 数控铣削5典型案例.docx
数控铣削5典型案例.docx
- 文档编号:27895601
- 上传时间:2023-07-06
- 格式:DOCX
- 页数:18
- 大小:107.56KB
数控铣削5典型案例.docx
《数控铣削5典型案例.docx》由会员分享,可在线阅读,更多相关《数控铣削5典型案例.docx(18页珍藏版)》请在冰豆网上搜索。
数控铣削5典型案例
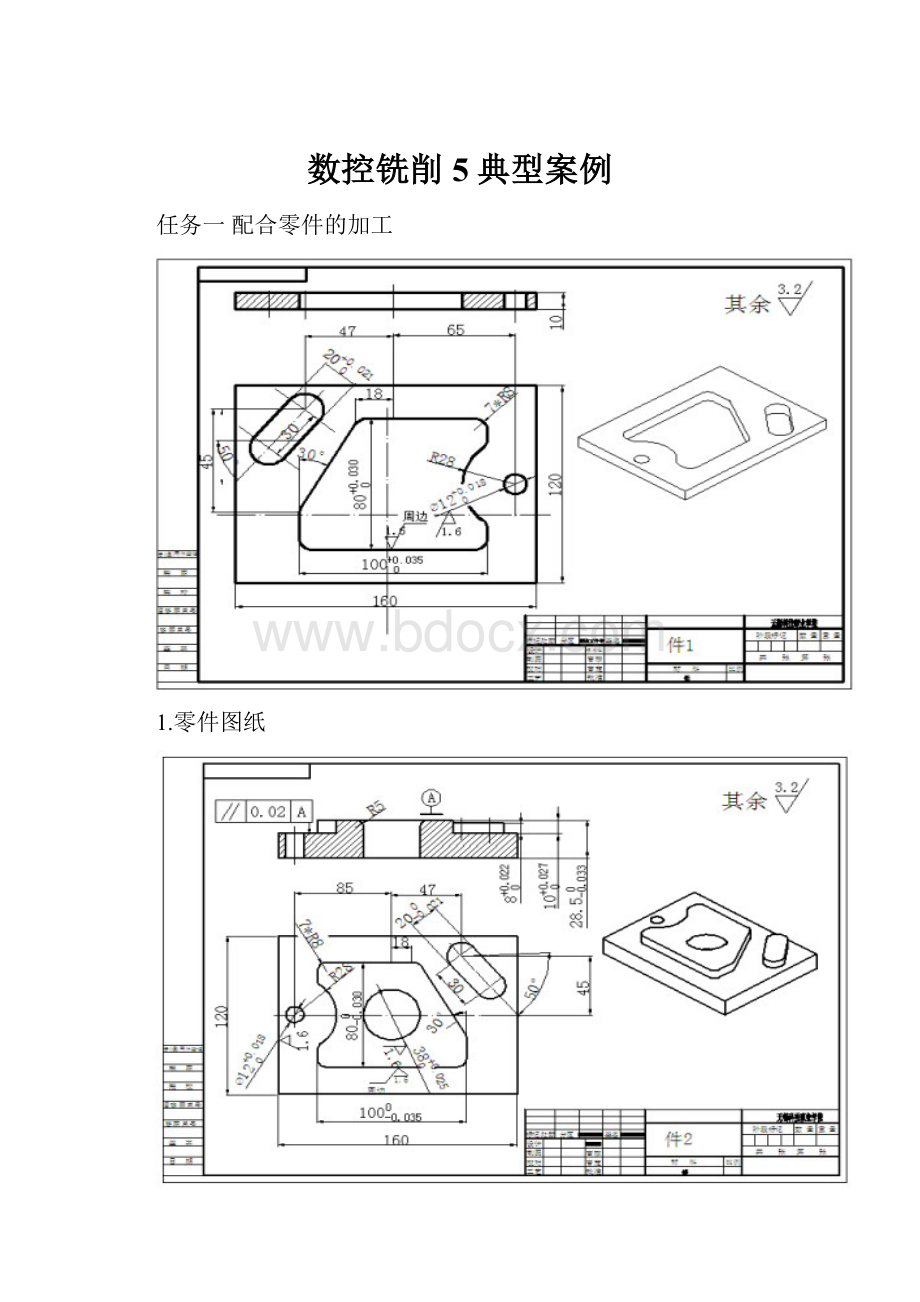
任务一配合零件的加工
1.零件图纸
图6.1配合件1
图6.2配合件2
2.加工工艺
数控加工工量具清单如表6.1所示,件1、件2数控加工工序卡如表6.2、6.3所示,件1、件2各工步加工过程如表6.4、6.5所示。
表6.1工、量具清单
图号
机床号
种类
序号
名称
规格(mm)
精度(mm)
数量(个)
工具
1
平口钳
QH135
1
2
扳手
1
3
平行垫铁
1
4
橡胶手锤
1
5
卸刀器及扳手
1
量具
1
游标卡尺
0~150
0.02
1
2
高度游标卡尺
0~300
0.02
3
钢直尺
150
4
百分表及磁性表座
0~10
0.01
各1
5
外径千分尺
0~2575~100
0.01
各1
6
内测千分尺
0~2575~100
0.01
各1
7
塞尺
0.02~0.5
1
表6.2件1零件数控加工工序卡
数控加工工序卡片
工序号
工序内容
单位
零件名称
零件图号
材料
夹具名称
使用设备
配合件1
6-1
45#钢
精密平口虎钳
数控铣床
工步号
工步
内容
刀具号
刀具规格/mm
主轴转速n/(r/min)
进给速度f/(mm/min)
长度补偿
(FANUC)
半径补偿
(FANUC)
类型
材料
1
粗、精加工上表面
T01
Φ80mm面铣刀(5个刀片)
硬质合金
450/800
300/160
H01
2
钻两个凹型腔工艺孔
T02
Φ11.8mm直柄麻花钻
高速钢
550
80
H02
3
粗加工两个凹型腔(落料)
T03
Φ14mm粗齿三刃立铣刀
高速钢
500
80
H03
D01=7.2
4
精加工两个凹型腔
T04
Φ12mm细齿四刃立铣刀
高速钢
800
100
H04
D02=5.985
5
点孔加工
T05
Φ3mm中心钻
高速钢
1200
120
H05
6
钻孔加工
T02
Φ11.8mm直柄麻花钻
高速钢
550
80
H02
7
铰孔加工
T06
Φ12mm机用铰刀
高速钢
300
50
H06
编制
审核
批准
第页
共页
注:
H01~H06中的数值根据具体加工和对刀情况而定。
表6.3件2零件数控加工工序卡
数控加工工序卡片
工序号
工序内容
单位
零件名称
零件图号
材料
夹具名称
使用设备
配合件2
2-6-2
45#钢
精密平口虎钳
数控铣床
工步号
工步
内容
刀具号
刀具规格/mm
主轴转速(r.min-1)
进给速度
(mm.min-1)
长度补偿
(FANUC)
半径补偿
(FANUC)
类型
材料
1
粗、精加工上表面
T01
Φ80mm面铣刀(5个刀片)
硬质合金
450/800
300/160
H01
2
粗加工两个个凸台外轮廓面
T07
Φ16mm粗齿三刃立铣刀
高速钢
500
120
H07
D03=8.2
3
铣削边角料
T07
Φ16mm粗齿三刃立铣刀
高速钢
500
120
H07
D03=8.2
4
钻中间位置孔
T02
Φ11.8mm直柄麻花钻
高速钢
550
80
H02
5
扩中间位置孔
T08
