 QC新旧七大手法对比.docx
QC新旧七大手法对比.docx
- 文档编号:28080050
- 上传时间:2023-07-08
- 格式:DOCX
- 页数:27
- 大小:72.56KB
QC新旧七大手法对比.docx
《QC新旧七大手法对比.docx》由会员分享,可在线阅读,更多相关《QC新旧七大手法对比.docx(27页珍藏版)》请在冰豆网上搜索。
QC新旧七大手法对比
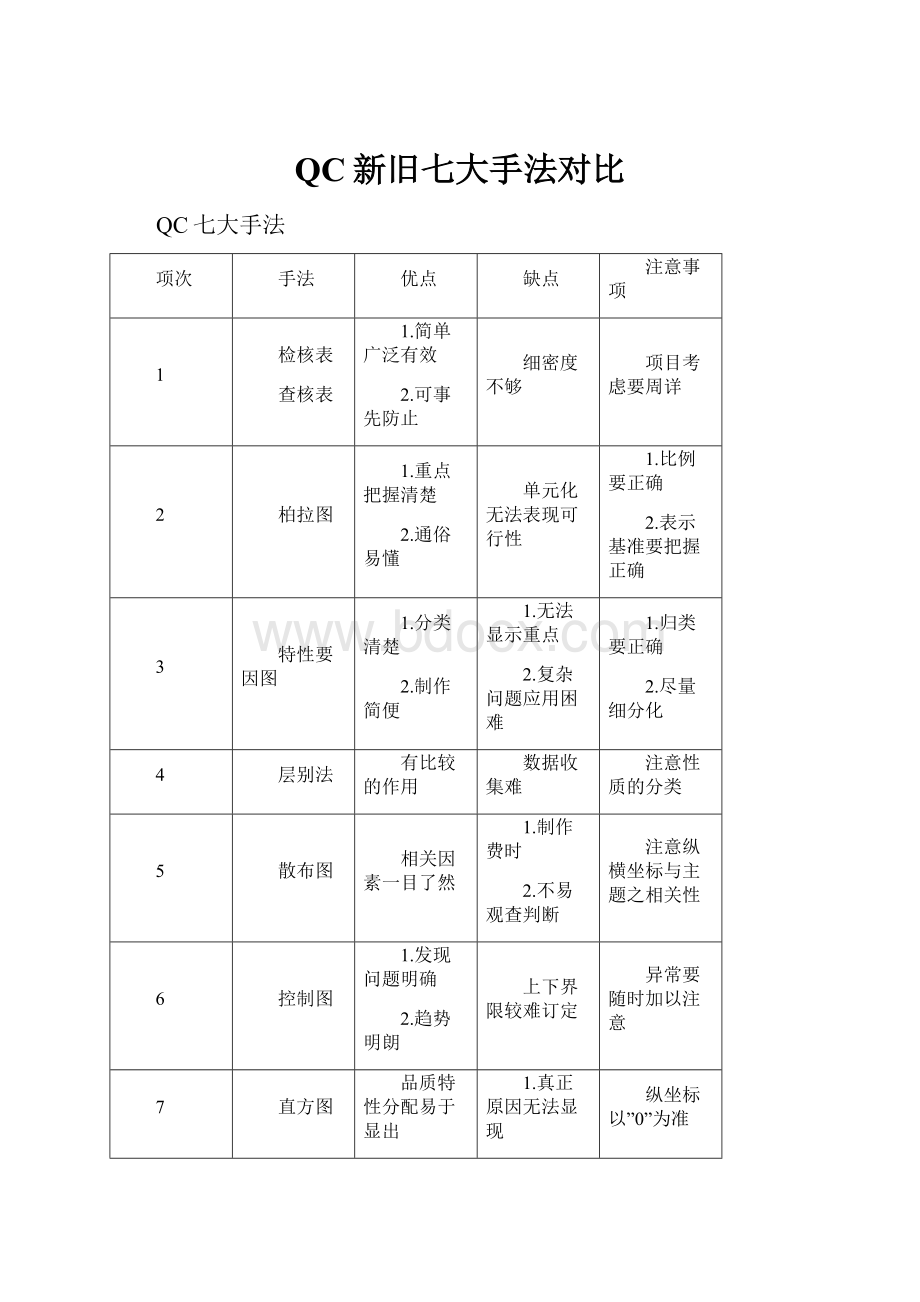
QC七大手法
项次
手法
优点
缺点
注意事项
1
检核表
查核表
1.简单广泛有效
2.可事先防止
细密度不够
项目考虑要周详
2
柏拉图
1.重点把握清楚
2.通俗易懂
单元化无法表现可行性
1.比例要正确
2.表示基准要把握正确
3
特性要因图
1.分类清楚
2.制作简便
1.无法显示重点
2.复杂问题应用困难
1.归类要正确
2.尽量细分化
4
层别法
有比较的作用
数据收集难
注意性质的分类
5
散布图
相关因素一目了然
1.制作费时
2.不易观查判断
注意纵横坐标与主题之相关性
6
控制图
1.发现问题明确
2.趋势明朗
上下界限较难订定
异常要随时加以注意
7
直方图
品质特性分配易于显出
1.真正原因无法显现
2.收集数据费时
3.多种少量生产方式不适用
纵坐标以”0”为准
宽度相同(棒宽)
8
KJ法
1.制造轻松气氛
2.组员互不熟悉仍可应用
3.多样的看法中找出互相关联性
4.化繁为简
5.集体创作
1.制作费时
2.整体水准要一致
1.归属要得体
2.掌握时间
9
系统图
1.层次分明
2.可以补充联想
3.原因追查彻底
4.因果架构明确
1.复杂问题应用困难
2.对策太多无法找出重点
因果关系要分明
10
关连图法
1.使用容易
2.关系明了
3.因果架构明确
4.花费时间短
1.不适用于广泛性的问题
1.文句要简短
2.提出的原因要把握重点
11
箭形图法
1.前后关系明确
2.进度易于掌握
1.要全盘了解才能制作
2.前工程变更全盘计划均须要修改
1.预定时间不可离谱
2.注意关键路径
12
矩阵图法
1.适多元性思考
2.简单明了
1.用数据表示困难
1.资料评价要正确
13
