 压力管道焊接工艺评定50236样式.docx
压力管道焊接工艺评定50236样式.docx
- 文档编号:27751305
- 上传时间:2023-07-04
- 格式:DOCX
- 页数:7
- 大小:38.24KB
压力管道焊接工艺评定50236样式.docx
《压力管道焊接工艺评定50236样式.docx》由会员分享,可在线阅读,更多相关《压力管道焊接工艺评定50236样式.docx(7页珍藏版)》请在冰豆网上搜索。
压力管道焊接工艺评定50236样式
焊接工艺评定
编号:
XXDZ-06
评定单位:
承德新新电子有限公司
评定日期:
2006-8-1
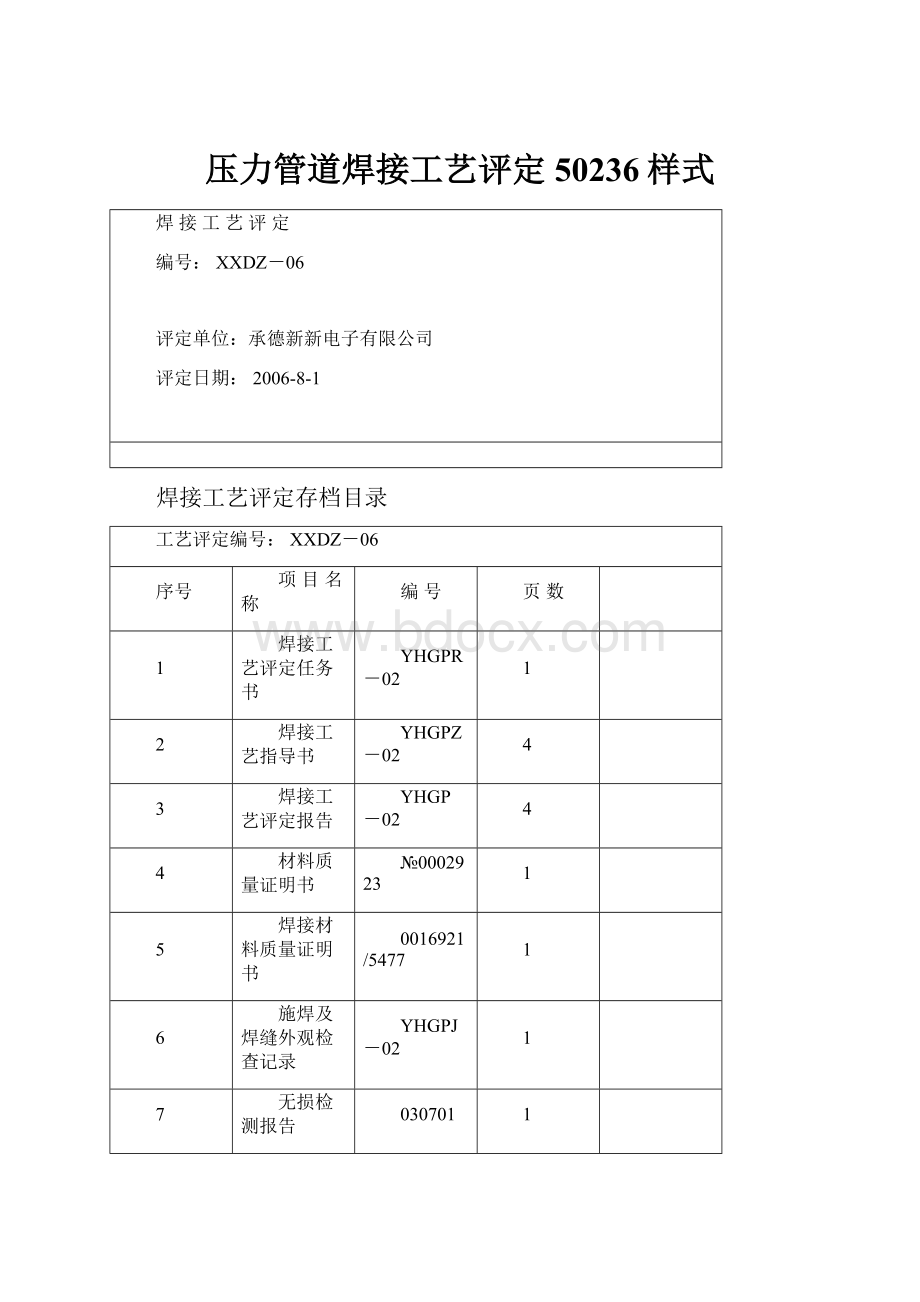
焊接工艺评定存档目录
工艺评定编号:
XXDZ-06
序号
项目名称
编号
页数
1
焊接工艺评定任务书
YHGPR-02
1
2
焊接工艺指导书
YHGPZ-02
4
3
焊接工艺评定报告
YHGP-02
4
4
材料质量证明书
№0002923
1
5
焊接材料质量证明书
0016921/5477
1
6
施焊及焊缝外观检查记录
YHGPJ-02
1
7
无损检测报告
030701
1
8
工艺评定试件试验报告
YHGPS-02
2
备
注
存档日期:
2006-8-1
焊接工艺评定任务书
单位名称:
承德新新电子有限公司
批准人:
王兴立
焊接工艺评定任务书编号:
YHGPR-02
日期:
2006-08-01
母材牌号、规格:
板Q235-B、T=6mm
焊材牌号、规格:
J422、φ3.2、φ4.0
接头形式:
板对接
焊接方法:
SMAW
焊接位置:
平焊
预热和焊后热处理要求:
/
评定标准:
GB50236-98现场设备、工业管道焊接工程施工及验收规范
焊缝结构示意图:
60O±5°
6
2±12±1
要求检验的项目
外观检查:
√
无损探伤:
射线(√)超声(/)表面(/)
力学及弯曲性能试验
项目
拉伸
弯曲
冲击
试样数量
接头
全焊缝
面弯
背弯
侧弯
焊缝
热影响区
2
/
/
/
4
3
3
宏观金相:
/
微观金相:
/
接头硬度分布测定:
/
熔敷金属化学成分:
/
其他项目:
/
编制:
梁立国审核:
陈守坤日期:
2006-08-01
焊接作业指导书
单位名称:
承德新新电子有限公司编制人:
梁立国批准人:
王兴立
焊接工艺指导书编号:
YHGPZ-02日期:
2006-08-01焊接工艺评定报告编号:
XXDZ-06
焊接方法:
焊条电弧焊(SMAW)机械化程度(手工、半自动、自动):
手工
焊接接头:
板材对接焊缝
坡口形式:
Y形坡口
衬垫(材料及规格):
无衬垫
其他:
简图:
(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)
母材:
类别号P1组别号1-1与类别号P1组别号1-1相焊及标准号GB/T3274钢号Q235-B与标准号GB/T3274钢号Q235-B相焊
厚度范围:
板材:
对接焊缝12≤T≤24角焊缝:
不限
管材直径、壁厚范围:
对接焊缝Ф不限,12≤T≤24角焊缝不限
焊缝金属厚度范围:
对接焊缝2S,角焊缝2S
其他:
/
焊接材料:
焊材类别
碳钢焊条
碳钢焊条
焊材标准
GB5117
GB5117
填充金属尺寸
/
/
焊材型号
Ф3.2
Ф4.0
焊材牌号(钢号)
J422
J422