Φ35mm锥柄麻花钻
高速钢
150
20
H08
6
精加工两个个凸台外轮廓面
T04
Φ12mm细齿四刃立铣刀
高速钢
800
100
H04
D04=5.985
7
粗镗孔Φ37.5mm
T09
Φ37.5mm粗镗刀
硬质合金
850
80
H09
8
精镗孔Φ38mm
T10
Φ38mm精镗刀
硬质合金
1000
40
H10
9
点孔加工
T05
Φ3mm中心钻
高速钢
1200
120
H05
10
钻孔加工
T02
Φ11.8mm直柄麻花钻
高速钢
550
80
H02
11
铰孔加工
T06
Φ12mm机用铰刀
高速钢
300
50
H06
12
孔口R5mm圆角
T03
Φ14mm粗齿三刃立铣刀
高速钢
800
1000
H03
编制
审核
批准
第页
共页
注:
H01~H08中的数值根据具体加工和对刀情况而定。
3.程序
1.坐标系的确定
件1和件2编程坐标系原点设在工件上表面。
利用寻边器或分中棒、Z轴设定器或量块对刀,确定工件坐标系原点O。
2.编写加工程序
FANUCOiM系统及SIEMENS802DM数控系统的指令及规则编写加工程序如下表6.6、6.7所示。
表6.6件1数控加工参考程序
程序(FANUC0iM系统)
程序(SIEMENS802DM系统)
注释
粗加工上表面
O0268
G54G90G17G21G94G49G40
M03S450
G00G43Z150H01
X125Y-30
Z0.3
G01X-125F300
G00Y30
G01X125
G00Z150
M05
M00
XK3211.MPF
G54G90G17G71G94G40
M3S450
G0D2Z150
X125Y-30
Z0.3
G1X-125F300
G0Y30
G1X125
G0Z150
M5
M0
建立工件坐标系,用Φ80mm面铣刀
调用1号刀具长度补偿
程序暂停(利用厚度千分尺测量厚度,确定精加工余量)
精加工上表面
M03S800
G00X125Y-30M07
Z0
G01X-125F160
G00Y30
G01X125
G00Z150M09
M05
M00
M3S800
G0X125Y-30M7
G1X-125F160
G0Y30
G1X125
G0Z150M9
M5
M0
程序暂停(手动换刀,更换Φ11.8mm麻花钻)
钻两个凹型腔工艺孔
M03S550
G00G43Z150H02
X0Y0M07
G83G99X0Y25Z-16Q5R2F80
X-55Y35
G00Z150M09
M05
M00
M3S550F80
G0D2Z150M7
MCALLCYCLE83(10,0,2,-16,16,-5,5,0,0,1,1,1)
X0Y25
X-55Y35
MCALL
G0Z150M9
M5
M0
调用2号刀具长度补偿
程序暂停(手动换刀,更换Φ14mm粗齿立铣刀)
粗加工两个凹型腔(落料)
M03S500
G00G43Z150H03
X0Y25M07
Z1
G01Z-10.5F40
G41G01X-13.381Y40D01F80
M98P1
G00Z5
X-55Y35
Z1
G01Z-10.5F40
G41X-73.944Y28.447D01F80
M98P2
G00Z150M09
M05
M00
M3S500
G0D2Z150
X0Y25M7
Z1
G1Z-10.5F40
G41G1X-8.381Y40D1F80
X-13.381
L1
G0Z5
X-55Y35
Z1
G1Z-10.5F40
G41X-63.944Y28.447D1F80
X-73.944
