 立式行星系列减速机连接法兰机械加工工艺设计设计说明书.docx
立式行星系列减速机连接法兰机械加工工艺设计设计说明书.docx
- 文档编号:27561133
- 上传时间:2023-07-02
- 格式:DOCX
- 页数:28
- 大小:1,020.87KB
立式行星系列减速机连接法兰机械加工工艺设计设计说明书.docx
《立式行星系列减速机连接法兰机械加工工艺设计设计说明书.docx》由会员分享,可在线阅读,更多相关《立式行星系列减速机连接法兰机械加工工艺设计设计说明书.docx(28页珍藏版)》请在冰豆网上搜索。
立式行星系列减速机连接法兰机械加工工艺设计设计说明书
1.引言
本课题起源于装配制造业法兰盘工艺设计与数控技术,通过此次毕业设计,可以初步掌握对中等复杂零件进行数控加工工艺规程的编制,学会查阅有关资料,能合理编制数控加工过程卡片、数控加工工序卡片、数控加工刀具卡片、数控编程等工艺文件,能合理的确定加工工序的定位与夹紧方案。
能使用AutoCAD正确绘制机械零件的二维图形,能通过使用UGNX4.0软件对零件进行三维图的绘制,可以提高结构设计能力及建模能力。
编写符合要求的设计说明书,并正确绘制有关图表。
在毕业设计工作中,学会综合运用多学科的理论知识与实际操作技能,分析与解决设计任务书中的相关问题。
在毕业设计中,综合运用数控加工刀具和数控工艺、工装夹具的设计等专业知识来分析与解决毕业设计中的相关问题。
依据技术课题任务,进行资料的调研、收集、加工与整理和正确使用工具书;掌握有关工程设计的程序、方法与技术规范;掌握实验、测试等科学研究的基本方法;以及与解决工程实际问题的能力。
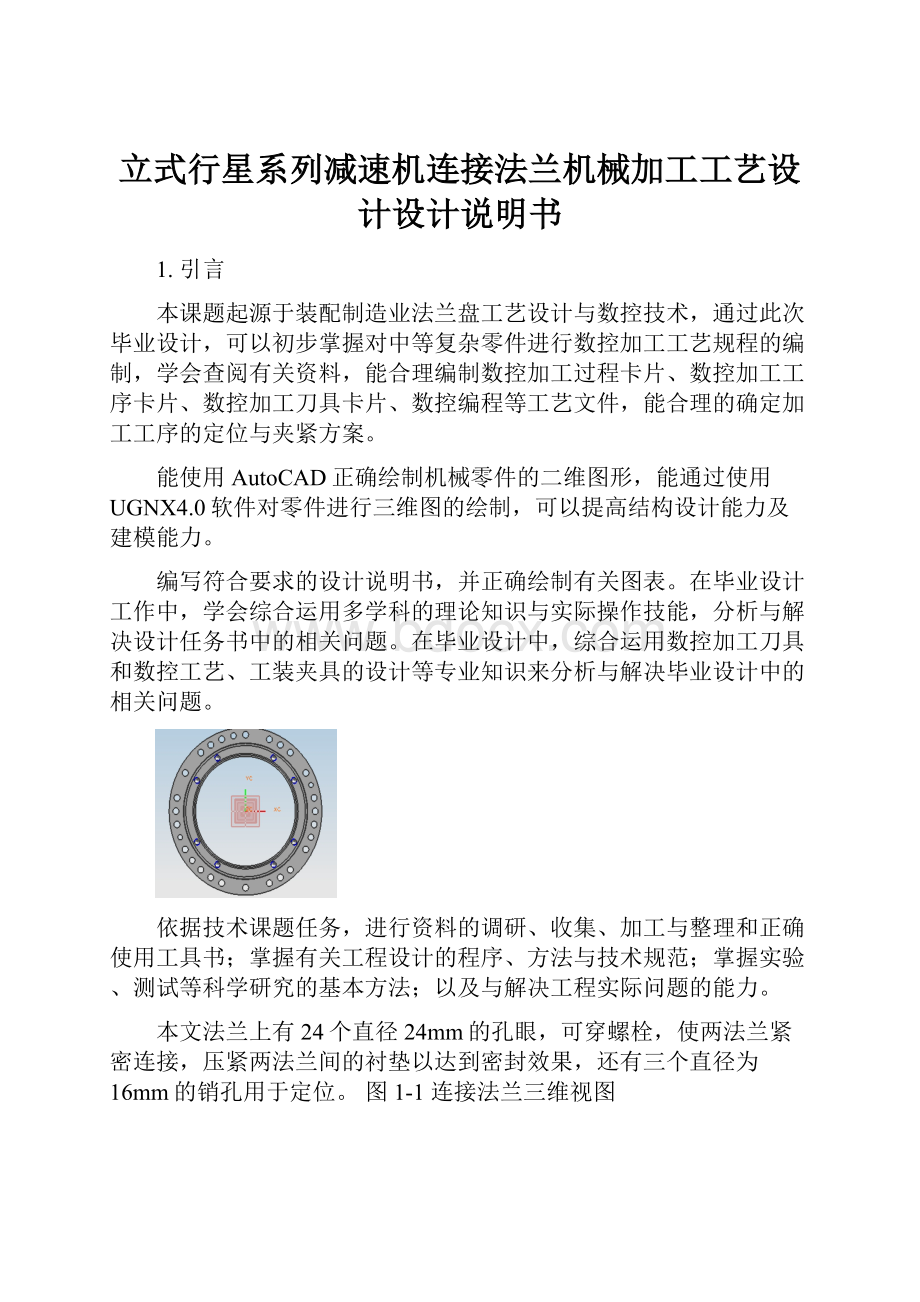
本文法兰上有24个直径24mm的孔眼,可穿螺栓,使两法兰紧密连接,压紧两法兰间的衬垫以达到密封效果,还有三个直径为16mm的销孔用于定位。
图1-1连接法兰三维视图
法兰的连接主要特点是拆卸方便、强度高、密封性能好。
安装法兰时要求两个法兰保持平行,法兰的密封面不能碰伤,并且要清理干净。
论文以工件的定位装夹,与切削用量的选择,加工顺序和典型零件为例,结合数控加工的特点,分别进行工艺方案分析,机床的选择,刀具加工路线的确定,数控程序的编制,最终形成可以指导生产的工艺文件。
在整个工艺过程的设计过程中,使得零件的加工成本最低,使得零件加工方便、定位精准、刚性好,合理选用刀具和切削参数,使得零件的加工在保证零件精度的情况下,加工效率最高、刀具消耗最低。
最终形成的工艺文件要完整,并能指导实际生产。
2.零件的分析
2.1零件的作用
法兰又叫法兰盘或凸缘盘,一种盘状零件,在管道工程中最为常见。
法兰是使管子与管子相互连接的零件,连接于管端;也有用在设备进出口上的法兰,用于两个设备之间的连接。
如减速机法兰。
法兰连接或法兰接头,是指由法兰、垫片及螺栓三者相互连接作为一组组合密封结构的可拆连接,管道法兰系指管道装置中配管用的法兰,用在设备上系指设备的进出口法兰。
法兰上有孔眼,螺栓使两法兰紧连。
法兰间用衬垫密封。
法兰分螺纹连接(丝扣连接)法兰和焊接法兰和卡夹法兰。
法兰都是成对使用的,低压管道可以使用丝接法兰,四公斤以上压力的使用焊接法兰。
两片法兰盘之间加上密封点,然后用螺栓紧固。
