 DF4D型内燃机车调控系统2.docx
DF4D型内燃机车调控系统2.docx
- 文档编号:277588
- 上传时间:2022-10-08
- 格式:DOCX
- 页数:18
- 大小:506.89KB
DF4D型内燃机车调控系统2.docx
《DF4D型内燃机车调控系统2.docx》由会员分享,可在线阅读,更多相关《DF4D型内燃机车调控系统2.docx(18页珍藏版)》请在冰豆网上搜索。
DF4D型内燃机车调控系统2
6.2.2调控传动装置的组装
清除所有零件各部位毛刺并清冼干净。
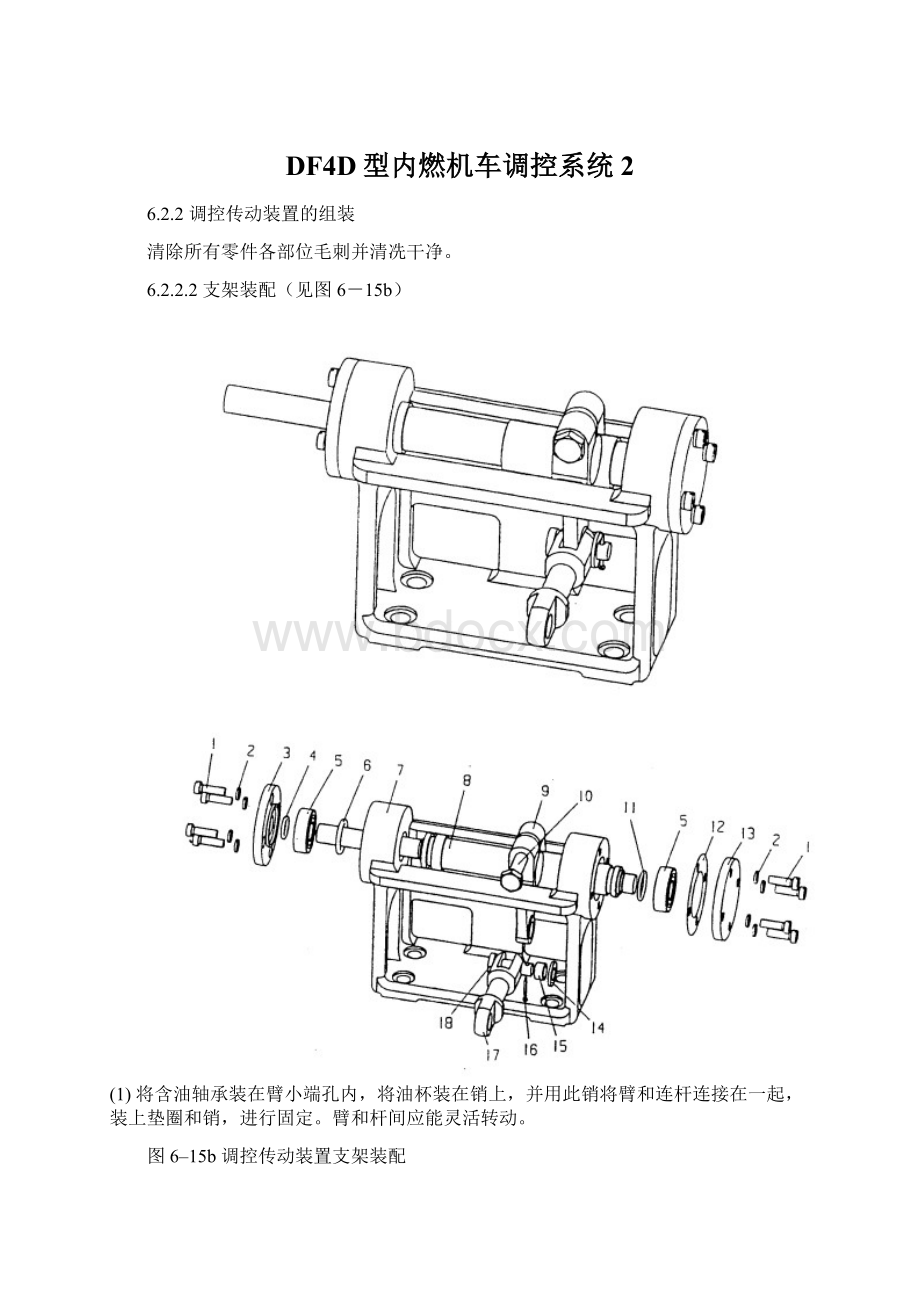
6.2.2.2支架装配(见图6-15b)
(1)将含油轴承装在臂小端孔内,将油杯装在销上,并用此销将臂和连杆连接在一起,装上垫圈和销,进行固定。
臂和杆间应能灵活转动。
图6–15b调控传动装置支架装配
1–螺钉;2,14–垫圈;3–前盖;4,6,11–O形密封圈;5–滚动轴承;7–支架座;8–轴;9–臂;10–螺栓;12–调整垫片;13–后盖;15–含油轴承;16–销;17–连接杆;18–销装配。
(2)将密封圈分别套在轴左右两端的槽内,并将φ24轴端从φ28孔装入支架座并延伸将臂大端孔插入轴齿形键上,左右滑动应无卡滞现象,将M10×1×3.5螺钉装在臂上。
(3)将轴承清洗干净,表面涂少量润滑油,分别压入轴承座内及轴承上,在轴承内外圈间填以适量润滑脂。
将19×2.5密封圈装入前盖环槽,然后M6×20螺钉和垫圈,加调整垫片分别把紧轴承盖。
(4)组装轴,无卡滞现象。
6.2.2.2轴装配
(一)(见图6-15c)
(1)配主动齿轮与轴连接键,并将齿轮装在轴上,在圆周方向无缓量后装上轴套。
(2)将密封圈130×3.1套在轴承座环槽内,密封圈70×3.1套在轴承环槽内。
图6–15c调控传动装置轴装配
(一)
1–螺栓;2–垫圈;3–轴承盖;4–调控垫片;5,10–O形密封圈;6–螺母;7–销;8–滚动轴承;9–轴承座;11–轴;12–轴套;13–键;14–主动齿轮。
(3)将轴承306清洗干净,外圈涂少量润滑油,将轴承压入轴承座内,将另一端轴承套在轴上,分别将轴承轻轻敲入轴承座内,两端贴靠在轴肩和轴承侧面。
(4)拧紧螺母,插入销,保证轴承转动灵活。
(5)将轴承盖装入轴承座内(盖与座间预装调整垫片),用4个M8×1×20螺钉和垫圈将其紧固在轴承座上。
(6)轴承装配后应清洗干净,并用压缩空气吹扫,保证轴承转动灵活。
(7)将挡圈装入右端槽内。
6.2.2.3轴承箱装配(见图6-15d)
(1)测量轴承箱两台阶间距75和隔套长度75,选配隔套长度大于间距0.02~0.07mm。
图6-15d调控传动装置轴承箱装配
1―销紧螺母;2―滚动轴承;3―隔套;4―轴承箱;5―从动齿轮。
(2)将轴承208清洗干净并用压缩空气吹净后,在内外圈涂上一层润滑油,将其中一个压入轴承箱底部孔内。
再将从动齿轮从该轴承孔穿入,从上端装入隔套。
将另一轴承压入轴承箱上部孔内,用两个M39×1.5左旋螺母1拧紧。
检查齿轮应转动灵活,无卡滞现象。