L2
G0Z150M9
M5
M0
调用3号刀具长度补偿
引入3号刀具1号半径补偿值
调用子程序O0001,加工中间凹型腔
调用子程序O0002,加工键形腔
精加工两个凹型腔
M03S800F100
G00G43Z150H04
X0Y25M07
Z-10.5
G01G41X-13.381Y40D02
M98P1
G00Z5
X-55Y35
Z-10.5
G01G41X-73.944Y28.447D02
M98P2
G00Z150M09
M05
M00
M3S800F100
G0D2Z150
X0Y25M7
Z-10.5
G1G41X-8.381Y40D1
X-13.381
L1
G0Z5
X-55Y35
Z-10.5
G1G41X-63.944Y28.447D1
X-73.944
L2
G0Z150M9
M5
M0
调用4号刀具长度补偿
引入4号刀具2号半径补偿值
调用子程序O0001,加工中间凹型腔
调用子程序O0002,加工键形腔
程序暂停,更换Φ3mm中心钻
点孔加工
M03S1200
G00G43Z150H05
X0Y0
G81G99X65Y0Z-5R2F120
G00Z150
M05
M00
M42
M3S1200F120
G0D2Z150
X65Y0
CYCLE81(10,0,2,-5,5)
G0Z150
M5
M0
主轴选用高速档(800~5300r/min)
调用5号刀具长度补偿
程序暂停(更换Φ11.8mm麻花钻)
钻孔加工
M03S550
G43G00Z100H02
X0Y0M07
G83G99X65Y0Z-15Q5R2F80
G00Z150M09
M05
M00
M41
M3S550F80
G0D2Z150
X65Y0M7
CYCLE83(10,0,2,-16,16,-5,5,0,0,1,1,1)
G0Z150M9
M5
M0
主轴选用低速档(50~800r/min)
调用2号刀具长度补偿
程序暂停(更换Φ12mm机用铰刀)
铰孔加工
M03S300
G43G00Z100H06M07
X0Y0
G85G99X65Y0Z-15R2F50
G00G49Z50
M05
M30
M3S300F50
G0D2Z150M7
X65Y0
CYCLE85(10,0,2,-16,16,0,50,50)
G0Z50M9
M5
M30
调用6号刀具长度补偿
程序结束回起始位置,机床复位(切削液关,主轴停转)
子程序O0001(中间凹型腔)
O0001
G03X-20.309Y36R8
G01X-48.928Y-13.569
G03X-50Y-17.569R8
G01Y-32
G03X-42Y-40R8
G01X42
G03X50Y-32R8
G01Y-23.664
G03X47.576Y-17.928R8
G02Y17.928R28
G03X50Y23.664R8
G01Y32
G03X42Y40R8
G01X-13.381
G40X0Y25
M99
L01.SPF
G3X-20.309Y36CR=8
G1X-48.928Y-13.569
G3X-50Y-17.569CR=8
G1Y-32
G3X-42Y-40CR=8
G1X42
G3X50Y-32CR=8
G1Y-23.664
G3X47.576Y-17.928CR=8
G2Y17.928CR=28
G3X50Y23.664CR=8
G1Y32
G3X42Y40CR=8
G1X-13.381
G40X0Y25
RET
子程序名
子程序结束,返回主程序
子程序O0002(键形腔)
O0002