不同压力的法兰有不同的厚度和使用不同的螺栓。
水泵和阀门,在和管道连接时,这些器材设备的局部,也制成相对应的法兰形状,也称为法兰连接。
凡是在两个平面在周边使用螺栓连接同时封闭的连接零件,一般都称为“法兰”,如通风管道的连接,这一类零件可以称为“法兰类零件”。
但是这种连接只是一个设备的局部,如法兰和水泵的连接,就不好把水泵叫“法兰类零件”。
比较小型的如阀门等,可以叫“法兰类零件”。
连接法兰(图纸见附件1)就是把两个管道、管件或器材,先各自固定在一个法兰盘上,然后在两个法兰盘之间加上法兰垫,最后用螺栓将两个法兰盘拉紧使其紧密结合起来的一种可拆卸的接头。
2.2零件的工艺分析
法兰盘是一回转体零件,有一组加工表面,这一组加工表面以Φ412H7mm为中心,包括:
Φ428mm端面及外圆柱面;Φ
mm的内表面及内圆柱面;Ф346mm内圆。
Φ352mm的端面及圆柱面;Φ348mm内圆柱面及表面;
mm内圆柱;Φ280mm的内圆柱;Φ352mm的端面及圆柱面;Φ348mm左端面;Φ17mm的通孔,Φ16mm的通孔,Φ13mm的通孔,M16mm的螺纹孔。
图2-1连接法兰剖面图图2-2连接法兰局面图1
图2-3连接法兰局面图2
通过粗精加工,满足其表面粗糙度要求,最后进行去毛刺。
这组加工表面是以Φ412H7mm为中心,其余加工面都与它有位置关系,可以先加工它的一个端面,再借助专用夹具以这个端面为定位基准加工另一端面,然后再加工其它加工表面。
2.3.确定零件的生产类型
该轴材料为铸件HT150,生产类型为小批量单件生产。
3.工艺规程设计
3.1毛坯的选择
零件是由毛坯按照其技术要求经过各种加工而形成的。
毛坯种类选择的恰当与否,不仅影响产品质量、毛坯的经济性,而且对制造成本也有很大的影响,因此正确的选择毛坯有重大的技术经济意义。
在毛坯选择时,应充分注意到采用新工艺、新技术、新材料的可能性,以降低成本、提高质量和生产率。
毛坯种类的选择决定与零件的实际作用,材料、形状、生产性质以及在生产中获得可能性,毛坯的种类包括:
铸件、锻件、型材、冲压件、冷或热压制件、焊接件等。
根据零件的材料,推荐用型材或锻件,但从经济方面着想,如用型材中的棒料,加工余量太大,这样不仅浪费材料,而且还增加机床,刀具及能源等消耗,而锻件具有较高的抗拉抗弯和抗扭强度,冲击韧性常用于大载荷或冲击载荷下的工作零件。
零件材料HT150考虑零件在机床运行过程中所受冲击不大,零件结构比较简单,而且零件加工的轮廓尺寸不大,在考虑提高生产效率保证加工精度可采用铸造成型。
零件形状并不复杂而且零件加工的尺寸不大,因此毛坯形状可以与零件形状尽量接通。
毛坯材料为铸件HT150,毛坯现已铸造出来,并留出加工余量。
图3-1毛坯俯视图图3-2毛坯剖视图
3.1.1.毛坯的特性分析
该零件的的材料为HT150,铸造成型,具有良好的塑性和适当的强度,工艺性能较好。
3.1.2.设计毛坯图
1、确定圆角半径以减少铸件的应力集中,取铸件的圆角半径为R5-R15。
2、铸件个过渡线平滑过渡,自然。
3、确定分模面由零件的结构特征知,可选过轴线的平面为分模面,采用两箱造型。
4、锐角倒钝。
铸件铸造后应安排时效处理,以消除残余的铸造应力,防止在机械加工过程中出现变形情况。
3.2基面的选择
基面选择是工艺规程设计中的重要工作之一。