6.2.2.4轴装配
(二)(见图6-15e)
(1)将轴承洗净后用压缩空气吹净,内圈涂润滑油,压入轴承座孔内,把密封圈110×3.1套在轴承座环槽内。
(2)将轴承洗净后用压缩空气吹净,内圈涂润滑油装在齿轮轴上,装上隔套
(一)。
图6-15e调控传动装置轴装配
(二)
1-螺栓;2-垫圈;3-压板
(一);4-螺母;5-垫圈;6-调整垫片;7,21-滚动轴承;8-轴承座;9-O形密封圈;10-隔套;11-键;12-卡簧;13-调整螺母;14-滚针;15-限速弹簧;17-止动垫片;18-飞铁;20-隔套
(一);22-齿轮轴。
(3)配连杆齿轮轴和飞锤座的键,装上飞锤并达到和齿轮轴圆周方向缓量。
(4)将飞锤装入飞锤座内,保证飞锤在飞锤座中往复运动灵活,无卡滞现象。
装上限速弹簧,拧上调整螺母,用M5×6螺栓将止动垫片紧固在飞锤座上,并将其外侧折弯。
(5)装上隔套,将压入轴承座上的轴承轻轻敲入轴端,套上垫圈,拧上螺母紧固。
转动齿轮轴应灵活无卡滞现象,再将压板及调整垫片用四个M6×12螺钉和垫圈紧固到轴承座上。
(6)以上工作完成后,用清洁油将轴清洗干净,再用压缩空气吹净,齿轮轴转动灵活、无卡滞。
6.2.2.5转速表传动装配(见图6-15f)
(1)齿轮装配。
将两个轴承清洗吹净后,在内圈涂润滑油,并将其装在齿轮轴上,加垫圈用螺母紧固。
转动齿轮要灵活,无卡滞现象。
图6-15f转速表传动装配
1,2,3,22,26-垫片;4,5-调整垫片;6-通油螺栓;7,12-垫圈;8-轴承套;9-齿轮;10-齿轮装配;11-压板
(二);13,24-螺栓;14-轴;15-O形密封圈;16-壳体;17-支承座;18-尼龙绳装配;19-套管;20-转速表架;21-转速表;23-螺母;25-法兰;27-闷盖;28-销;29-滚动轴承;30-盖。
(2)尼龙绳装配。
将螺钉M5×6分别预装在两个接头上,将ф2×200尼龙绳除去线芯,缠绕四圈,打死结后,将接头处熔着。
用ф6±0.15×13塑料管套装在尼龙绳上,将接头处遮住,两端各穿上卡环,使卡环分别固定在两个接头上。
(3)垂直轴装配。
将齿轮装在轴上,同钻ф3.8透孔,铰ф4H8透孔,铰ф4H8,孔口倒角1×45º,并吹扫干净,打上定位销,将两端铆死并修平整。
将两个轴承清洗吹净后,内孔涂少量润滑油,装好轴承,过盈量为0.002~0.022mm。
(4)垂直轴组装。
将垂直轴装配在盖上,轴承外圈与盖孔间隙过盈量为0~0.021mm,组装后轴承应转动灵活。
(5)水平轴装配。
将齿轮装配的轴承外圈涂少量润滑油,压入轴承套孔内,配合间隙为0.007mm到过盈0.018mm,轴承外圈与轴承套靠紧。
并在轴承内外圈间涂二硫化钼润滑脂。
将压板
(二)加适当调整数量垫片装入轴承套内,端面靠紧轴承外圈。
(6)将水平轴装配加适当数量垫片预装入壳体ф56H9孔内,并使法兰面靠近壳体台面,用三个M6的工艺螺钉拧入壳体螺纹孔内。
(7)将垂直轴组装加一定数量的调整垫片从壳体ф40H7孔装入,用4-M6螺母加弹簧垫圈将盖紧固在壳体上。
在轴承内外圈之间涂二硫化钼润滑脂。