G03X-58.623Y15.519R-10
G01X-39.34Y38.572
G03X-54.66Y51.428R-10
G01X-73.944Y28.447
G40X-55Y35
M99
L02.SPF
G3X-58.623Y15.519CR=-10
G1X-39.34Y38.572
G3X-54.66Y51.428CR=-10
G1X-73.944Y28.447
G40X-55Y35
RET
子程序名
子程序结束,返回主程序
表6.7件2数控加工参考程序
程序(FANUC0i系统)
程序(SIEMENS802D系统)
注释
粗加工上表面
G55G90G17G21G94G49G40
M03S450
G00G43Z150H01
X125Y-30
Z0.3
G01X-125F300
G00Y30
G01X125
G00Z150
M05
M00
G55G90G17G71G94G40
M3S450
G0D2Z150
X125Y-30
Z0.3
G1X-125F300
G0Y30
G1X125
G0Z150
M5
M0
建立工件坐标系,用Φ80mm面铣刀
调用1号刀具长度补偿
程序暂停(利用厚度千分尺测量厚度,确定精加工余量
精加工上表面
M03S800
G00X125Y-30M07
Z0
G01X-125F160
G00Y30
G01X125
G00Z150M09
M05
M00
M3S800
G0X125Y-30M07
Z0
G1X-125F160
G0Y30
G1X125
G0Z150M9
M5
M0
程序暂停(手动换刀,更换Φ16mm粗齿立铣刀)
粗加工两个凸台外轮廓面
M03S500F120
G00G43Z150H07
X92Y0M07
Z-10
G41G01X50Y-14D03
M98P3
G41G01X58.623Y15.591D03
M98P4
G01X73
Y-60
X65Y-46
Y-53
X-81
X-65Y-46
X-73
Y0
X-63Y-10
Y10
X-73Y6
Y60
X-65Y46
Y53
X25
Y70
G00X75
G01Y50
G00Z150M09
M05
M00
M3S500F120
G0D2Z150
X92Y0M7
Z-10
G41G1X60Y-14D3
X50
L3
G41G1X58.623Y10.591D3
Y15.591
L4
G1X73
Y-60
X65Y-46
Y-53
X-81
X-65Y-46
X-73
Y0
X-63Y-10
Y10
X-73Y6
Y60
X-65Y46
Y53
X25
Y70
G0X75
G1Y50
G0Z150M9
M5
M0
调用7号刀具长度补偿
引入7号刀具3号半径补偿值
调用子程序O0003,加工中间凸台
调用子程序O0004,加工键形凸台
程序暂停(更换Φ11.8mm麻花钻)
钻中间位置孔
M03S550F80
G00G43X0Y0Z150H02
X0Y0M07
G83G99X0Y0Z-35Q5R2F80
G00Z150M09
M05
M00
M3S550F80
G0D2Z150
X0Y0M7
CYCLE83(10,0,2,-35,35,-5,5,0,0,1,1,1)
G0Z150M9
M5
M0
调用2号刀具长度补偿
程序暂停(更换Φ35mm麻花钻)
扩中间位置孔
M03S150F20
G00G43Z150H08
X0Y0M07
G83G99X0Y0Z-40Q-5R2F20
G00Z150M09
M05
M00
M3S150F20
G0D2Z150
X0Y0M7