PDPC法
1.方式广泛
2.事先预防
1.不易使用
1.尽量引用经验
2.考虑要周全
14
矩阵数据法
1.计算出各总成份的特征值、贡献率及主成份得分
1.计算复杂常需要计算机辅助分析
特性要因与关连图的差别
特性要因图
关连图法
(1)对单向关连的事项
(1)对复杂缠绕的关联
(2)视野较受限制
(2)视野广阔
(3)有形式上的拘束
(3)不受图形限制
(4)主观的
(4)打破先入为主的观念
KJ法与关连图的差别
KJ法
关连图法
(1)感性的、可亲性的、总合行性的、非语言性的
(1)知性的、理性的、分析性的、语言性的
(2)用于未知模糊事项
(2)用于已知事项
(3)用于混沌事项
(3)用于复杂缠绕的事项
(4)亲和性、感性的
(4)演绎法、关连
箭形图与甘特图的差别
箭形图
甘特图
(1)工程前后关系明确
(1)绘制较为容易
(2)进度易于掌握
(2)无法掌握进度
(3)可了解关键路径
(3)工程前后关系不明确
(4)绘制较为复杂且需了解全盘方可制作
(4)无法了解关键路径为何
QC七大手法之使用情形,可归纳如下:
1.)根据事实、数据发言、查检表、散布图。
2.)整理原因与结果之关系,以探讨潜伏性之问题特性要因图。
3.)凡事物不能完全单用平均值来考虑,应了解事物均有变异存在,须从平均值与变异性来考虑直方图、控制图。
4.)所有数据不可仅止于平均,须根据数据之来龙去脉、考虑适当分层层别法。
5.)并非对所有原因采取处置,而事先从影响较大的2~3向采取措施,即所谓管理重点柏拉图。
数据:
数据=事实
数据的分类:
一、依特性可分:
1.定性数据2.定量数据a.计量数据b.计数数据。
二、依来源可分:
1.原物料及制品市场数据2.制程数据3.检验数据。
三、依时间先后可分:
1.过去数据2.日常数据3.新数据。
应用数据须注意重点:
1.搜集正确可用的数据。
2.避免个人主观判断。
3.掌握事实真相。
整理数据的方法:
1.机器整理法。
2.人工整理法:
a.卡片法b.画计法。
3.实例说明。
整理数据的原则:
1.发生问题而要采取改善对策前,必须有数据为依据。
2.对于数据使用目的应清楚了解。
3.当数据收集完成后,应立即使用它。
4.数据的整理与运用,改善前、改善后所具备的条件应一致。
