 油墨性能检测.docx
油墨性能检测.docx
- 文档编号:28106865
- 上传时间:2023-07-08
- 格式:DOCX
- 页数:26
- 大小:29.52KB
油墨性能检测.docx
《油墨性能检测.docx》由会员分享,可在线阅读,更多相关《油墨性能检测.docx(26页珍藏版)》请在冰豆网上搜索。
油墨性能检测
实验一油墨细度的检测
1.实验原理
油墨的细度表示油墨中颜料(包括填充料)颗粒的大小与颜料颗粒分布在连接料中的均匀度。
将油墨稀释后,用刮板细度计人眼测定颗粒研细程度及分散状况称为油墨细度,以μm表示。
(表示油墨颜料颗粒的最大直径的分布范围)
2.实验器材
(1)0~50微米刮板细度仪一套(每一刻度为2.5μm);
(2)0.lml吸墨管一支;
(3)注射器(每刻度0.1m1)或滴定管一支;
(4)调墨刀;
(5)放大镜(5~10倍);
(6)6号调墨油(粘度140~160厘泊/25oC);
(7)玻璃板一块;
3.实验步骤
(1)取墨:
用吸墨管吸取或调墨刀取一定量的受试油墨(例如0.5m1)于玻璃板上。
(2)加调墨油调节油墨流动度:
根据流动度的大小用注射器加入6号调墨油进行稀释。
稀释范围:
流动度在24mm以下加18滴(或以每滴0.02ml计算,加上0.36m1)。
流动度在25~35mm加14滴(或加0.28m1);
流动度在36~45mm加10滴(或加0.20m1),流动度在46mm以上不加油。
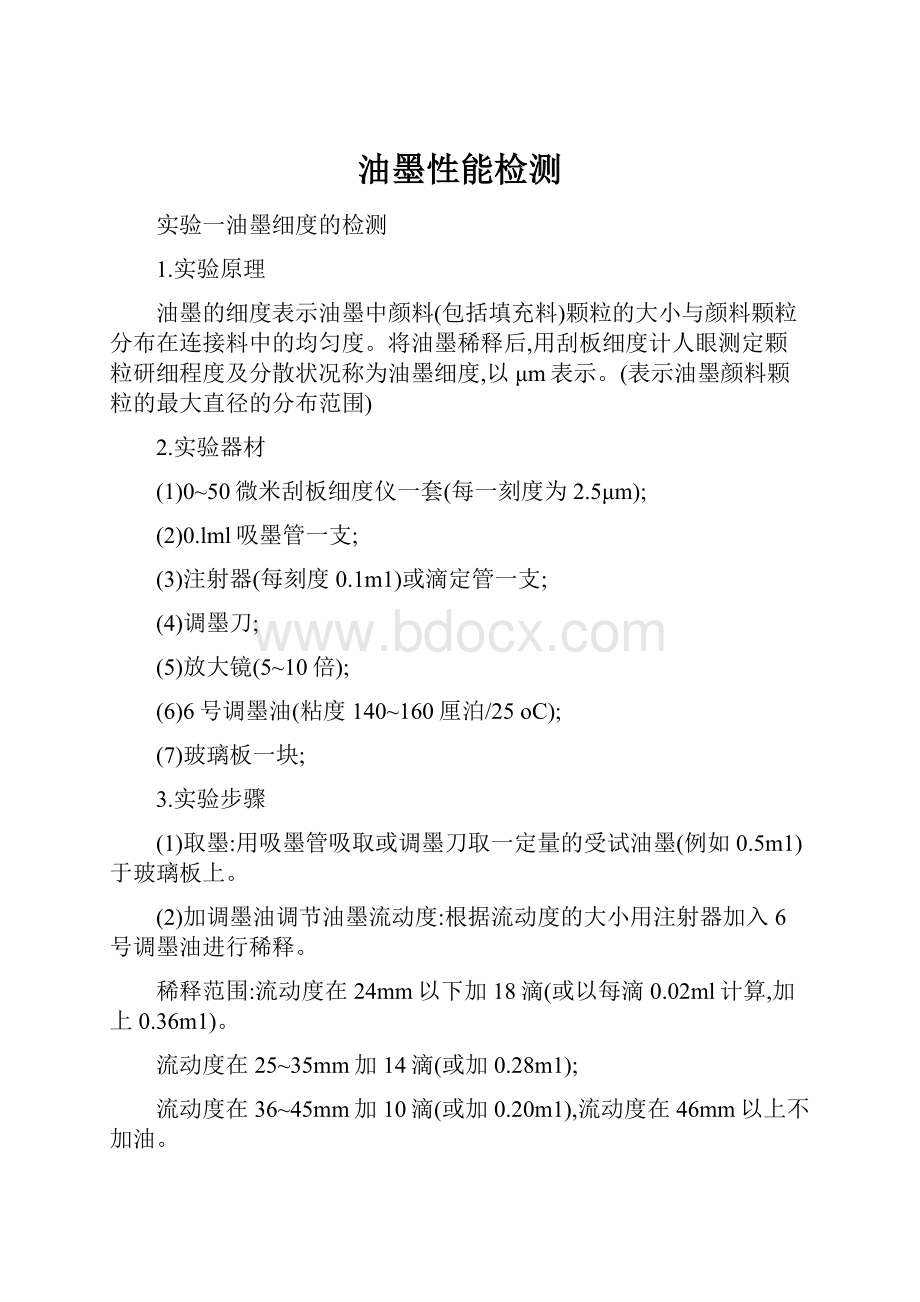
1.带有微米刻度的凹槽
2.刮刀与刮板垂直90℃操作
3.刮刀
图1刮板细度仪操作示意图
(3)刮墨:
用调墨刀把油墨油与试样油墨充分调合均匀,挑取已稀释均匀的油墨,置于刮板细度仪凹槽深度约50μm处,将刮刀垂直横置于细度仪凹槽处的油墨之上,刮刀保持垂直(如图1所示),双手均匀用力自上而下徐徐刮至零点处停止,使油墨充满刮板细度仪凹槽。
(4)细度观测:
刮好后即将细度仪表面以30o角斜对光源。
用5~10倍放大镜检视颗粒密集点数值(在一个刻度范围内超过15个颗粒的算深刻度数值,不超过15个颗粒的算浅刻度数值)。
4.注意事项
(1)油墨稀释时,必须调匀,不能用力研磨。
防止掉入灰尘。
(2)双手横执刮刀时,用力不宜过猛,勿使一边偏重,细度板槽外两边油墨必须刮净。
(3)油墨细度检验需重复2-3次,取平均值,如果相差一刻度应重新测试。
(4)吸墨管、调墨刀、细度仪用后必须用软布或棉纱擦净,并涂油脂防止锈蚀。
细度检测实验报告
实验二油墨粘着性(tack)的检测
1.实验原理
油墨粘着性(tack)是油墨涂层在分离时所产生的抵抗的力。
