 水车标准化作业卡new.docx
水车标准化作业卡new.docx
- 文档编号:28095476
- 上传时间:2023-07-08
- 格式:DOCX
- 页数:14
- 大小:18.84KB
水车标准化作业卡new.docx
《水车标准化作业卡new.docx》由会员分享,可在线阅读,更多相关《水车标准化作业卡new.docx(14页珍藏版)》请在冰豆网上搜索。
水车标准化作业卡new
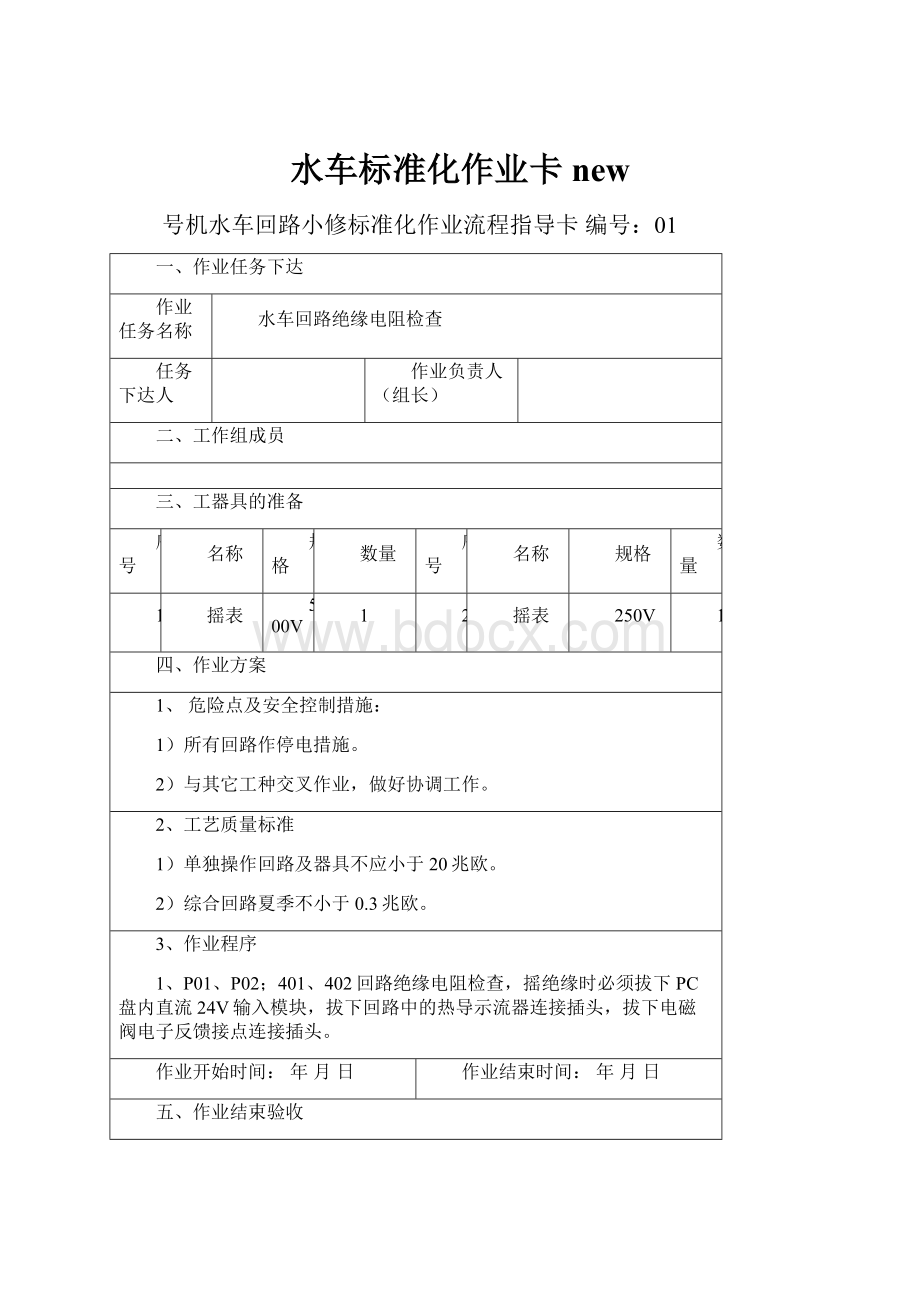
号机水车回路小修标准化作业流程指导卡编号:
01
一、作业任务下达
作业任务名称
水车回路绝缘电阻检查
任务下达人
作业负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
摇表
500V
1
2
摇表
250V
1
四、作业方案
1、危险点及安全控制措施:
1)所有回路作停电措施。
2)与其它工种交叉作业,做好协调工作。
2、工艺质量标准
1)单独操作回路及器具不应小于20兆欧。
2)综合回路夏季不小于0.3兆欧。
3、作业程序
1、P01、P02;401、402回路绝缘电阻检查,摇绝缘时必须拔下PC盘内直流24V输入模块,拔下回路中的热导示流器连接插头,拔下电磁阀电子反馈接点连接插头。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
02
一、作业任务下达
作业任务名称
plc盘屏、电调柜、各控制箱内接线及水车自动器具接线清扫检查
任务下达人
作业负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
信号笔
3
2
螺丝刀
3
3
抹布
4
刷子
3
四、作业方案
1、危险点及安全控制措施:
1)部分电缆可能带电,做好电缆无电确认工作,带电不准工作。
2)现场环境复杂,穿戴好劳动保护用品,防止人身伤害。
2、工艺质量标准
1)接线无松动、烧损,有一定压力。
2)标号齐全。
3、作业程序
1)首先了解各部端子排。
2)确认线头有无松动。
3)确认标号是否齐全。
4)元件外观检查无开焊、脱落、松动、过热痕迹,无灰尘、无裂纹。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
03
一、作业任务下达
作业任务名称
电磁启动器检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
试验箱
1
四、作业方案
1、危险点及安全控制措施:
1)电缆带电,做好电缆无电确认工作,带电不准工作。
2、工艺质量标准
1)三相调整距离一致,机构动作灵活,启动时无响声。
2)接点光滑无明显烧损痕。
3)主接点切断后与移动接点间的距离为8~10.5mm。
4)主接点对外壳及接点间绝缘电阻不得小于15ΜΩ。
3、作业程序
1)接点及操作机构检查。
2)切换开关不应松动,接点可靠。
线圈不应松动,以免磨损导线或绝缘。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
04
一、作业任务下达
作业任务名称
电磁液压阀检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
试验箱
1
四、作业方案
1、危险点及安全控制措施:
1)与其它工种交叉作业,做好协调工作。
2)管路未恢复正常,确认管路和恢复正常状态。
2、工艺质量标准
1)阀体无卡涩,线圈无过热现象,阀体行程到位。
2)接点光滑无明显烧损痕。
3、作业程序
1)了解设备运行情况。
2)电磁阀外部检查。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
05
一、作业任务下达
作业任务名称
继电器检查(示流、压力、浮子及PLC盘继电器)