5.数据不可造假,否则问题将永远无法解决。
图表:
图表的运用可以将繁杂的数字性情报转化,以最简单的方式表达出来,易看易懂,一目了然。
现场的数据或情报,用点、线、面、体表示大概情势及钜细变动于纸上的图形,称为图表。
其目的是:
1.)方便人的视觉,使能获取更多的情报,并使之能传达更迅速,更易被人了解,更快看出情报内容。
2.)自一组数据,把握到更多的情报,而采取必要的对策。
图表的种类:
1.)解析用图表:
将过去的数据或状况,作成图表加以解析,从中发现问题点来加以改善。
适于工厂作业分析或研究之用。
如推移图、柏拉图、工程分析图。
2.)管理用图表:
加上目标或管理之处置界限,再进行管理时所使用,如年度计划表。
3.)计划用图表:
于拟定计划时使用,如甘特图(GanttChart)或称进度图。
4.)统计用图表:
如柱形图(棒形图)、折线图。
5.)计算用图表:
反复同一计算时,最好能将此计算作成图表,如此可节省计算时间,并减少计算错误。
如常态机率纸。
6.)说明用图表:
用以描述事务之组织与流程之图表。
其优点为易理解,适合表示复杂的相互关系。
如组织图、制成流程图。
图表之功用:
1.)利于多种复杂现象的相互比较,可供分析研究之用。
2.)费甚少时间,可得明确的概念。
3.)对于专门知识不足的人,亦可得到了解。
4.)表示事务间的关系时,图表较文章可以使阅者印入脑海。
5.)利用于演讲、宣传或广告时,予阅者深刻印象。
6.)有时可用于内插法求近似值。
7.)可供预测用。
图表必备条件:
1.)能把握全体:
应一看即能完全了解全体的状况。
2.)简单明了:
绘制力求简单明了。
3.)迅速了解:
不必任何言辞说明,月读者一看即能判断出来。
4.)正确的判断:
不论刻度标法、现的大小或实虚、点的大小,都应刻意讲求,俾使正确判断。
5.)浮现对策:
最高明的图表,是能够从图上看出解决问题的对策。
图表制作的原则:
1.)确定目的何在?
2.)要掌握的资料为何?
3.)有哪些可用的情报数据?
4.)制作图表及阅读的对象是谁?
5.)以后用起来是否方便?
是否经久可用?
6.)实用性及时间性如何?
使用起来方便?
7.)符合正确、简洁、清楚的原则?