粘性仪在旋转的情况下测试阻止油墨薄层分离或被扯开的阻力力矩,用力臂的大小表示,仪器只给出这个力的相对大小,故没有量纲,单位为1,以数字表示之。
2.实验器材
(1)油墨粘性仪YQM-1型一台;
(2)金属注墨器一个;
(3)调墨刀一把;
(4)秒表一块。
3.实验仪器YQM-1型油墨粘着性测试仪简介
(1)仪器结构如图2。
1.水平调整螺丝
2.弹簧
3.恒温调节水管
4.分离力传递拉杆
5.游标
6.称量平衡准星
7.标尺
8.油墨分离力传递胶辊
9.金属辊10.匀墨胶辊11.电动机12.齿轮组箱箱
13.变速柄14.曲柄15.油墨粘着力测试挂钩16.水平仪17.注墨器18.平衡横梁19.底座
图2油墨粘性测试仪
(2)仪器测试原理如图2所示。
这个仪器主要由两个辊筒组成如图2中的8,9,12。
1是金属辊,中空,可通入循环水保温。
9辊的轴与动力连接。
2是合成橡胶辊,以自身重量自然压在9辊上。
两个辊筒都是装在框架5上的,框架连同辊筒都以3为轴而可以摆动,框架下端的6是平衡锤。
7是杠杆,可以加重来平衡整个系统的摆动。
图3中(甲)是仪器静止的状态,(乙)是在辊筒没有油墨时的转动一个角度,(丙)是在杠杆7上加一较小的重力G使整个摆动系统重新平衡的情形,(丁)是当辊筒上涂上油墨后,由于油墨粘性而使整个摆动系统产生一个转距的情形,(戊)
是杠杆7再加重力W使整个摆动系统再一次平衡的情形。
实际上W是以平衡跎的力臂长短来表示的,平衡后力臂越长表示油墨的粘着性(tack值)越大,力臂越短,油墨的粘着性越小。
1.金属辊
2.油墨分离力胶辊
3.动力轴
4.轴
5.框架
6.平衡锤
7.杠杆
图3油墨粘着性测定原理图
4.实验步骤
(1)机座调水平:
将仪器置于稳固的实验台上,调节水平调整螺丝①使水平仪16处于水平位置。
(2)调温:
开启恒温浴开关,使红绿灯同时发亮,红灯亮时表示电热工作;升温至32℃(温度调节是用恒温水浴器盖上的温控接触开关进行的),并保持在32℃。
(3)恒温:
将变速杆置于低速位置上,抬起手把⑥把合成胶辊⑧搁于金属辊⑨上,亦将有8磅压力的墨辊压于金属辊⑨上,开启马达开关,旋转15分钟,使测试系统恒温。
(4)调节标尺的平衡:
在停机状态下,把游标上的刻度调到“0”。
检查标尺是否与辊子平行。
如果不平行,就用杠杆4上的螺栓上下转动使之处于平行状态。
(5)调节第一平衡:
将游标⑤置于标尺上“0”的位置,开动机器,把制动器15合上并观察标尺⑦是否平衡,如果不平衡,则可调节左边后面连于金属辊⑨上的平衡螺旋,使标尺处于平衡状态,为第一平衡(即为仪器平衡),停机时先关制动器,再关闭开关。
(6)上墨及测定:
在吸墨器17内灌满调匀的油墨,然后将墨坷匀涂在合成胶辊⑧上,先用手旋转马达轴,使辊子旋转而墨匀涂于辊子上,然后再打开开关使辊子旋转1分钟,把制动器合上再开始测定数据,在一分钟内测定并读出游标所指示的数值。