其他
耐蚀堆焊金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
其他:
焊接位置:
对接焊缝的位置:
平位
焊接方向:
向上向下√
角焊缝位置:
/
焊后热处理:
加热温度:
/℃升温速度:
/℃/min
保温时间:
/h冷却方式:
/
预热:
最低的预热温度:
/℃
最高的层间温度:
/℃
保持预热时间:
/h
加热方式:
/
保护气体:
/
尾部保护气:
/流量:
/L/min
背面保护气:
/流量:
/L/min
电特性
电流种类:
交流极性:
/
焊接电流范围(A):
90~170电弧电压(V):
22~26
焊缝
层次
焊接
方法
焊条焊丝
焊接电流
电弧电压
(V)
焊接速度
(cm/min)
线能量
(kj/cm)
牌号
直径mm
极性
电流(A)
1
手弧焊
J422
3.2
90~130
22~24
11~14
8485~17020
2
手弧焊
J422
4.0
140~170
24~26
14~17
11860~18940
3
手弧焊
J422
4.0
140~170
24~26
14~17
11860~18940
4
手弧焊
J422
4.0
140~170
24~26
14~17
11860~18940
钨极规格及类型:
钍钨极/铈钨极/
熔化极气体保护焊滴过渡形式:
喷射过渡/短路过渡/
焊丝送进速度范围:
/
技术措施:
摆动焊或不摆动焊:
摆动焊摆动方式:
焊工自己掌握
喷嘴尺寸:
/
焊前清理或层间清理:
1.焊前须将坡口两侧20mm范围内的油污、铁锈及其它杂质清除干净,直至露出金属光泽。
2.每焊完一道缝后,须彻底清除熔渣。
背面清根方法:
/
导电嘴至工件距离(每面):
/
多道焊或单道焊:
单道焊
多焊丝或单焊丝:
/
锤击:
有无
环境温度:
15℃相对湿度:
65%
其他:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压力 管道 焊接 工艺 评定 50236 样式
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
洞口封堵方案Word下载.docx
-
小学语文优秀教学设计集锦Word下载.docx
-
中考化学总复习初中化学必考重点方程式全部汇总超全Word格式.docx
-
学校食堂租赁合同三篇Word下载.docx
-
中国期货行业人才发展战略十项举措文档格式.docx
-
学校值班记录表精选干货文档格式.docx
-
分级管控清单Word文档下载推荐.docx
-
CTD格式原料药要求Word文档下载推荐.docx
 小学生计算机基础知识优质PPT.ppt
小学生计算机基础知识优质PPT.ppt
-
发布会领导致辞稿Word文档下载推荐.docx
-
药品采购招标文件模板Word文件下载.docx
-
压力容器操作人员考试题Word下载.docx
-
《连续体力学》习题及解答4分析Word格式文档下载.docx
-
仪表验收规范Word文档格式.docx
-
4危废泄漏专项应急预案范本Word下载.docx
-
超市食品采购制度Word文件下载.docx
-
中华人民共和国残疾人保障法Word格式文档下载.docx
-
最新整理苏教版化学必修二知识点整理教学内容Word文档格式.docx
-
幼儿园管理论文10篇文档格式.docx