一、查检表
定义:
查检表示使用简单易于了解的标准化表格或图形,作业时仅需填入规定之查检记号,再加以统计汇整其数据,即可提供量化分析或比对检查用者谓之,亦称为点检表或查核表。
查检表的分类:
1.)点检用查检表。
在设计时已定义,只做事非或选择的注记,其主要的功用在于确认作业执行、设备仪器保养维护的实施状况或为预防事故发生,以防制作业疏忽或遗漏。
2.)记录用查检表。
此类查检表是用来搜集计画资料,应用于不良原因和不良项目的纪录,作法是将数据分类为数个项目别,以符号、划记或数字记录的表格或图形。
常用于作业缺失、品质良莠等记录,亦称为改善用查检表。
查检表制作应注意的事项:
1.)明了制作查检表的目的。
2.)决定查检的项目。
3.)决定查检的频率。
4.)决定查检的人员及方法。
5.)相关条件之记录方式,如作业场所、日期、工程...等。
6.)决定查检表格式。
(图形或表格)
7.)决定查检记录的方式。
如正、++++、△、√、○或简单数据1.2.3等。
查检表记载的项目:
(5W1H)
1.)标题:
目的何在?
(What)
2.)对象、项目:
为什幺?
(Why)
3.)人员:
由谁作?
(Who)
4.)方法:
何种方法?
(How)
5.)时间:
什幺时间?
期间间隔多久?
(When)
6.)制程别、检查站:
在什幺地方?
什幺场所?
(Where)
7.)结果之整理:
合计、平均、统计分析。
8.)传递途径:
谁需要了解,要报告给谁。
查检表制作要点:
查检表的制作,可任意配合需求目的而作更改,并没有特定之型式,但仍有几项重点是制作时应特别留意的:
1.)并非一开始,即要求完美。
2.)愈简单愈好。
3.)一目了然,检查的事项应清楚陈述,始作业者在记录问题的同时,即能明了所登记的内容。
4.)以Teamwork的方式,大家集思广益,切记不可遗漏重要项目。
5.)设计不会使作业者记录错误的查检表,以免影响日后统计分析的真实性。
查检表的应用:
查检表制作完成后,要让工作场所中的人员(使用者)了解,并且作在职训练,而再使用查检表时应注意下列事项并适时反映。
1.)搜集完成之数据应立即使用,并观察整体数据是否代表某些事实?
2.)是具是否集中在某些项目,而各项目间差异为何?
3.)某些事项是否因时间的经过而有所变化?
4.)如有异常,应马上追究原因,并采取必要措施。
5.)查检的项目应随着作业的改善而改变。
6.)是实现物的观察要细心、客观。
7.)由使用的记录即能迅速判断、采取行动。
8.)查检责任者,明确指定谁做,并使其了解收集的目的及方法。
9.)搜集的数据应能获得层别的情报。
10.)搜集数据后,若发现并非当初所设想的,应重新检讨在搜集之。
11.)查检之项目、期间、计算单位等基准应一致,方能进行统计分析。
12.)尽快将结果呈报要报告的人,并使相关人员亦能知晓。
13.)数据的搜集应注意样本取得之随机性与代表性。
14.)对于过去、现在及未来的查检记录,应适当保管,并比较其差异性。
15.)查检表完成后可利用柏拉图加以整理,以便掌握问题重心。
二、散布图:
功用:
1.)能大概掌握原因与结果之间是否有相关及相关的程度如何。
2.)能检视离岛现象是否存在。
3.)原因与结果相关性高时,二者可互为替代变量。
对于制程参数或产品特性的掌握,可从原因或结果中则一较经济性的变量予以监测。
并可藉观察一变量之变化而之另一变量的变化。
定义:
特性要因图(鱼骨图)大概可以了解工程上的要因会影响产品的品质特性。