基面选择的正确与合理,可以使加工质量得到保障,生产率得以提高。
否则,加工工艺过程中会问题百出,更有甚者,还会造成零件大批量报废,使生产无法正常进行。
在制订工艺过程时,不但要考虑获得表面本身的精度,而且还必须保证表面间的位置精度要求。
这就要考虑工件在加工过程中的定位、测量等基准问题。
1、粗基准与精基准
在零件加工的第一道工序中,只能使用未经加工过的毛坯表面进行定位,这种未经加工的表面基准就称为粗基准。
在粗基准定位定位加工出光洁的表面以后,就可以采用已经加工的表面进行定位,加工过的基准称为精基准。
为了便于装夹和易于获得所要求的加工精度,在工件上特意做出的定位表面称为辅助基准。
2、粗基准的选择
选择粗基准主要是选择第一道机械加工工序的定位基准,以便为后续的工序提供精基准。
选择粗基准的出发点是:
一要考虑如何分配各加工表面的余量:
二要考虑怎样保证不加工面与加工面间的尺寸及相互位置要求。
这两个要求常常是不能兼顾的。
但对于一般的轴类零件来说,以外圆作为粗基准是完全合理的。
对于零件而言,由于每个表面都要求加工,为保证各表面都有足够的余量,应选加工余量最小的面为粗基准(这就是粗基准选择原则里的余量足够原则)。
根据以下原则原则粗基准。
(1)若工件必须首先保证某重要表面的加工余量均匀,则应选择该表面
为粗基准;
(2)在没有要求保证重要表面加工余量均匀的情况下,若零件上每个表
面都要加工,则应该以加工余量最小的表面作为粗基准;
(3)在与上项相同的前提条件下,若零件上有的表面不需加工,则应以不加工表面中与加工表面的位置精度要求较高的表面作为粗基准;
(4)选用粗基准的表面应尽量平整光洁,不应有飞边、浇口、冒口及其他缺陷。
粗基准未经加工,表面比较粗糙而且精度低,二次安装时,其在机床上或夹具上的实际位置可能与第一次安装时不一样,从而产生定位误差,导致相应加工表面出现较大的位置误差。
对本零件而言,根据加工余量最小原则。
以余量最小的表面做为粗基准,以保证各加工表面有足够的加工余量。
分析毛坯尺寸,零件图中Φ280mm的毛坯余量最小,现选取Φ280mm内圆柱面作为粗基准。
在车床上三爪卡(反爪)盘撑住工件内圆柱面,消除工件的六个自由度,达到完全定位。
3、精基准的选择
选择精基准时,主要是要解决两个问题:
一是保证加工精度;二是使装夹方便。
(1)基准重合原则。
直接选择加工表面的设计基准为定位基准,,采用基准重合原则可以避免由定位基准与设计基准不重合引起的定位误差。
(2)基准统一原则。
同一零件的多道工序尽可能选择同一个定位基准,这样既可保证各个加工表面之间的相互位置进度,也简化了夹具的设计与制造,降低了成本,提高了效率。
(3)自为基准原则。
精加工或光整加工工序要求余量小而均匀,因此选择加工表面本身作为定位基准。
(4)互为基准原则。
为了各个加工表面之间具有较高的位置精度,或为了使加工表面具有均匀的加工余量,可采取两个加工表面互为基准反复加工的方法。
(5)便于装夹原则。
所选的精基准应能保证工件定位准确稳定,装夹方便可靠夹具结构简单适用,操作方便灵活。
本零件选择基准统一的原则。
在工件加工过程中采用Φ428mm作为统一的基准加工各外圆柱面不但能在一次安装中加工大多数面,而且能保证各外圆柱表面的同轴度要求以及端面与中心线的垂直度要求。