此值即为此墨之粘着性。
(7)如果测试取中速或高速,可以改变变速杆13的位置。
但必须在关闭机器的状态下方可变速。
5.注意事项
(1)将齿转组箱内转动到轻松易动位置后,方可开动电钮,马达开动后,不可移动变速棒,以免损坏齿轮。
(2)油墨必须用注墨器轻轻均匀涂于胶辊上。
(3)测试完毕后迅速将仪器各部位擦试干净。
(4)匀墨辊的两端应经常加油润滑。
(5)条件:
在恒温恒湿条件下进行(室温t=23±2℃,RH=50%~60%)。
实验三油墨粘性增值的测定
1.实验原理
油墨粘性增值,是为了考察油墨在高速辊的剪切作用下粘着性(tack值)变化的大小,是观察在印刷时油墨的稳定性。
测定油墨粘性增值是利用测粘性的时间不同,观察油墨粘着性(tack)值的变化情况。
2.实验器材
与检测油墨粘性相同。
3.实验步骤
按照油墨粘性检测的方法,当第一分钟粘性值测定后仪器继续运转,再记录第15分钟时的粘性值。
4.计算方法
15分钟粘性数值,减去1分钟时的粘性数值,即为粘性增值数。
实验四油墨飞墨的检测
1.实验原理
油墨飞墨是观察油墨在印刷时,油墨脱离墨辊的离散情况,实验测定油墨飞墨是利用粘着性仪运转时,油墨层分裂,墨滴飞离墨辊进入空气中时,观察油墨粘性仪横梁上白纸的粘墨情况。
2.实验器材
与检测油墨粘性方法相同。
3.实验步骤
(1)定性:
按油墨粘性检测方法进行测定,当油墨粘性仪开启一分钟后,在横梁上放一张白纸,继续转动1分钟后取下白纸,观察白纸上是否有墨,根据白纸上粘附的油墨多少来判断飞墨程度。
(2)定量:
可以用天平称量,即先把白纸的重量q称一下,再把再把飞墨后的白纸的重量Q称一下,Q-q=W即为飞墨的量。
4.实验记录
实验四油墨飞墨的检测
1.实验原理
油墨飞墨是观察油墨在印刷时,油墨脱离墨辊的离散情况,实验测定油墨飞墨是利用粘着性仪运转时,油墨层分裂,墨滴飞离墨辊进入空气中时,观察油墨粘性仪横梁上白纸的粘墨情况。
2.实验器材
与检测油墨粘性方法相同。
3.实验步骤
(1)定性:
按油墨粘性检测方法进行测定,当油墨粘性仪开启一分钟后,在横梁上放一张白纸,继续转动1分钟后取下白纸,观察白纸上是否有墨,根据白纸上粘附的油墨多少来判断飞墨程度。
(2)定量:
可以用天平称量,即先把白纸的重量q称一下,再把再把飞墨后的白纸的重量Q称一下,Q-q=W即为飞墨的量。
4.实验记录
实验五油墨粘度的检测方法一
一、QNP型平板粘度仪
1.实验原理
测量油墨在一定剪切力τ作用下,所产生的速度梯度,通过记录不同时刻油墨的铺展直径,再经过换算,可以绘制油墨特性曲线和流变曲线,从而得到油墨的塑性粘度,屈服值,丝头长短和软硬程度。
2.实验器材