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
试验箱
1
四、作业方案
1、危险点及安全控制措施:
1)与其它工种交叉作业,做好协调工作。
2)现场环境复杂,穿戴好劳动保护用品,防止人身伤害。
2、工艺质量标准
1)确认各部位置正常,动作灵活。
2)接点端正,无烧损,有一定压力。
3、作业程序
1)了解设备运行情况。
2)继电器外部及接点检查。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导编号:
06
一、作业任务下达
作业任务名称
电气转速继电器检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
试验仪
四、作业方案
1、危险点及安全控制措施:
1)电缆带电,做好电缆无电确认工作,带电不准工作。
2、工艺质量标准
1)极对数、频率参数设定显示正确,各转速动作值正确。
3、作业程序1)上电检查。
2)参数检查。
3)设定值检查:
a)低频正弦波信号发生器输出线连接到转速测控器PT/永磁机输入端。
b)低频正弦波信号发生器输出频率(0~70Hz,1V~140V),记录0%,20%,36%,80%,90%,115%,140%的LED显示值和模拟量输出值,核对开关量R1-R8动作值,试验记录。
c)转速调整到100%,1秒钟内突加40%以上,140%接点不误动;将转速再调整到100%,显示恢复正常。
1秒钟内断开低频正弦波信号发生器输出,0%接点不误动。
反复断开接通转速测控器PT/永磁机输入端,显示和输出不波动。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
07
一、作业任务下达
作业任务名称
UPS不间断电源检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
四、作业方案
1、危险点及安全控制措施:
1)放电时防止触电。
2、工艺质量标准
1)指示灯显示正确。
3、作业程序
1)了解UPS特性。
2)加电状态下,工作指示灯及状态灯指示正确。
3)UPS交流输出稳定,不随输入电压变化而出现大的波动。
4)进行一次放电,放电时间应大于10分钟,放电后上电充电,工况正常。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
08
一、作业任务下达
作业任务名称
各器具定值调整核对(电接点压力表,导水叶主令控制器)
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
四、作业方案
1、危险点及安全控制措施:
1)导水叶主令控制器检查时防止接点变位,夹手。
2)工艺质量标准
1)与机组规定值一致。
2、作业程序
1)各种电接点压力表统一由机试班校验。
2)导水叶主令控制器检查:
接点无变位、损坏。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
9
一、作业任务下达
作业任务名称
PLC主机及模块检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
四、作业方案
1、危险点及安全控制措施:
1)与其它工种交叉作业,做好协调工作。
2、工艺质量标准
1)指示灯正确。
2)模块插接牢固,接线可靠。
3、作业程序
1)了解PLC功能及特点。
2)确认PLC主机显示灯显示正常。
3)确认模块工作指示灯正常。
4)各模块安插牢固,固定螺丝无松动,机架接线牢固,屏蔽线接地可靠。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
10
一、作业任务下达
作业任务名称
上位机温度、压力、液位传感器测量值与实际值现场核对
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