(8)测量伞齿轮齿侧间隙为0.1~0.2mm。
(9)增加或减少调整垫片的数量来调整齿侧间隙为0.1~0.2mm。
(10)取下工艺螺栓,将通油螺栓加垫圈及3个M6×16螺栓加垫圈紧固在壳体上,此时齿轮装配及垂直轴组装应转动灵活,无卡滞。
(11)将密封圈15装入法兰环槽内,使法兰从ф26j7孔中装在壳体上,法兰端面靠紧轴承外圈。
(12)加ф50×ф42×2垫片安装闷盖并拧紧(此项检查后进行)。
(13)检查伞齿轮齿侧间隙0.1~0.2mm。
6.2.2.6停车器装配(见图6-15g)
(1)停车器杆组装
(a)将弹簧座压入杆部相应位置。
(b)将轴承清洗吹干后内圈涂少量的润滑油,两侧加垫片放入杆15H11槽中。
将支轴穿入槽孔及轴承孔内,将两个挡圈2分别放入支轴两端槽内,轴承应转动灵活。
(2)停车器组装
(a)将杆与弹簧座外表面涂少量润滑油装入停车器体,装上弹簧。
(b)在停车器组装胎上,将停车器体盖与体用2-M8×1×25及2-M8×1×65螺栓及4个垫圈紧固。
(3)安装摇臂
(a)将滚动轴承943/12清洗,吹干净后内外圈涂少量润滑油装入摇臂ф17j7孔内,滚针转动应灵活。
(b)将滚轮装入摇臂10H11槽中,用光圆销10×40×37穿入摇臂及滚轮孔中,加垫圈,将销3×20穿在光圆销一端。
图6-15g停车器装配
1-停车器体;2-挡圈;3-滚轮滚针轴承;4-支轴;5-杆;6-弹簧座;7,8,27-销;9,14,20,23-垫圈;10-停车器弹簧;11-拐臂轴;12-停车器盖;13,15-螺栓;16-输出臂;17-联接板;18-联接叉;19-联接臂;21-室温快速粘胶;22-手柄轴;24-轴;25-套;26-复原手柄;28-滚轮;29-摇臂;30-滚动轴承。
(c)将两个套分别装在摇臂φ17j7孔滚针轴承两侧,然后将摇臂放在停车器体槽中,用轴将停车器与摇臂联接。
(4)安装输出臂
(a)将停车器盖上紧固螺栓2-M8×1×65松开并取下该螺栓及2个垫圈。
(b)将输出臂放入停车器盖上方双槽内,把拐臂轴穿入输出臂及停车器盖上的相应孔内,此时输出臂应能绕拐臂轴摆动。
(c)将销穿入输出臂长圆孔及停车器杆相应孔中使两者连在一起,并穿上开口销。
(d)重新加垫圈把紧2-M8×1×65螺栓。
(5)装复原手柄
(a)将联接板圆孔一端同联接叉用销连在一起并用开口销加垫圈10使其固定。
(b)将联接板园孔一端插入输出臂相应槽内,用销将其连在一起并用开口销加垫圈10使其紧固。
(c)将连接臂与联接叉用销连在一起,并用开口销加垫圈10使其固定。
(d)将手柄轴螺纹部分及ф24圆台靠螺纹一侧涂胶粘剂(660机械另件固特密封剂,或J39室油快速成固化胶粘剂;或DG-38万能胶)加垫圈12旋入停车器体相应螺纹孔中。
(e)将手柄轴插入复原手柄ф12孔内,并用开口销加垫圈12固定。
将复原手柄头部插入联接臂槽中,并用销将其连在一起,用开口销加垫圈10使其固定。
6.2.2.7停车按钮装配
(a)将复原弹簧放入座体内,推杆杆部通过弹簧内圈从座孔ф10穿出。
将O型密封圈1.3×19放入座体相应环槽内。