(1)QNP型平行板粘度仪(结构如图4);
1.透明上板
2.上板支柱
3.下平板(金属)
4.支柱的卡棒
5.卡棒支承架
6.弹簧
7.活塞
8.活塞中部凹槽
9.活塞筒10.受试油墨
图4平行板粘度仪主结构图
(2)调墨刀;
(3)秒表。
3.实验步骤
(1)清洗:
用软布和溶剂清洗仪器的装墨孔和上下平行板,使其干燥。
(2)调整仪器水平:
利用水平仪调节支脚螺丝达到水平。
(3)装墨:
移开上平板,拉下活塞7将墨装入墨孔内,墨面与下平行板表面平,注意不要产生气泡和空隙。
(4)测试:
将上平行板支杆支好,将上平行板放在支杆上,将活塞7向上推,使活塞顶面与下平板板面平,油墨被推至下平板中心,此时卡棒4靠近活塞的一端由于弹簧6的作用而陷入活塞中部凹槽8内,同时卡棒的另一端向活板方向移动一段距离而使左、右两根支柱同时下落,上板即随之水平下落,于是油墨受压向四周扩展,在上平行板下落的同时启动秒表。
(5)读数:
读取5s,10s,20s,30s...100s,120s等时间油墨受上平行板压力向四周扩展的直径(精确至1.0mm)
--------------------------------------------------------------------------------
4.计算方法
(1)粘度:
粘度的计算是根据剪切应力τ和剪切速率D求得的,然后根据公式计算出粘度值。
式中:
τ=ηDη
τ—剪切应力(达因/厘米2)R—时间t时的铺展半径
D—剪切速率(秒-1)g—重力加速度(980cm/S2)
W—ll5克是上板的重量v—油墨的体积(0.5cm3)
t—为测定的时间(秒)π—圆周率(3.14)
(2)屈服值:
在平行板之间的油墨所受到的剪切应力是逐渐减小的,(因上板压力固定不变,而受压油墨的面积的直径却越来越大,那么单位面积上受到的剪切力就越来越小,)当剪切应力减小到与油墨的屈服值相等时,油墨的铺展直径就达到了最大,则油墨的屈服值和平板粘度仪测得的油墨最大直径Rm之间存在着函数关系。
根据流变理论,得到平板粘度仪所测定的油墨屈服值有几种不同的计算方法,其中有一公式为:
式中:
S0—屈服值
Rm—油墨铺展的最大半径(cm)(一般以30min时油墨的铺展半径代入)
w—粘度计上板的重量115克
π—圆周率(3.14)
g—重力加速度(980cm/S2)
v—油墨的体积(0.5cm3)
实验报告
油墨品种*如果利用公式直接求出屈服值,需要测出最大铺展直径D(30分钟时的直径)。
实验要在恒温恒湿条件下,t=25℃±1℃,RH=65%±5%
*屈服值还可以通过将τ-D流变曲线上直线部分外延与τ轴相交的交点求出。
单位为dyn/cm2。
5.思考题
在试验中,随着时间延长,油墨所受到的剪切应力越来越小,为什么?