3.3零件表面加工方法的选择
本零件的加工面有外圆,孔,螺纹,端面等,材料为HT150,以公差等级和表面粗糙度要求以及适用范围,参考《机械制造技术基础》确定各表面加工方法如下:
1、Φ352mm和Φ348mm的外圆柱:
没有尺寸精度要求,表面粗糙度为Ra3.2μm,需要粗车,半精车。
2、Φ
mm的内圆:
公差等级为IT7,表面粗糙度为Ra1.6μm,需要粗车,半精车,精车。
3、Φ
mm的表面:
尺寸精度要求不高,表面粗糙度为Ra1.6μm,需要粗车,半精车,精车。
4、Φ280mm的内圆:
没有尺寸精度要求,表面粗糙度要求为Ra3.2μm,只需要粗车,半精车。
5、Φ428mm的右端面和外圆柱面:
没有尺寸精度要求,表面粗糙度为Ra3.2μm,只需要粗车,半精车。
6、Φ428mm的表面:
没有尺寸精度要求,表面粗糙度要求为Ra1.6μm,只需要粗车,半精车。
7、Φ
mm的表面:
尺寸精度要求不高,表面粗糙度为Ra1.6μm,需要粗车,半精车,精车。
8、Φ
mm的外圆柱:
公差等级为IT7,表面粗糙度为Ra1.6μm,需要粗车,半精车,精车。
9、Φ315mm的内圆柱,尺寸精度要求不高,表面粗糙度没有要求,需要粗车、半精车。
10、Φ346mm的内圆台:
尺寸精度要求不高,表面粗糙度要求为Ra3.2μm,只需要粗车。
11、Φ428mm的端面上的24个Φ17mm的通孔:
尺寸精度不高,表面粗糙度为Ra3.2μm,只需要钻孔。
12、Φ428mm的端面上的2个Φ13mm的油孔,尺寸精度不高,表面粗糙度为Ra3.2μm,需要钻孔。
13、Φ428mm的端面上的3个Φ
mm的销孔:
尺寸精度不高,表面粗糙度为Ra3.2μm,需要钻孔,镗孔。
14、Φ
mm表面的8个M16mm深30的螺纹孔:
先钻底孔(底孔大小在后面计算),然后用丝锥攻牙。
3.4工艺路线的拟定
制定工艺路线的出发点,应当使零件的几何形状,尺寸精度及位置精度等技术要求能妥善的得到保证,并且使生产成本尽量少。
因此按照先加工基准面及先粗后精,并考虑经济效果。
制定工艺路线的任务是确定工序的内容、数目和顺序。
所以要分析影响工序内容、数目和顺序的各种影响因素。
盘套类零件的基本工艺路线如图3-3所示:
图3-3工艺路线图
3.4.1制定工艺路线的原则如下:
制定工艺路线时,必须充分考虑采用确保产品质量,并以最经济的方法达到所要求的生产纲领的必要措施,即应该做到:
技术上先进,经济上合理,并有良好、安全的劳动条件。
1、合理的选择加工方法,以保证获得精度高、结构复杂的表面。
2、为适应零件上不同表面刚度和精度的不同要求,可将工艺过程划分成阶段进行加工,以逐步保证技术要求。
3、根据工序集中或分散的原则,合理的将表面的加工组合成工序,以保证精度提高生产率。
4、合理的选择定位基准,以利于保证位置精度的要求。
5、正确的安排热处理工序,以保证获得规定的力学性能,同时有利于改善材料的可加工性和减小变形对精度的影响。
该零件的工艺路线如下:
1、工序01
粗车Φ428mm右端面及外圆柱面;粗车Φ428mm外圆柱面;粗车Φ
mm的表面;粗车内圆柱面;半精车Φ428mm右端面;半精车Φ428mm外圆柱面;半精车Φ
mm的内表面;半精车Ф
内圆柱面;精车Φ
mm的内圆柱面;粗车Ф346mm内圆。
2、工序02