(b)将顶杆开口向上放入座体内,顶杆一端压在推杆大端面上,注意顶杆开口方向与座体开槽方向一致。
(c)将停车按钮旋紧在停车手把,加垫圈于螺纹杆部,再将手把10b11处放在顶杆槽内,ф10H9孔与座体2-ф10H9孔对齐。
6.2.2.8安装主动齿轮
酌情选择调整垫片放在箱体ф132mm孔上平面,将轴装配
(一)从左向右装入箱体,右侧轴承轻敲入箱体ф72mm孔内,用两个工艺螺栓紧固。
6.2.2.9安装极限调速器轴组装
(1)选择适当调整垫片装在轴装配
(二)轴承座ф112mm外径处。
(2)将轴装配
(二)穿入箱体ф112mm孔内,前部轴承轻敲进ф72mm孔内,轴承座推靠在ф112mm孔端面处(油孔位于下部)极限调速器齿轮与主动齿轮齿侧间隙0.05~0.3mm,不合格时增减调整垫片,用工艺螺栓将轴承座拧固在箱体上。
(3)转动主动齿轮,伞齿轮转动灵活,无卡滞。
6.2.2.10安装轴承箱
(1)在轴承箱与箱体的接触面上酌情选用调整垫片将轴承箱组装安装在箱体上,用两个M12×1.25工艺螺母加垫片使轴承箱紧固在箱体上。
(2)轴承箱与箱体装配后测量两齿齿侧间隙,两处同时选用垫片,调整主动齿轮与从动齿轮,齿背应平齐,齿侧间隙为0.05~0.15mm。
(3)重新检查主动齿轮与极限调速器齿轮间隙,增减极限调速器调整垫片,直至间隙为0.05~0.3mm。
(4)取下全部工艺螺栓,用各自产品螺栓将其紧固在箱体上。
检查主动齿轮与从动齿轮齿侧间隙为0.05~0.15mm,与极限调速器齿轮齿侧间隙为0.05~0.3mm,各运动件应转动灵活,无卡滞现象。
6.2.2.11安装从动法兰
(1)将箱体放在组装胎上,ф142止口插入组装胎相应孔中,把紧螺栓3–M12。
(2)将从动法兰套在轴上,使两锥面紧密配合后,用深度游标尺测量从法兰端面与箱体大端面之间的距离。
(3)将从动法兰的压装工具空心螺栓拧紧在轴M12×1.25螺孔中,并用螺母M20×1.5将压紧环靠在从动法兰端面处。
(4)将液压拆装工具接头紧固在空心螺栓上,开启阀门,压动手压泵,当压力表油压在30MPa~60MPa内时保压,并扳动螺母M20×1.5旋转,通过压紧环使从动法兰与轴1:
50锥面形成过盈配合。
使从动法兰端面与箱体大端面之间距离在60~63.5mm之内。
(5)松开手压泵阀门,压力油泄出。
(6)松动空心螺栓,将其从轴上取下。
此时从动法兰与轴1:
50锥面过盈量应为0.031~0.057mm。
6.2.2.12安装停车器组装
选择适当调整垫片装在停车器体ф76mm外圆处,把停车器体装在箱体ф76孔中,用4个M12×1.25


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- DF4D 内燃机车 调控 系统
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 国企会计岗位笔试试题及答案解析(分享).docx
国企会计岗位笔试试题及答案解析(分享).docx
-
代办营业执照合同协议书范本模板1.docx