CYCLE83(10,0,2,-40,40,-5,5,0,0,1,1,1)
G0Z150M9
M5
M0
调用8号刀具长度补偿
程序暂停(更换Φ12mm立铣刀)
精加工两个凸台外轮廓面
M03S800F100
G00G43Z150H04
X92Y0M07
Z-10
G41G01X50Y-14D04
M98P3
G41G01X58.623Y15.591D04
M98P4
G00Z5
X32Y55.098
Z-2
G01X68.881Y11.144
X76.542Y17.572
X40.941Y60
G00Z150M09
M05
M00
M3S800F100
G0D2Z150
X92Y0M7
Z-10
G41G1X60Y-14D4
X50
L3
G41G1X58.623Y10.591D4
Y15.591
L4
G0Z5
X32Y55.098
Z-2
G1X68.881Y11.144
X76.542Y17.572
X40.941Y60
G0Z150M9
M5
M0
调用4号刀具长度补偿
引入4号刀具4号半径补偿值
调用子程序O0003,加工中间凸台
调用子程序O0004,加工键形凸台
程序暂停(手动换刀,更换Φ37.5mm粗镗刀)
粗镗孔Φ37.5mm
M03S850
G43G00Z100H09M07
X0Y0
G85G99X0Y0Z-30R2F80
G00Z100M09
M05
M00
M42
M3S850F80
G0D2Z150
X0Y0M7
CYCLE85(10,0,2,-30,30,0,80,100)
G0Z150M9
M5
M0
主轴选用高速档(800~5300r/min)
调用9号刀具长度补偿
程序暂停(手动换刀,更换Φ38mm精镗刀)
精镗孔Φ38mm
M03S1000
G43G00Z100H10M07
X0Y0
G85G99X0Y0Z-30R2F40
G00Z100M09
M05
M00
M3S1000F40
G0D2Z150
X0Y0M7
CYCLE85(10,0,2,-30,30,0,40,60)
G0Z150M9
M5
M0
调用10号刀具长度补偿
程序暂停(更换Φ3mm中心钻)
点孔加工
M03S1200
G00G43Z150H05
X0Y0
G81G99X-65Y0Z-12R2F120
G00Z150
M05
M00
M3S1200F120
G0D2Z150
X-65Y0
CYCLE81(10,0,2,-12,12)
G0Z150
M5
M0
调用5号刀具长度补偿
程序暂停(更换Φ11.8mm麻花钻)
钻孔加工
M03S550
G43G00Z100H02
X0Y0M07
G83G99X-65Y0Z-35Q5R2F80
G00Z150M09
M05
M00
M41
M3S550F80
G0D2Z150
X-65Y0M7
CYCLE83(10,0,2,-35,35,-5,5,0,0,1,1,1)
G0Z150M9
M5
M0
主轴选用低速档(50~800r/min)
调用2号刀具长度补偿
程序暂停(更换Φ12mm机用铰刀)
铰孔加工
M03S300
G43G00Z100H06M07
X0Y0
G85G99X-65Y0Z-35R2F50
G00Z150M09
M05
M00
M3S300F50
G0D2Z150M7
X-65Y0
CYCLE85(10,0,2,-30,30,0,50,50)
G0Z150M9
M5
M0
调用6号刀具长度补偿
程序暂停(更换Φ14mm立铣刀)
孔口R5mm圆角
M03S800
G43G00Z100H03
X0Y0M07
Z0