实验六油墨粘度检测方法二
利用“NXS—1型旋转粘度计”进行测量
1.实验原理
本仪器采用的是一个同步电机④作驱动,采用同心圆筒上旋式结构对二筒间隙中的油墨产生剪切,油墨产生的扭矩使,外筒①固定,内筒③旋转,被测物料②充满在二个圆筒的间隙之间。
当内筒③以不同的角速度ω旋转时,弹簧⑥作一定角度的偏转,此偏转角度就由锥形刻度盘⑧读出。
将角速度ω换算为D,将旋转转矩M换算成剪切应力τ,可以求出相应的粘读大小刻度盘上指示格数的多少与粘度成正比。
1.外筒
2.物料
3.内筒
4.同步电机
5.框架
6.测量弹簧
7.指针
8.刻度盘
9.吊丝
图5旋转粘度计测量原理示意图
2.实验器材
(1)NX-11型旋转粘度计;
3.仪器简介
(1)结构—测量头,恒温水浴,测量系统、显示系统等组成。
(2)有5个测量系统—A、B、C、D、E系统;
4.安装仪器及测量前准备
(1)选择好适当的测量系统和物料,把测量筒放入保温筒内。
(2)调节底座水平度:
将所附的水准泡取出放在外筒上,调节底座的三个螺丝,使水准泡对中即可。
(3)安装转子:
将转子柄有凹槽的一方对准测量头连轴套上带螺钉的一方,轻轻将转子柄垂直塞进连轴套,塞到底后再用小起子旋转螺钉。
操作时最好在配合处涂一层薄油膜,便装卸。
(4)安装测量系统:
测量系统共五套,如表l所示。
表1
(5)调零:
松开有机玻璃罩上的三个螺钉,并慢慢地转动刻度盘上“0”位对齐,并上紧三个螺钉。
测量可以按物料的估量粘度值,选用适当的测量系统和量取适当的物料。
双手拿住装好转子的测量头,把测量头的起始刻度线面对操作者,垂直将转子徐徐放人外筒。
定位后,将套在外筒上的螺套旋紧固定。
(6)物料恒温精度及物料的用量同测量精度的关系:
物料粘度不同,恒温时间不同,粘度越高,所需时间就越长。
为使测量系统和物料温度均匀,一般必须恒温1小时以上。
物料必须装至全部浸没转子的工作高度。
(7)测试:
开启电源,指示灯亮。
转速开关要预先置于“0”,待仪器预热半小时后再测量。
仪器预热同物料顶热同时进行,读数在选定转速后半小时到1分钟内即读。
5.实验方法及数据处理
(1)一般常数的计算公式可按下式计算:
式中:
η—粘度(泊)
τ—剪切应力(达因/厘米2)
D—剪切速度(秒-1)
M—总扭矩(达因·厘米)
Rc—外筒半径(厘米)
Rb—内筒的半径(厘米)
h—内筒工作高度(厘米)
Ω—内筒的角速度()
(2)测量牛顿流体的绝对粘度
<1>测量方法
①改变转速:
把转速由“0”缓慢增加,仪器读数即发生改变,为提高测量表度,我们通常在20-95格的范围内进行读数,同时记下转速开关的位置。
②选择测量系统:
刻度摆动在±1格以内为正常现象,读数取平均值。
如果刻度有更大幅度的摆动,通常是由剪切速率太高引起的,必须更换测量系统,选取小尺寸的转子,重新测量,如摆动仍然很大,应当怀疑物料本身,可换用粘度相近的标准液试验。
③转速置于最高档“15”,读数仍不足50格,或者转速置于最低档“1”,读数已超过100格,都属测量系统选择不当所致,必须更换测量系统重新测量。
④读数:
在测量过程中,当转子不停地旋转时,某些物料属于触变体,时间增长读数越来越小,为了避免这个现象,通常在转速选定后半分钟至1分钟立即读数。
