG3,精加工用YG6X
2钻孔使用直柄麻花钻。
(GB/T6135.3-1996)。
扩孔采用锥柄扩孔钻。
(GB/T1141-1984)。
③金刚石车采用金刚石车刀
第6章确定机械加工余量、工序尺寸及公差
车100外圆表面的各数值
查文献【3】表2.2〜2.5,取外圆表面长度余量均为2z6mm(均为双边加工)车削加工余量为:
粗车:
22.5mm
半精车:
20.3mm
精车:
20.2mm
车100、90、45端面和90、45外圆表面加工余量:
粗车:
22mm
半精车:
20.3mm
精车:
20.2mm
钻孔(20)
查文献【3】表2.2〜2.5,先钻出来直径是18mm,工序尺寸加工余量:
钻孔18mm
扩孔0.9mm
粗铰孔0.07mm
精铰0.03mm
钻孔(9)
一次性加工完成,加工余量为2z9mm
铣削加工余量:
粗铣:
9mm(离20中心轴为34mm)
精铣:
2mm
粗铣:
18mm(离20中心轴为24mm)
精铣:
3mm
第7章确立切削用量及基本工时
7.1工序叫切削用量及基本时间的确定
(一)粗铣两侧面
7.1.1刀具选择
根据文献【3】表3.1及铣刀样本手册,选锯片铣刀,外径160mm,内径
32mmB3mm,Z28mm。
7.1.2铣削用量
apB3mm,右边走刀6次,左边走刀3次。
7.1.3选X61W卧式铣床,使用专用夹具
由文献【4】表3.5当机床功率为5~10KW,采用YG6硬质合金材料加工铸铁
f0.14~0.24mm/r,取f0.14mm/r。
7.1.4选择铣刀磨钝标准及耐用度
根据文献【4】表3.7,铣刀齿后刀面最大磨损限度为1.5mm,由文献【4】表3.8,
铣刀直径d0160mm,则硬质合金盘铣刀T150min.
7.1.5确定铣削速度V
由文献【4】表3,13,当取Vc130m/min时n258.6r/min。
根据X61W机
床说明书(见文献【4】表3.23)取主轴转速n255r/min.则实际切削速度为
V128m/min当n255r/min时,工作台为每分钟进给量是进给
速度
Vfmfzn0.1428255999.6mm/min.
(7-1)
由X61W机床说明书(见文献【4】表3.23)取V
980mm/min。
7.1.6计算基本工时
L1[ap(Dap)]
(1
~2)
[3
(160
3)]
2
23.7mm(7-2)
L22~55mm
T(距离24mm面)(L
L1
L2)
i/fm
(72
23.7
5)
6/980
0.6165(min)
T(距离34mm面)(L
L1
L2)
i/fm
(54
23.7
5)
3/980
0.2532(min)
L(距离24mm面)72mm,L(距离34mm面)54mm
(二)精铣两侧面
7.1.7工序要求
左边端面表面粗糙度Ra
3.2,选X63卧式铣床,使用专用夹具.选择刀具:
由文
献【3】表5.45及铣刀杆手册,选两把高钢镶齿三面刃铣刀,铣刀外径
d0160mm,d40mm,L20mm,Z22mm(由文献【4】表4.1,4.2)
7.1.8确定铣削深度
由于左边余量为2mm,右边余量为3mm,所以左边二次走刀完成,右边三次走刀
完成,则ap1mm。
7.1.8确定每次进给量fz
由文献【4】表3.3在X63铣床功率为10Kw(文献【4】表3.25),工艺系统刚性为低,用高速钢成形盘铣刀加工时,选每齿进给量fz0.08mm/r。
7.1.9选铣刀磨钝标准及刀具耐用度
根据文献【4】表3.7铣刀后刀面最大磨损量为0.2mm,由文献【4】表3.8铣刀
直径d0160mm,则T150min。