散布图也是以这种因果关系的方式来表示其关连性。
并将因果关系所对应变化的数据分别点绘在x-y轴坐标的象限上,以观察其中的相关性是否存在。
注意事项:
1.)是否有异常点:
有异常点时,不可任意删除该异常点,除非异常原因以确实掌握。
2.)是否需层别:
数据的获得常常因为作业人员、方法、材料、设备或时间等的不同,而使数据的相关性受到扭曲。
三、层别法:
实务工作中,经常可以发现产品品质因人、时、料、机台…等不同时即会有差别性存在。
为区分吾人所搜集之数据中,因各种不同之特征而对结果产生之影响而以个别特征加以分类、统计;此类统计分析的方法称为层别法(或分层法)。
层别法之最主要功能--透过各种分层收集数据以寻求不良原因之所在或最佳条件,作为改善品质之有力手法。
层别的分类:
1.)部门别、单位别:
生产部门、维修部门…
2.)制成区层别:
下料区、裁减区、折弯曲、加工区、焊接区…
3.)作业员层别:
班别、线别、组别、熟练度别、年龄别、性别、教育程度别…
4.)机械、设备层别:
机台别、场所别、机型别、年份别、制造厂别、机种别…
5.)作业条件层别:
温度别、湿度别、压力别、天气别、作业时间别、作业方法别…
6.)时间之层别:
小时别、日期别、周、月别、上下午别…
7.)原材料层别:
供货商别、群体批别、材质别、产地别…
8.)测量层别:
测量人员别、测量方法别、测量设备别、测量方法别…
9.)检查之别:
检查人员别、检查方法别、检查场所别…
10.)环境、天候层别:
气温别、湿度别、晴或雨别、照明别…
11.)地区之层别:
海岸与内陆别、国内外别、东区或西区别…
12.)制品的层别:
新旧品别、标准别或特殊品别、制造别…
13.)其它:
量品与不良品别、包装别、搬运办法别等…
层别法实施的步骤:
1.)先行选定欲调查之原因对象。
2.)设计收集资料所使用之窗体。
3.)设定资料之收集点并训练员工填制窗体。
4.)记录及观察所得之数值。
5.)整理资料、分类绘制图表。
6.)比较分析与最终推论。
层别法使用注意事项:
1.)实施前,首先注意层别的目的--不良率分析?
效率提升?
作业条件确认?
....
2.)查检表之设计应针对所怀疑之对象设计之。
3.)数据之性质分类应清晰详细载明之。
4.)依各种可能原因加以层别,至循出真因所在。
5.)层别所得之情报应予对策相连接,并付诸实际行动。
四、直方图:
为容易的看出如长度、重量、硬度、时间等剂量值的数据分配情形,所用来表示的图形。
直方图标将所收集的测定值,分为几个相等的区间作为横轴,并将各区间内所测定值依所出现的次数累积而成的面积,用柱子排起来的图形。
因此也叫做柱形图。
通常在生产现场最常利用的图表即为直方图。
使用直方图的目的:
1.)了解分配形态。
2.)研究制程能力或测知制程能力。
3.)工程解析与管制。
4.)测知数据之真伪。
5.)计算产品之不良率。
6.)求分配之平均值与标准差。
7.)藉已订定规格界限。
8.)与规格或标准值比较。
9.)调查是否混入两个以上的不同群体。
10.)了解、设计、管制是否合乎制程管制。
直方图的制作:
1.)搜集数据并记录。
搜集数据时,对于抽样分布必须特别注意,不可取部分样品,应就全部均匀的加以随机抽样。
所搜集的数据数量应大于50以上。
2.)找出数据中之最大值与最小值。
3.)求全距(R)
4.)决定组数--史特吉斯公式
5.)求组距(h):
全距/组数(