四、作业方案
1、危险点及安全控制措施:
1)措施未做全,与运行人员协调好。
2、工艺质量标准
1)正确反映实际温度、压力和液位。
3、作业程序
1)现场实际温度、压力和液位与上位机进行逐点比较。
2)如有不一致,进行修正。
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
11
一、作业任务下达
作业任务名称
电液调速器电气部分检查
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
四、作业方案
1、危险点及安全控制措施:
1)交直流电源切。
2)机械开限全关。
3)调速器放手动。
4)主阀全关,主阀电源403DK拉开。
2、工艺质量标准
1)插座连接牢固。
2)绝缘大于50兆欧。
3)电磁阀动作灵活。
4)电气仪表指示正确。
5)PLC动作正确。
3、作业程序
1)电调电气部分清扫。
2)PLC内部插件检查。
3)按钮、把手检查。
4)接线端子检查。
5)电液转换器(步进电机)检查
6)反馈电位器检查
7)紧急停机电磁阀检查
8)PLC电调模拟试验
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:
号机水车回路小修标准化作业流程指导卡编号:
12
一、作业任务下达
作业任务名称
压油装置、漏油泵、主阀及开停机、调相、信号、保护回路进行模拟动作试验
任务下达人
工作负责人(组长)
二、工作组成员
三、工器具的准备
序号
名称
规格
数量
序号
名称
规格
数量
1
螺丝刀
一字
2
2
螺丝刀
十字
2
3
万用表
1
4
编程器
1
四、作业方案
1、危险点及安全控制措施:
1)现场环境复杂,与运行人员协调好。
2)取水门关。
3)计算机程序复杂,易影响其他机组运行,配合编程人员,掌握实时状况。
2、工艺质量标准
1)单一及整体回路动作正确。
3、作业程序
1)投入交直流电源。
2)保证自动器具在停机时状态。
3)输入点量试验,尽量使实际点量动作。
4)输出点量测试。
5)油压装置动作试验。
6)主阀、侧路阀动作试验。
7)漏油泵动作试验。
8)机组开停机模拟试验
作业开始时间:
年月日
作业结束时间:
年月日
五、作业结束验收
工作负责人签字:
班长签字:
上级机构签字:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 水车 标准化 作业 new
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
浙江农林大学考研试题植物保护学参考答案及评分标准Word格式文档下载.doc
-
人教新目标英语七年级上Unit4单元检测Word文件下载.docx
-
在成长中进步的进步发言稿范文Word文件下载.docx
-
最新人教版学年七年级数学上册期末总复习专项测试题三含答案精品试题Word格式.docx
-
过年实践报告Word格式文档下载.docx
-
学校校园文化建设实施方案Word格式文档下载.doc
-
幼儿园新学期园务工作计划XX年春季Word文档格式.docx
-
箱包项目商业计划书写作模板Word格式文档下载.docx
-
鸡的解剖实验报告Word文档下载推荐.docx
-
湖南省湘潭市中考数学真题及答案Word文档下载推荐.docx
-
英语人教PEP版小学六年级上册上期中测试Word文档下载推荐.docx
-
危险化学品作业人员培训教材汇总Word下载.docx
-
银行微信群管理与运营Word下载.docx
-
Java银行管理系统源代码Word格式文档下载.docx
-
古诗词大赛主持词精品文档Word下载.docx
-
学校档案分类方案Word下载.doc
-
汉字的起源与演变Word格式文档下载.docx
-
最新材料力学专项习题练习弯曲应力概要Word文档格式.docx
-
英语教学教具制作Word格式文档下载.docx