7.1.10确定铣削速度V
由文献【4】表3.11,取Vc30m/min,Kmv0.9,Ksv1.0,Kzv0.8
Vc300.91.00.821.6m/min(7-3)
贝U:
nc43r/min查X63机床说明书(见文献【3】4.2-39)选取主轴转速
n47.5r/min.表则实际切削速度为V23.87m/min,当n47.5r/min时,
工作台每分进给量
fmvffzzn0.082247.583.6mm/min(7-4)
由X63机床说明书(文献【3】表4.2-40)选取铣床工作台进给量
Vffm75mm/min。
7.1.11计算基本工时
L(距离24mm面)76.13mm,L(距离34mm面)58.96mm
05
L1(1601)214.6
L22〜55
则
T(距离24mm面)(LL1L2)i/fm(76.1314.65)3/980
(7-5)
0.293(min)
0.16(min)
T(距离34mm面)(LL1L2)i/fm(58.9614.65)3/980
第8章夹具体总体设计
夹具是一种装夹工件的工艺装备,它广泛地应用于机械制造过程的切削加工、热处理、装配、焊接和检测等工艺过程中。
应用机床夹具,有利于保证工件的加工精度、稳定产品质量;有利于提高劳动生产率和降低成本;有利于改善工人劳动条件,保证安全
生产;有利于扩大机床工艺范围,实现“一机多用”。
本夹具为加工90的两测面。
8.1定位基准的选择
/Z
1\
h
r
A
r
*
1
丿
1
图8.1定位方案一
/
Z\
h
r
4
r
C4>
1
J
I-X~
图8.2定位方案二
两种方案比较,根据夹具设计的难易程度,选第一种方案
8.2夹具定位误差分析
1.定位误差只发生在按调整法加工一批工件时,如果逐个失窃试切加工,则不存在定位误差;
2.定位误差是工件定位时由于定位不准产生的加工误差;
3.定位误差是由基准位置误差和基准不重合误差组成的,当定位基准无位置变动时
基准位置误差为0,当定位基准与工序基准重合时基准不重合误差为0。
工件与定位销间隙配合,定位元件垂直放置。
工件内孔与定位销间隙配合,现在对加工尺寸进行误差分析
对工序尺寸为240mm,取定位销尺寸最小,工件内孔尺寸最大,销的尺寸
0045
d1200.021mm,内孔尺寸D120^mm,min0。
如图8.2误差为
0.066mm1/3TL10.07mm
025021
对工序尺寸为340.mm,与240.mm完全相同,取定位销尺寸最小,工件内孔尺
寸最大
00.45
min
销的尺寸dfO0.021mm,内孔尺寸D“200mm,
如图8.2误差为
不重0
(8-6)
0.0450.0210
0.066mm1/3TL20.08mm
图8.2法兰盘俯视图
8.3夹紧力计算
刀具:
镶齿三面刃铣刀,d80mm
根据文献【3】P116可得:
XPCypcZPC
(8-7)
(8-8)
(8-9)
铣削扭矩Md/2Cpc4fvckyc
切向力fCYcapXPCfypckpc
切削功率巳2mn?
103
式中Cp558.6ap5xp1yp0.8z0
dn80kp0.9f0.13n1450
所以当铣距中心轴线24mm和34mm面时有:
®l
课程设计
M
40558.5510.130.8v0c0.910319.65(N?
m)
(8-10)
F
558.5510.130'8、
v0c0.9491.35(N)
(8-11)
Pm
219.651450
103178.97(Kw)
(8-12)
因为是对铣加工,故M
19.65239.3(N?
