 支架工序卡.docx
支架工序卡.docx
- 文档编号:27606263
- 上传时间:2023-07-03
- 格式:DOCX
- 页数:19
- 大小:83.04KB
支架工序卡.docx
《支架工序卡.docx》由会员分享,可在线阅读,更多相关《支架工序卡.docx(19页珍藏版)》请在冰豆网上搜索。
支架工序卡
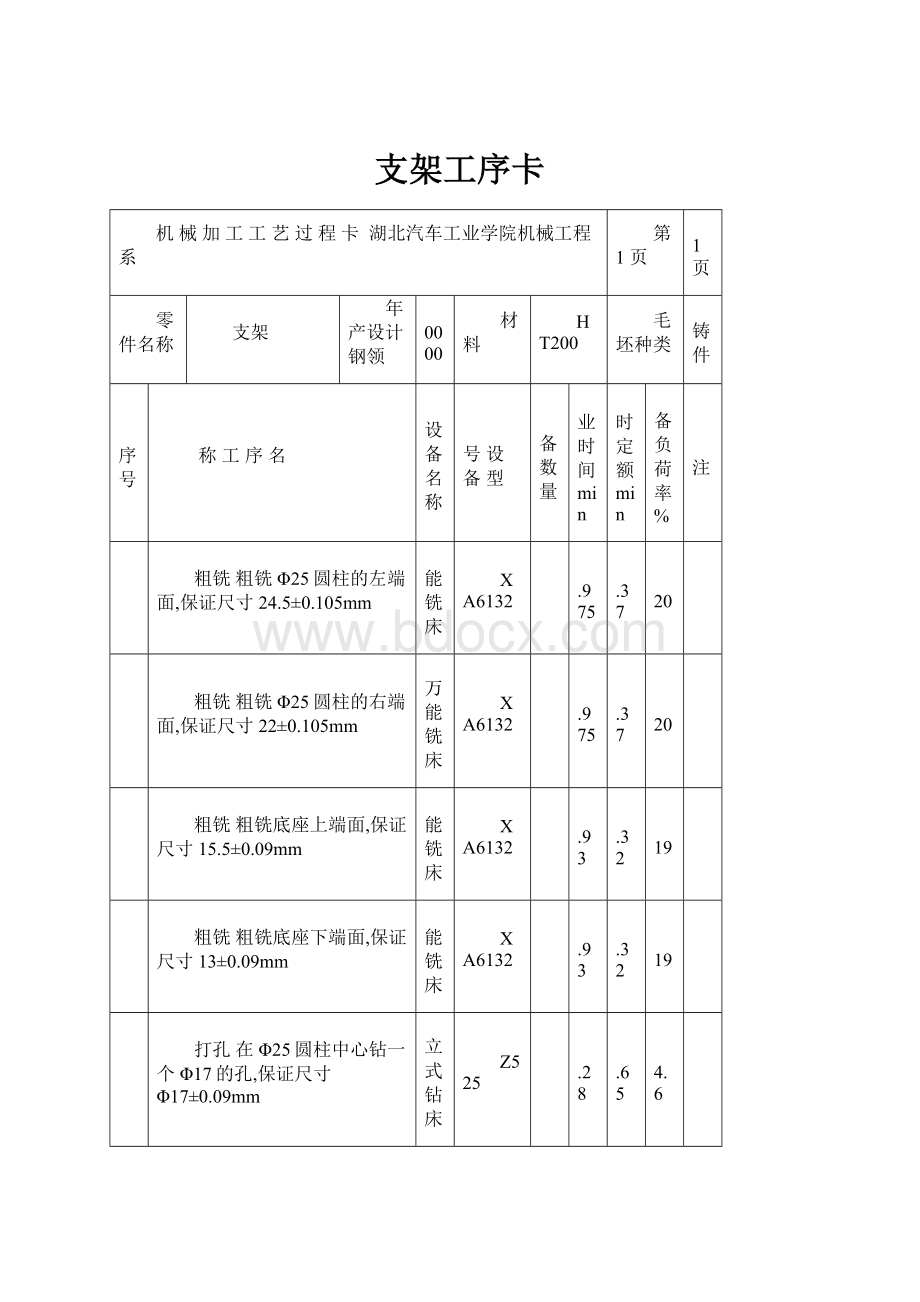
机械加工工艺过程卡湖北汽车工业学院机械工程系
第1页
共1页
零件名称
支架
年产设计钢领
10000
材料
HT200
毛坯种类
铸件
工序号
称工序名
设备名称
号设备型
设备数量
作业时间min
工时定额min
设备负荷率%
备注
1
粗铣粗铣Φ25圆柱的左端面,保证尺寸24.5±0.105mm
万能铣床
XA6132
1
0.975
1.37
%20
2
粗铣粗铣Φ25圆柱的右端面,保证尺寸22±0.105mm
万能铣床
XA6132
1
0.975
1.37
%20
3
粗铣粗铣底座上端面,保证尺寸15.5±0.09mm
万能铣床
XA6132
1
0.93
1.32
%19
4
粗铣粗铣底座下端面,保证尺寸13±0.09mm
万能铣床
XA6132
1
0.93
1.32
%19
5
打孔在Φ25圆柱中心钻一个Φ17的孔,保证尺寸Φ17±0.09mm
立式钻床
Z525
1
0.28
0.65
%4.6
6
钻底板左边Φ7的孔,保证尺寸Φ7±0.075mm
立式钻床
Z525
1
0.15
0.34
%4.8
7
钻底板右边Φ7的孔,保证尺寸Φ7±0.075mm
立式钻床
Z525
1
0.15
0.34
%4.8
8
铰孔铰Φ18的孔,保证Φ18±0.0135mm
立式钻床
Z550
1
0.33
0.71
%5.1
9
铰孔铰底板左边Φ8的孔,保证Φ8±0.011mm
立式钻床
Z550
1
0.15
0.25
%3.6
10
铰孔铰底板右边Φ8的孔,保证Φ8±0.011mm
立式钻床
Z550
1
0.15
0.25
%3.6
11
去毛刺去除全部毛刺
钳工台
12
质检按零件图样要求全面检查
钳工台
班级
T1113-1
学号
组号
姓名
批阅
成绩
日期
湖北汽车工业学院机械工程系
卡工序械加工机
零件名称
支架
切削液
无
页11共
工序名称
铣端面
工序号
1
1第页
计设
陈定树
对校
李冰洁
修改
林威
核审
邓盼
名称具机床夹
专用夹具