或自行选定读数时间。
⑤测量结果和物料:
物料必须装至转子工作高度全部被浸没,转子上面的凹槽有少量物料为最佳。
当物料太多时,必须用针头套上塑料管伸近凹槽将过多的物料吸走,以保持物料高度恒定。
这与测量的精度有很大关系。
表2本仪器主要参数的计算结果
<2>计算方法
根据“仪器常数计算表”(表3)计算被测定粘度值。
η=Kα
式中:
K为单位刻度的粘度值,通常称“仪器常数”,单位:
厘泊/格
α为读数刻度
(3)非牛顿流体的测量和计算:
<1>流体剪切应力τ与剪切速率D的关系称为流变特性。
牛顿流体的流变性是一条通过原点的直线,非牛顿流体则是曲线或不通过原点。
粘度值只能反应牛顿流体的性能,流变特性曲线则可反映非牛顿流体的性能。
<2>测量流变特性的把转速由“0”逐渐增大,记下相应的刻度数。
为了提高测量精度,一般低于20格的数据不应记入。
读数时间仍以选定转速后半分钟至1分钟为宜。
<3>根据计算表3,查出或计算相应的Z、D值。
表中Z值为每格的值,通常称“转筒常数”。
用它可以计算出各测量的τ值:
τ=Z·α;
例:
测量系统:
c;
Z=44.81(达因/厘米2);
读数刻度α:
2235466084
转速:
678910
此时,τ(达因/厘米2)=Z·α
τ:
98.51568206126893768
D(1/秒):
12.2517.0322.4129.13
根据最后两组数据可绘出刻物料流变特性曲线。
<4>表观粘度
流变特性曲线上,特定点的粘度值称为该点的表观粘度。
利用公式η=τ/D,按上述方法求出某一点的剪切力和剪切速度,即可求出该点的表观粘度。
(5)判别曲线的流型:
可以用坐标纸给出D--τ流变曲线,根据曲线特性判别。
转速分级
转速转/分
Ω秒-1
测量系统
(Z.R.h)
实验七油墨粘度检测方法三
利用“QND—4型福特杯粘度计测定”
1.实验原理
一定体积的液体在某温度下全部通过小孔流完所需要的时间,用秒表示,称为条件粘度。
2.实验器材
(1)QND—4型粘度计;
(2)秒表;
(3)温度表;
(4)烧杯;
3.仪器简介
QND-4型福特杯,结构如图6所示。
1.流出口
2.压紧螺母
3.杯体
4.支架
5.定位顶丝
6.支柱
7.水平仪8.调水平支9.底座10.固定脚
图6QND-型涂料粘度计
4.实验步骤
(1)清洗:
测试前应把粘度杯内,尤其是流出口的部分要擦洗干净。
(2)调水平:
调整支架水平螺钉,使粘度杯处于水平位置。
(3)测试:
测试时在粘度杯漏嘴下面放置容量为150ml的烧杯。
用手指堵住流出口后,将被测试样倒满粘度杯中。
将多余试样刮到粘度杯边缘之凹槽中(注意此时试样中不应有气泡),然后移开手指,让液体自由流出小孔同时开动秒表计时。
5.实验结果计算
(1)当试样流丝中断并呈现第一滴时,停止秒表。
此时秒表所指示的时间即为该试样的条件粘度值。
(2)同一试样的条件粘度值,应作三遍,求其算术平均值。
每次测定值之差不应大于平均值的3%。
6.注意事项
(1)粘度杯要经常校正。
校正的方法是在25℃±1℃的条件下,用蒸馏水重复以上操作步骤,所测定的值应为11.5±0.5秒。
若不在此范围内,粘度杯则应予以更换。
(2)粘度计使用完毕后,要擦试干净放置保存。