)
6.)求各组上组界、下组界。
例:
第一组下组界=最小值-最小测定单位/2。
最小值应再最小一组内,最大值应在最大组一内,若有数字小于最小一组内或大于最大一组内实应自动加一组。
7.)求组中点。
组中点=
8.)作次数分配表。
(1)将所有数据,依其数值大小画记于各组之组界内,并计算其次数。
(2)将次数相加,并与测定值之各数相比较;表中之次数总合应与测定值之个数相同。
9.)制作直方图。
(1)将次数分配表图表化,以横轴表示数值之变化,以纵轴表示次数。
(2)横轴与纵轴各取适当的单位长度。
再将各组之组界分别标在横轴上,各组界应为等距离。
(3)以各组内之次数为高,组距为底;在每一组上画成矩形,则完成直方图。
(4)在图之右上角记入相关数据履历(数据总数n,平均值
,标准差σ…),并画出规格之上、下限。
(5)记入必要事项:
制品名、工程名、期间、制作日期、制作者。
常见的直方图型态
(1)正常型
说明:
中间高,两边低,有集中趋势。
结论:
左右对秤分配(常态分配),显示至程在正常运转下。
(2)缺齿型(凹凸不平型)
说明:
高低不一,有缺齿情形。
不正常的分配,系因测定值或换算方法有偏差,次数分配不妥当所形成。
结论:
稽查员对测定值有偏好现象,如对5,10之数字偏好;或是假造数据。
测量仪器不精密或组数的宽度不是倍数时,亦有此情况。
(3)切边型(断裂型)
说明:
有一端被切断。
结论:
原因为数据经过全检,或制程本身有经过全检,而出现的形状。
若剔除某规格以上时,则切边在靠近右边型成。
(4)离岛型
说明:
在右端或左端形成小岛。
结论:
测定有错误,工程调节错误或使用不同原料所引起。
一定有异常原因存在,只要去除,即可合乎制程要求,至出和规格的制品。
(5)高原型
说明:
形状似高原状。
结论:
不同平均值的分配混在一起,应层别之后再做直方图比较。
(6)双峰型
说明:
有两个高峰出现。
结论:
有两种分配相混和,例如两部机器或两不同供货商,有差异时,会出现此种形状,因测定值受不同的原因影响,应与层别后再做直方图。
(7)偏态型(偏态分配)
说明:
高处偏向一边,另一边低,托长尾巴。
可分右偏型、左偏型。
右偏型:
例如,微量成分的含有率等,不能取到某值以下的值时,所出现的形状。
左偏型:
例如,成分含有高纯度的含有率等,不能取到某值以上的值时,就会出现的形状。
结论:
尾巴托长时,应检讨是否在技术上能够接受,工具磨损或松动,亦有此现象发生。
直方图之使用注意事项:
(1)异常直应去除后再分组。
(2)对于从样本测定直推测群体型态,直方图是最简单有效的方法。
(3)应取得详细之数据资料(例如:
时间、原料、测定者、设备、环境条件等)。
(4)进行制程管理及分析改善时,可利用层别方法,将更容易找出问题的症结点,对于品质的改善,有事半功倍的效果。
直方图的应用:
1.测知制程能力,作为改善制程的依据。
2.计算产品不良率。
3.测知分配型态。
4.藉以订定规格界限。
5.与规格或标准值比较。
(1)合乎规格
a)理想型
b)一侧于余裕
c)两侧无余裕
d)余裕太多
(2)不合乎规格
a)平均值偏左(或偏右)
b)分散度过大
c)完全在规格外
6.调查是否混入两个以上不同群体。
7.研判设计时的管制界限可否用于制程管制。
制程能力
1.制程精密度Cp(CapabilityofPrecision)之求法:
a)两侧规格
b)单侧规格
1)上限规格
2)下限规格
No.