基本切削主轴切削切削刀辅具名进给量备设序号工量检具名称容内序时间速度深度转速长度mm/r
称号型min
r/min
m/min
mm
mm
XA613225
47.5
1
2.5
0.975
60
0.21
0.105mm保证尺寸镶齿圆柱圆柱的上端面Φ粗铣,粗铣专用量块25,24.5±铣刀
湖北汽车工业学院机械工程系
零件名称机械加工工序卡工序名称
支架
切削液
无
共11页
铣端面
工序号
2
页第2
设计
陈定树
对校
李冰洁
改修
林威
审核
邓盼
名称夹具机床
专用夹具
主轴切削切削切削基本进给量序时间深度转速速度长度量检具名称刀辅具名称设备工序内容型号mm/r
号min
mm
mm
r/min
m/min
0.975
2
25
2.5
XA6132
0.21
60
47.5
圆0.105
22粗铣下端面保证尺寸±镶齿铣柱专用量块刀.
湖北汽车工业学院机械工程系
零件名称机械加工工序卡工序名称
支架
切削液
无
共11页
铣端面
工序号
3
第3页
设计
陈定树
对校
李冰洁
改修
林威
审核
邓盼
名称夹具机床
专用夹具
主轴切削切削切削基本进给量序时间深度转速量检具名称刀辅具名称号型备设容内序工速度长度mm/r
号minmmmmr/minm/min
0.93
XA613216
2.5
0.28
47.5
标准镶齿圆37.5
粗铣底板下端面保证尺寸0.09
±15.5专用量块
柱铣刀
湖北汽车工业学院机械工程系
零件名称机械加工工序卡工序名称
支架
切削液
无
共11页
铣端面
工序号
4
第4页
计设
陈定树
校对
李冰洁
改修
林威核审
邓盼名称具床机夹专用夹具
主轴切削切削切削基本进给量序时间深度转速量检具名称刀辅具名称号型备设容内序工速度长度mm/r
号minmmmmr/minm/min
0.93
XA613216
2.5
0.28
47.5
标准镶齿圆37.5
1
粗铣底板上端面保证尺寸0.09
±13专用量块
柱铣刀
湖北汽车工业学院机械工程系
零件名称机械加工工序卡工序名称
支架
切削液
无
共11页
钻孔
工序号
5
页第5
设计
陈定树
对校
李冰洁
改修
林威
审核
邓盼名称夹具机床
专用夹具
主轴切削切削切削基本序进给量时间深度转速量检具名称刀辅具名称设备型号容内序工速度长度mm/r
号minmmmmr/minm/min
0.28
22
0.28
钻18.8
Z525
高速钢双锥392
专用量块1
0.18
钻Φ,保证16Φ±17修磨横刃.