实验八油墨粘度检测方法四
利用“拉雷粘度计测定”
1.实验原理
拉雷粘度计用电子方法测量棒自上而下经过10厘米距离所需时间。
它是用一根很短的金属厚壁管中一根经过精磨过的,可以自由自在的在管中通过的金属圆棒,圆棒通过油墨槽,在10cm的距离内自由下落,下落时间和粘度成正比。
加不同重量的砝码,给以不同的切变速率,就可以绘出曲线图,求出粘度和屈服值。
2.实验器材
(1)拉雷粘度计;
(2)恒温水箱;
(3)砝码;
3.仪器简介
(1)拉雷粘度计:
又称为落棒粘度计,结构如图7所示。
1.底座
2.支架
3.止动板
4.金属厚壁管
5.圆棒
6.试样槽
7.上电子眼
8.下电子眼
图7拉雷粘度计结构示意图
(2)砝码:
配有不同重量的砝码,有50克、200克、300克、400克、500克等;
(3)恒温水箱:
如图8所示,按照调节的方法把温度调节到所需要的温度。
1.菜单选择
2.回车键
3.温度指示灯
4.温度显示器
5.调节数字键
6.参数消除按钮
7.选择模式显示器
8.温度范围调节器
9.开关
图8调节水温结构示意图
4.实验步骤:
1.设置温度:
首先要打开恒温器把温度设置好,使温度上升到设定的温度之后,就可以进行测试。
2.加墨:
在金属圆棒下方5厘米左右的范围内,适当均匀沿圆周涂一些墨,大约用1ml,把金属圆棒插入厚壁管内,左右转动把墨匀好,墨不要溢出,用下方的止动板托住圆棒。
3.测试:
测试时把止动板拔开,圆棒P就靠自身的重量下落,计时器开始计时,落到10cm处计时器就停止计时,通过计时器把下落的时间Δt测量出来。
然后再加上不同克重的砝码
M,进行重复试验过程进行测试,这样就可以得到一组(圆棒+砝码)和Δt的数值。
5.数据处理:
1.计算法:
把每组的重量(圆棒+砝码)和Δt代入剪切应力τ和剪切速率D的公式,计算出τ和D:
τ={(p+M)g}/(2pal);
D=L/{Δt(b-a)};
式中:
L—下落距离10(cm)l—厚壁管的长度(cm)
b—厚壁管的半径(cm)a—圆棒半径(cm)
p—圆棒的重量(g)M—加在圆棒上的重量(g)
g—重力加速度980(cm/s2)Δt—圆棒下落所需要的时间(s)
只要测定若干对圆棒+砝码)和Δt的数据,就可以按照公式求出τ和D,并可以作出油墨的流变曲线。
2.作图法:
利用拉雷粘度计的附图,如图9所示,横坐标表示切应力,纵坐标表示时间。
把测定的每一对加在棒上的重量和下落的时间,划在图上,至少要测试四对这样的数值。
如果测试的油墨是属于塑性流体,这些测定点的曲线是一条不过圆点而与切应力轴相交的直线,交点的切应力值就是被测油墨的屈服值。
此时通过原点做一条平行于此线的一条直线,直线的另一端的交点就是被测油墨的粘度值。
如果测定的油墨是牛顿流体,得到的是过原点的一条直线,说明油墨没有屈服值,而直线另一端的交点就是被测油墨的粘度值。
根据经验,一般油墨粘度大于400泊时,所加的重量在500-1500克较好,粘度小于200泊时,所加的重量在200-1000克较好。
实验九油墨乳化率的检测
1.实验原理
油和水在一定的条件下可以发生乳化,本实验采用机械搅拌方式进行油墨乳化实验,在容器中加入一定量的油墨与润版液,在规定的条件下搅拌一定的次数,称量最后受测油墨加吸水量的总重,算出吸水量。