m)
(8-13)
F
491.352982.7(N)
(8-14)
Pm
178.972357.9(Kw)
(8-15)
如上所述,本设计采用螺旋加紧机构,即由螺杆,螺母,垫圈,压板等元件组成的加紧机构。
8.4铣屑参数的设定
841精铣端面切削用量
由于左边余量为2mm,右边余量为3mm,所以左边二次走刀完成,右边三次走刀
完成,则ap
1mm。
8.4.2确定进给量fz
此处已删除
8.5夹具的总体设计
图8.6夹具左视图
第9章夹具结构设计
9.1底座
底座使用HT200的铸造成型,进行时效处理,消除内应力,具有良好的抗压强度,刚度和抗震性。
在中间有U型槽。
U
图9.1底座
9.2夹具体设计
夹具体由45钢的钢板和材料焊接而成,退火处理,保证尺寸的稳定性。
保证夹具的精度。
图9.2夹具体
9.3支撑架
底座采用支撑架支撑,并且可以固定底座
9.4夹紧机构
根据生产率的要求,运用手动夹紧可以满足。
加工零件采用螺旋压紧机构,通过
M12的螺母使弯头压板来压紧。
有效提高了工作的效率。
压杆夹紧力主要作用是防止工件在铣销作用下产生的倾覆和震动。
9.5夹具的设计及操作的简要说明
如前所述,在设计夹具时,应该注重提高劳动生产率。
为此,应首先着眼与机动夹紧而不是手动夹紧。
因为这是提高生产率的重要途径。
但由于本夹具是应用于组合机床上,两铣刀同时工作的对铣加工,夹具尺寸不能太大。
如果采用机动夹紧,夹具势必过于庞大和复杂,本夹具为了提高生产率和降低生产成本,考虑简单、经济、实用,减轻人工劳动强度,采用螺旋夹紧机构,操作非常简单,先拧松夹紧螺母,稍旋转弯头压板,将工件放到夹具支撑板上,由定位销定位,再将压板旋转复位,拧紧螺母达到夹紧要求即进行铣削加工。
本工序采用的是专用的组合机床,高速钢镶齿三面刃铣刀来铣测端面,因而不需要很大的夹紧力,而且可以采用长坂扳手,只需拧松两个夹紧螺母即可。
因而工人的劳动强度不大。
9.6结构特点
(1)结构简单,操作方便;
(2)作比较简单,使用方便,制造比较容易,价格便宜;
(3)保证工件的加工精度、稳定产品质量;
(4)能提高劳动生产率和降低成本;
(5)改善工人劳动条件,安全生产
设计心得
CAD
通过设计,培养了我独立思考问题和解决问题的能力。
树立了正确的设计思想,掌握了零件产品设计的基本方法和步骤。
通过设计,使我能熟悉地查找和应用有关参考资料、计算图表、手册、图册和规范,熟悉有关国家标准,以完成一个工程技术人员在机械设计方面所必须具备的基础技能训练。
同时,我还学会了许多Word的操作知识,的操作能力也得到了很大的提高。
在这次设计也使我们的同学关系更进一步了,同学
之间互相帮助,有什么不懂的大家在一起商量,听听不同的看法,让我们更好地理解知识,所以在这里非常感谢帮助我的同学。
同时,也要感谢张老师对我的关心和帮助。
设计是在张老师的亲切关怀和悉心指导下顺利完成的。
他严谨的科学态度,严谨的治学精神,精益求精的工作作风,深深地感染和激励着我。
在学业上张老师给予我巨大前进动力。
在此再向帮助过我的老师和同学致以诚挚的谢意和崇高的敬意。
参考文献
[1]段明扬•现代制造工艺设计方法[M].广西师范大学出版社,2007.
[2]段明扬.现代机械制造工艺设计实训教程[M].广西师范大学出版社,2007.
[3]李益民.机械制造工艺设计简明手册[M].机械工业出版社,1999.
[4]艾兴.切削用量简明手册[M].机械工业出版社,2000.
⑸王光斗.机床夹具设计手册[M].上海科学技术出版社,2000.
⑹李洪.机械加工工艺手册[M].北京出版社,1996.
[7]肖继德,陈宁平.机床夹具设计[M].机械工业出版社,2004
[8]华楚生.机械制造技术基础[M].重庆大学出版社,2000.
[9]孟少龙.机械加工工艺手册[M].机械工业出版社,1991.


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械制造 工艺学 课程设计 法兰盘 831004 机械 加工 工艺 及其 90 两侧 工序 夹具 设计 全套 图纸
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
幼儿园优质课必备大班教案合集9篇.docx
-
医生自查自纠多篇.docx
-
医学影像学知识点归纳.docx
-
怎样写党性分析材料0.docx
-
雨丝17年.docx
-
医院市级文明单位复查汇报材料.docx
-
仪表工试题集500题附答案.docx
-
育才教育一年级看图写话训练汇编.docx
-
长江证券价格的产业链传导与非制造业PMI分要点.docx
-
艺术设计实习报告.docx
-
音乐教师工作总结11.docx
-
员工宿舍评比方案.docx
-
浙江省杭州市学军中学届高三第二次月考化学试题扫描版无答案.docx
-
银行考试金融知识.docx
-
隐蔽工程旁站记录表.docx
-
粤教版小学五年级下册科学教案2.docx
-
浙教版二年级数学下册暑假天天练134.docx
-
英语考试之后精品文案范文.docx
-
再买一根阿尔卑斯双享棒作文.docx
链接地址:https://www.bdocx.com/doc/28137674.html