湖北汽车工业学院机械工程系
零件名称机械加工工序卡工序名称
支架
切削液
无
共11页
钻孔
工序号
6
页第6
设计
陈定树
对校
李冰洁
改修
林威
审核
邓盼
名称夹具机床
专用夹具
主轴切削切削切削基本序进给量时间深度转速量检具名称刀辅具名称设备型号容内序工速度长度mm/r
号minmmmmr/minm/min
0.15
130.1331钻左边的Z525
高速钢双锥960专用量块1
0.16Φ的孔,保证尺寸7Φ±7修磨横刃.
湖北汽车工业学院机械工程系
零件名称机械加工工序卡工序名称
支架
切削液
无
共11页
钻孔
工序号
7
页第7
设计
陈定树
对校
李冰洁
改修
林威
审核
邓盼
名称夹具机床
专用夹具
主轴切削切削切削基本进给量序时间深度转速量检具名称刀辅具名称设备型号容内序工速度长度mm/r
号minmmmmr/minm/min
0.15
13
0.13
31
钻右边的Z525
高速钢双锥960
专用量块1
0.16Φ的孔,保证尺寸7Φ±7修磨横刃.
湖北汽车工业学院机械工程系
零件名称机械加工工序卡工序名称
支架
切削液
无
共11页
铰孔
工序号
8
页第8
设计
陈定树
校对
李冰洁
改修
林威
核审
邓盼名称夹具机床
专用夹具
主轴切削切削切削基本序进给量时间深度转速刀辅具名称号型备设量检具名称工序内容速度长度mm/r
号minmmmmr/minm/min
0.33
22
1
1.8
7.25
125
专用量块高速钢铰刀Z550
0.0135±18Φ保证,的孔18Φ铰铰孔.
湖北汽车工业学院机械工程系
零件名称机械加工工序卡工序名称
支架
切削液
无
共11页
铰孔
工序号
9
页第9
设计
陈定树
校对
李冰洁
改修
林威
核审
邓盼
名称夹具机床
专用夹具
主轴切削切削切削基本序进给量时间长度深度转速量检具名称刀辅具名称设备型号工序内容速度mm/r
号minm/minmmr/minmm
0.070.9
1
专用量块Z550
高速钢铰刀996
25.34
13
0.011铰孔的孔,保证8Φ铰左边8Φ±5
湖北汽车工业学院机械工程系
零件名称机械加工工序卡工序名称
支架
切削液
无
共11页
铰孔
工序号
10
页第10
计设
陈定树
对校
李冰洁
修改
林威
核审
邓盼名称夹具机床
专用夹具
主轴切削切削切削基本序进给量时间长度深度转速量检具名称刀辅具名称设备型号工序内容速度mm/r
号minm/minmmr/minmm
0.070.9
1
专用量块Z550
高速钢铰刀996
25.34
13
0.011铰孔的孔,保证8Φ铰左边8Φ±5
湖北汽车工业学院机械工程系
零件名称机械加工工序卡工序名称
支架
切削液
无
共11页
去毛刺
工序号
11
页第11
设计
校对
改修
核审
名称夹具机床
主轴切削切削切削基本进给量序时间速度长度深度转速刀辅具名称量检具名称号型备设工序内容mm/r
号min
m/min
mm
r/min
mm
1去毛刺钳工台
2
按零件图样要求全面检查质检.


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 支架 工序
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
社会福利院PPP项目物有所值评价报告.docx
-
涉外礼仪教案.docx
-
什么是IC封装.docx
-
审核版学年高二语文上学期期末质量检测试题新人教版 第19套doc.docx
-
生活类竞赛题100道.docx
-
生物中考模拟试题.docx
-
施工单位安全生产基本保障措施.docx
-
施工现场机械维修保养记录表范本.docx
-
十月企业标语.docx
-
实习日志10篇.docx
-
实验小学网络教研实施方案.docx
-
史上最全日常生活英语单词水果蔬菜动物职业学科运动乐器国家天气工具服装.docx
-
市场调研委托合同书.docx
-
市政热力工程施工方法.docx
-
试验1像面全息图.docx
-
收盘沪指跌047失守4400点 南北车再涨停.docx
-
书作文之我在读书中成长作文600字.docx
-
数据库实验报告3.docx
-
数学三年级数学教案《面积和面积单位》教案1.docx