G01X17F60
#1=0
#2=-7
#3=7+#1
#4=SQRT[7*7-#3*#3]
#5=17-#4
G01X[#5]Y0Z[#1]F1000
G02I[-#5]J0
#1=#1-0.02
IF[#1GE#2]GOTO123
G00G49Z50
M30
M3S800
G0D2Z150
X0Y0
Z0
G1X17F60
R1=0
R2=-5
MARKE1:
R3=5+R1
R4=SQRT(5*5-R3*R3)
R5=17-R4
G1X=R5Y0Z=R1F1000
G2I=-R5J0
R1=R1-0.02
IFR1>=R2GOTOBMARKE1
G0Z50D0M9
M5
M30
调用3号刀具长度补偿
程序结束回起始位置,机床复位(切削液关,主轴停转)
子程序O0003(中间凸台)
OO003
G01Y-32
G02X42Y-40R8
G01X-42
G02X-50Y-32R8
G01Y-23.664
G02X-47.576Y-17.928R8
G03Y17.928R28
G02X-50Y23.664R8
G01Y32
G02X-42Y40R8
G01X13.381
G02X20.309Y36R8
G01X48.928Y-13.569
G02X50Y-17.569R8
G40G01X60Y0
M99
L03.SPF
G1Y-32
G2X42Y-40CR=8
G1X-42
G2X-50Y-32CR=8
G1Y-23.664
G2X-47.576Y-17.928CR=8
G3Y17.817CR=28
G2X-50Y23.664CR=8
G1Y32
G2X-42Y40CR=8
G1X13.381
G2X20.309Y36CR=8
G1X48.928Y-13.569
G2X50Y-17.569CR=8
G40G1X60Y0
RET
子程序名
子程序结束,返回主程序
子程序O0003(键形凸台)
OO004
G01X39.34Y38.572
G02X54.66Y51.428R-10
G01X73.944Y28.447
G02X58.623Y15.519R-10
G40G01X55Y0
M99
L04.SPF
G1X39.34Y38.572
G2X54.66Y51.428CR=-10
G1X73.944Y28.447
G2X58.623Y15.519CR=-10
G40G1X55Y0
RET
子程序名
子程序结束,返回主程序


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 铣削 典型 案例
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
快递行业信誉评定试点方案.docx
-
尚择优选BIM实施策划方案.docx
-
拉夏贝尔渠道管理分析.docx
-
设计师工作总结范文模板.docx
-
劳务施工合同完整版.docx
-
射频电源知识.docx
-
神话简短改编.docx
-
冷库安装施工合同范本最新整理版.docx
-
生产绩效管理制度.docx
-
历史唯物主义基本原理及方法论之欧阳史创编.docx
-
廉政警示教育月总结多篇.docx
-
生意兴隆的祝福语.docx
-
林分参考资料蓄积量测定.docx
-
施工场地治安管理计划.docx
-
临时用电方案吉林大道路灯工程.docx
-
施工现场触电事故应急救援预案.docx
-
柳州市人民医院.docx
-
六年级语文阅读.docx
-
石景山区届高三一模物理试题及答案官方版.docx