-
工业机械手的PLC控制.doc
-
房屋砖混结构技术标.doc
-
消防工程监理评估报告.doc
-
[精品]杨树生产及存在问题与对策.docx
-
风险管理与金融机构课后附加题参考答案(中文版).doc
-
2021年全国安全知识竞赛经典题库及答案(共260题).docx
-
建筑工程合作协议书、建筑股东合作协议书.doc
-
高中班主任教育叙事3篇.docx
-
嵌入式软件系统期末大作业.docx
-
学校心理危机事件预警及处置预案.docx
-
一年级下册数学竞赛试题精选-.doc
-
二年级音乐学科期末试卷(人教版).doc
-
平顶山学院2021年招聘辅导员试题及答案.docx
-
小学数学应用意识与应用能力的培养课题总结报告.docx
-
企业宣传片初步报价方案.docx
-
市政道路工程设计合同.doc
-
竞赛筹备方案.docx
-
两位数加减两位数不进位不退位教学设计.docx
-
高中学生因病请假制度.docx
-
某某竹木垃圾粉碎加工厂竹木秸杆废弃物粉碎加工综合利用项目建议书.docx
 行政事业单位内部审计流程图(按照新内部审计准则).xls
行政事业单位内部审计流程图(按照新内部审计准则).xls
-
三年级下册道德与法治期末测试卷附答案(完整版).docx
-
疫情期间日常消毒记录表EXCEL模板(完整版).docx
-
商业银行个人信贷操作风险防控要点及案例解析.docx
-
优秀团员、团干评选方案.docx
-
基于PLC的 双门通道控制系统设计.docx
-
《弘扬真善美》教学设计.doc
-
五年级分数计算题.docx
-
西南大学0163答案.docx
-
医院义诊制度.docx
-
自学考试27877市场营销学总复习复习资料Word格式.docx
-
最近发展区在英语阅读中的应用Word下载.docx
-
小学应急预案Word文档格式.docx
-
新概念第2册词汇汇总Word格式文档下载.docx
-
血液内科医师岗位工作总结汇报报告与工作计划范文模板Word文档格式.docx
-
新目标英语八年级上册全册导学案Word文档下载推荐.docx
-
养殖场劳动用工合同范本精选四篇Word文件下载.docx
-
我要的坚强作文15篇Word格式.docx
-
新员工座谈会主持词Word文档格式.docx
-
一般货物销售合同示范条款Word文件下载.docx
-
小学六年级数学毕业考试计算大全 13Word文档格式.docx
-
形容大风的成语Word格式.docx
-
小学生素质综合评价手册家长评语大全Word格式.docx
-
学年高中化学 专题3 溶液中的离子反应 第四单元 第一课时 沉淀溶解平衡原理学案Word格式文档下载.docx
-
小学生安全教育主题班会教案Word文件下载.docx
-
小学数学三年级数学下第一单元教案Word文档格式.docx
-
校长关于课改阶段总结发言稿Word文档格式.docx
-
小学四年级数学口算练习题人教版文档格式.docx
-
新目标人教新目标七年级下期末模拟英语卷 1Word格式文档下载.docx