粗车Φ428mm左端面;粗车Φ352mm的端面;粗车Φ352mm圆柱面;粗车Φ348mm内圆柱面;粗车Φ348mm表面;粗车
mm内圆柱;粗车Φ280mm的内圆柱;半精车Φ428mm左端面;半精车Φ352mm的端面;半精车Φ352mm圆柱面;半精车Φ348mm内圆柱面;半精车Φ348mm表面;半精车Ф
mm内圆柱;半精车Φ280mm的内圆柱;半精车Φ348mm左端面;精车Ф
mmmm内圆柱。
3、工序03
Φ17mm的通孔,Φ16mm的通孔,Φ13mm的通孔,M16mm的螺纹孔。
4、工序04去除孔和边缘上的毛刺。
5、检测检测零件尺寸等精度。
3.5刀具的选择
3.5.1、数控车刀的选择:
本零件的材料为铸件HT150,零件小批量生产,车刀材料硬度要比零件材料硬度高,选择高速钢可以完成加工任务,选择45度刀片。
3.5.2、加工中心刀具的选择:
根据零件材料,钻头材料硬度要比零件材料硬度高,以及生产效率,Φ17麻花钻头和Φ13麻花钻头的材料选用硬质合金。
Φ14.5钻头、Φ15.5钻头、Φ16定点钻、Φ25倒角刀、Φ16镗刀、M16丝锥选用高速钢材料。
麻花钻的长度影响其刚度,所以要选择较短的钻头,提高刚度。
分析零件高度,Φ17麻花钻、Φ13钻头选用加长型的钻头以满足加工要求,其余选用标准型钻头。
刀具图,见表3-1刀具表。
3-4外圆车刀3-5麻花钻3-6丝锥
3-7内孔刀3-8定点钻90度倒角钻
表3-1刀具表
刀号(T)
刀具名称
加工类型
材料
车
T1
外圆车刀
车外圆、端面
高速钢
T2
内孔刀
车内孔
高速钢
T3
割槽刀
割槽
高速钢
钻
T1
Φ17钻头
钻孔
硬质合金
T2
Φ15.5钻头
钻孔
高速钢
T3
Φ16镗刀
镗孔
高速钢
T4
Φ13钻头
钻孔
硬质合金
T5
Φ16定点钻
点孔
高速钢
T6
Φ14.5钻头
钻孔
高速钢
T7
Φ25倒角刀
倒角
高速钢
T8
M16丝锥
攻牙
高速钢
3.6选择的机床
零件只有正反两个面需要加工,而且表面的粗糙度为Ra1.6,零件毛坯的尺寸大小为:
最大直径438mm;高70mm,,所以一般的立式数控车床和立式加工中心就可以满足加工要求。
图3-9加工中心图
所以根据零件的实际情况,选择立式数控车床和立式加工中心是合理高效的。
如图3-9加工中心和图3-10油欣精机立式数控车床:
加工中心DTC850的技术参数:
X/Y/Z(mm):
800x500x530
工作台尺寸(L×W):
1050x500
工作台至主轴鼻端(mm):
120-670
主轴中心至立柱轨面(mm):
550
主轴转速(rpm):
8000
主轴规格:
BT-40
三轴快速位移(mm/min):
12000
切削进给率(mm/min):
1-100003-6-1加工中心DTC-850
定位精度(mm):
±0.01
重复精度(mm):
±0.005
控制器:
三菱/FANUC/
系统:
FANUCseriesoimateMD
油欣精机立式数控车床参数:
型号VL-600RP
最大旋转外径Φ650毫米
最大切削外径Φ600毫米
最大切削高度400毫米
X轴行程340毫米
Z轴行程500毫米
主轴转速25〜2250转
图3-10油欣精机立式数控车床
系统:
FANUCseriesoiTD
3.7刀具与切削用量的选择