最后根据油墨乳化率重量计算公式计算受测油墨的乳化率。
2.实验器材
⑴小调墨刀;
⑵天平;
⑶量筒、烧杯;
⑷MJ-RH100型油墨乳化仪。
仪器外观图如10所示。
图10油墨乳化仪外观图
3.实验步骤
⑴称量:
称出清洁、干燥的墨罐与放在其中的两个搅桨的皮重,并记录之。
随即在墨罐中央称入受测油墨50±0.1g并记录其总重。
⑵安装:
把墨罐放于旋转台上,两个搅桨连接在旋转轴上。
⑶加水:
在烧杯中注入100g润版液,量出50g加到墨罐中。
⑷搅拌:
在转数设定器上设定转速和乳化时间,启动油墨乳化仪。
随时检查在搅拌过程中的墨罐内容物。
如果全部水在油墨中消失,应再加一点水以保持在油墨表面有一层多余的水。
⑸停止搅拌:
当油墨乳化仪停下时,关闭电源开关,将搅拌头上扬至最高点,卸下两个搅桨并置于墨罐内。
⑹过滤游离水:
从旋转台上取下墨罐,同时握住搅桨将其放在墨罐边上,慢慢将墨罐
内游离水倾入贮有未用过水的烧杯内,用非常慢的速度搅动墨罐中的油墨,将新出现的游离水倾入烧杯内。
⑺称量总重:
称量墨罐和包括搅桨等内容物的总重并记录之。
⑻重新固定墨罐:
用两把小调墨刀将墨罐边上和粘在搅桨上部的油墨刮到墨罐中央。
将墨罐放回旋转台上固定好。
⑼重复操作:
重复2-8的操作以依次完成下一搅拌周期。
每一搅拌周期结束都要晃动烧杯以使回收水和未用过的水(或上一搅拌周期剩下的水)混合,以保持搅拌时油墨表面有一层多余水的原则,逐次在油墨中加水。
注:
要分10个搅拌周期做测定,每一搅拌周期的时间间隔为1分钟;即每经过1分钟的搅拌都要称量出油墨的吸水量,g。
但也可以根据需要不全部做10次。
最常用的方法是做1、2、3、4、5和10分钟的时间间隔测定,每一次测定都要称出油墨的吸水量。
4.实验结果计算
油墨乳化率(%)=吸水量/(墨量+吸水量)
5.注意事项
⑴仪器运转时绝对禁止用手触摸搅拌浆;


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 油墨 性能 检测
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
计算机应用基础总复习.docx
-
加氢催化剂与工艺工程实验基地.docx
-
嘉庚学院学生会总结大会策划书.docx
-
监理工程师《理论与法规》复习题集第791篇.docx
-
建党95周年学习中国共产党问责条例思想汇报.docx
-
建设工程质量检测管理办法修订讨论稿.docx
-
建筑机械制造生产项目可行性研究报告书.docx
-
锦程网客观题答案.docx
-
经典超短爱国演讲稿多篇.docx
-
经济法权威总结.docx
-
精编北师大版小学三年级语文下册期末测试题共6套.docx
-
精品人教版版高中语文 第二单元 诗的唐朝 第4课 李白诗三首学案 语文版必修2.docx
-
精品推荐城镇园林绿化建设工程项目可行性研究报告.docx
-
精品小学一年级下册写字教案211.docx
-
精选个人自查报告8篇.docx
-
活动经验总结16篇.docx
-
护理实习日记.docx
-
机电一体化第五章机电一体化元器件特性分析精.docx
-
护士述职锦集九篇.docx