Cp
制程能力判断
处置
1
太佳
制程能力太好,可酌情缩小规格,或考虑简化管理与降低成本。
2
合格
理想状态,继续维持。
3
警告
使制程保持于管制状态,否则产品随时有发生不良品的危险,需注意。
4
不足
产品有不良品产生,需做全数选别,制程有妥善管理及改善之必要。
5
非常不足
应采取紧急措施,改善品质并追究原因,必要时检讨规格。
2.制程精密度(Cp值)与不良率之关系
Cp值
规格公差(T)
不良率(规格以外比率)
单边规格
双边规格
0.33
2σ(±σ)
15.8%
31.74%
0.67
4σ(±2σ)
2.27%
4.54%
1.00
6σ(±3σ)
0.14%
0.27%
1.33
8σ(±4σ)
31.5PPM
63PPM
1.60
9.6σ(±4.8σ)
0.81PPM
1.62PPM
1.76
10.4σ(±5.2σ)
0.06PPM
0.12PPM
2.00
12σ(±6σ)
1.0PPB
2.0PPB
注:
1.Ca值等于0时Cp=Cpk
2.PPM→PartsperMillion
3.PPB→PartsperBillion
五、柏拉图
1.前言
由生产现场所收集到的数据,必须有效的加以分析、运用才能成为有价值的数据。
而将此数据加以分类、整理,并做成图表,充分的掌握问题点极重要原因,则是时下不可或缺的管理工具。
而最为现场人员广泛使用于数据管理的图表为柏拉图。
2.柏拉图的由来
意大利经济学家V.Pareto(1848-1923)于1897年分析社会经济结构时,赫然发现国民所得的大部分均集中鱼少数人身上;于是将所得大小与拥有所得的关系加以整理,发现有一定的方程式可以表现,称为「柏拉法则」。
1907年美国经济学者M.O.Lorenz使用累积分配曲线来描绘「柏拉图法则」,也就是经济学所构的劳伦兹(Lorenz)曲线。
美国品管学专家J.M.Juran(朱兰博士)将劳伦兹曲线应用于品管上,同时创出「VitalFew,TrivialMany」(重要的少数,琐细的多数)的见解,并借用Parto的名字,将此现象定为「柏拉图原理」。
「柏拉图」方法,由品管圈(QCC)创始人日本石川馨博士介绍用到品管圈活动中,而成为品管七大手法之一。
3.柏拉图的定义
1.)根据所搜集的数据,按不良原因、不良状况、不良项目、不良发生的位置等不同区分标准而加以整理、分类,藉以寻求战最大比率之原因、状况或位置,按其大小顺序排列,再加上累积值的图形。
2.)从柏拉图可看出哪一项目有问题,其影响如何,以判断问题之症结所在,并针对问题点采取改善措施,故又称ABC图。
(所谓ABC分析的重点是强调对于一切事物,依其价值的大小而付出不同的努力,以获取效果;亦即柏拉图分析前2-3项重要项目之控制)。
3.)因为图的排列系一大小顺序为之,故又可称为排列图。
4.柏拉图的制作说明
1.柏拉图的制作方法
步骤1:
决定数据的分类项目。
分类的方式有:
(1)结果的分类包括不良项目、场所别、时间别工程别。
(2)原因的分类包括材料别(厂商、成分等)。
方式别(作业条件、程序、方法、环境等)、人(年龄、熟练杜、经验等)、设备别(机械、工具等)。
分类的项目必须合乎问题的症结,一般的分类先从结果分类上着手,以便洞悉问题之所在;然后再进行原因分类,分析出问题产生之原因,以便采取有效的对策。
将此分析的结果,依其结果与原因分别绘制柏拉图。
步骤2:
决定收集数据的期间;并按分类项目,在期间内收集数据。
考虑发生问题的状况,从中选择恰当的期限(如一天、一周、一月、一季或一年)来收集数据。
步骤3:
依分类项目别,做数据整理,并做成统计表。
(1)各项目按出现数据之大小顺序排列,其它项目排在最后一项,并求其累积数。
(其它项不可大于前三项,若大于时应在细分)。
(2)求各项目数据所占比率及累积数之影响度。
(3)其它项排在最后,若太大时,需检讨是否有其它重要要因需提出。
不良率(%)=各项不良数÷总检查数×100
影响度(%)=各项不良数÷总不良数×100
步骤4:
记入图表只并依数据大小排列画成柱状图。
(1)于图表用纸记入纵轴及横轴。
纵轴左侧填入不良数、不良率,或损失金额,纵轴右侧刻度表示累计影响度(比率);在最上方刻100%,左方则依收集数据大小做事当刻度。
其它项则记载最右边。
(2)横轴与纵轴应做适度比例,横轴不宜长于纵轴。
步骤5:
绘累积曲线。
(1)点上累积不良数(或累积不良率)。
(2)用折线连结。
步骤6:
绘累积比率。
(1)纵轴右边绘折线终点为100%。
(2)将0~100%间分成10等分,把%的分度记上(即累积影响度)。
(3)标出前三项(或四项)之累计影响度是否>80%或接近80%。
步骤7:
记入必要的事项。
(1)标题(目的)。
(2)数据搜集期间。
(3)数据合计(总检查数、不良数、不良率…等)。
(4)工程别。
(5)做成者(包括记录者、绘图者)。
2.绘制柏拉图应注意事项:
(1)柏拉图之横轴是按项目别,一大小顺序由高而低排列,「其它」向排在最后一位。
(2)柏拉图之柱行图宽度要一致,纵轴与横轴比例为3:
2。
(3)纵轴最高点为总不良数,且所表示之间距应一致。
(4)次数少的项目太多时,可考虑将后几项归纳成「其它」项;其它项不应大于前几项,若大于时应再分析。
有时,改变层别或分类的方法,亦可使分


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- QC 新旧 七大 手法 对比
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《贝的故事》教案4.docx
《贝的故事》教案4.docx
-
《对韵歌》优秀教案8.docx
-
《函数yAsinωx+φ+P图象》wwwnet.docx
-
《静夜思》教学设计.docx
-
《汽车底盘构造与维修》题库与考核标准.docx
-
《世说新语》复习资料.docx
-
《我的服装我做主》教案设计.docx
-
《在品味情感中成长》教学片断设计.docx
-
11造价员《建设工程造价管理基础知识》精讲教程文件.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《操作系统》二学期A卷及答案.docx
-
《傅雷家书》名著阅读笔记.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《化工原理》第六章蒸发.docx
-
《蓝海战略》概要11页.docx
-
《人生》读书心得.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《272 向量的应用举例》导学案1.docx
-
《秋天》评课稿.docx
-
《电算化》第二章会计电算化的工作环境章节练习.docx
-
《室外给排水管道》施组.docx
-
《广东省建筑与装饰工程综合定额》计算规则.docx
-
《我多想去看看》教学.docx
-
《直通车车手基础认证》 考试答案 70题之欧阳育创编.docx
-
7天销量翻10倍皇冠卖家教您玩转最精准流量.docx
-
9 阿长和山海经.docx
-
《比例尺》教案.docx
-
《菜根谭》注译四闲适篇.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
c++课程设计四则运算Word文档下载推荐.docx
-
新人教版物理八下第十章《浮力》单元测试卷(附答案)Word格式文档下载.doc
-
苏教版四年级下册数学应用题专项练习50道Word文件下载.docx
-
建筑工程合同纠纷管辖Word文档下载推荐.docx
-
人大办副主任个人述职报告Word下载.docx
-
新人教版生物七年级下册知识点填空题Word格式.doc
-
视频监控系统维保方案Word文档下载推荐.docx
-
最新UV3150分光光度计简易操作手册Word格式文档下载.docx
-
DBJ14023山东省建筑资料管理规程Word文件下载.docx
-
《信息技术与课程整合》科研课题申报书Word下载.docx
-
建筑设计香港商场游记文档格式.docx
-
施工组织设计中的安全措施通用版Word文档下载推荐.docx
-
拼音打印版笠翁对韵Word格式文档下载.docx
-
专业技术人员创业能力建设读本在线考试92分Word下载.docx
-
招投标专员工作计划范文文档格式.docx
-
人教版高一英语期末考试题含复习资料文档格式.docx
-
财务会计英语专业词汇汇总Word文档下载推荐.docx
-
《质量问题处理和质量事故责任追究制度》Word文件下载.docx
-
运动会上最精彩的一幕作文Word格式文档下载.docx