(1)毛坯的加工余量为10mm,确定切削深度
为粗加工每次切削2-5mm,半精车每次切削0.5-2mm,精车每次切削0.1-0.4mm。
(2)进给量f,查《车工速查速算手册》表1.4,在粗车铸件料、刀具尺寸为16mm×25mm、
>3~5mm,以及工件直径为438mm时,f=0.5~1.0mm/r。
选择进给量f,在车床VL-600RP(油欣精机)说明书允许的切削范围内结合刀具和以往的经验来选择:
粗加工f=0.2mm/r
半精加工、精加工f=0.15mm/r
(3)计算切削速度切削速度的确定(寿命T=60min)
查《车工速查速算手册》表1.10用硬质合金刀具加工铸件,切削速度
=250m/min,
查《车工速查速算手册》表1.28,切削速度修正系数
=1,
=1,
=1,
=1,
=1。
(
是修正参数,用它表示f、T和
以外其他因素对切削速度的影响,修正系数
见《车工速查速算手册》)。
(m/min)=250m/min(3-1)
(4)主轴转速
(3-2)
式中:
——切削速度,单位为m/min,由刀具的材料性质决定;
一一主轴主轴转速,单位为r/min;
——工件直径或刀具直径,单位为mm;
主轴转速
r/min(3-3)
选择主轴转速,在车床VL-600RP(油欣精机)说明书允许的切削范围内结合刀具和以往的经验来选择:
粗加工n=250r/min
半精加工、精加工n=180r/min
4.加工工艺过程
整个零件加工分三次装夹,第一次装夹加工工序01;第二次装夹加工工序02;第三次装夹加工工序03。
1、加工工序01:
利用立式数控车床先车端面和圆柱面,把工作面清洗干净,把三(软)爪卡盘(软爪可以修整)固定在工作面上,利用支架百分表找准卡盘中心,修整三爪卡盘。
第一次装夹用反爪。
把内径小的Φ280mm内圆放在三爪卡盘上,三爪卡盘撑住零件内圆。
(1)用外圆车刀粗车Φ428mm一端面,主轴转速S为250m/min,进给速度F为0.2mm/r。
背吃刀量
=1mm,半精加工此端面,主轴转速S为180m/min,进给速度F为0.15mm/r,背吃刀量
=0.5mm,半精加工走刀两次完成至零件需要的尺寸。
(2)用外圆车刀粗车Φ428mm外圆柱面,主轴转速S为250m/min,进给速度F为0.2mm/r。
背吃刀量
=2mm,半精加工此外圆柱面,主轴转速S为180m/min,进给速度F为0.15mm/r,背吃刀量
=1.5mm,半精车完成至零件需要的尺寸。
(3)用内孔车刀粗车Φ
mm和Φ428mm的内圆和表面,主轴转速S为250m/min,进给速度F为0.2mm/r。
背吃刀量
=1mm,半精加工此内圆和表面,主轴转速S为180m/min,进给速度F为0.15mm/r,背吃刀量
=1mm,精加工此内圆和表面,主轴转速S为180m/min,进给速度F为0.15mm/r,背吃刀量
=0.5mm,精车完成至零件需要的尺寸。
2、加工工序02:
利用立式数控车床车零件另一端面和圆柱面,把工作面清洗干净,第二次装夹换用正爪。
把三(软)爪卡盘(软爪可以修整)固定在工作面上,利用支架百分表找准卡盘中心,修整三爪卡盘。
把车好的Φ428mm外圆柱面放在三爪卡盘上,三爪卡盘夹住零件外圆。
(1)用外圆车刀粗车Φ348mm一端面,主轴转速S为250m/min,进给速度F为0.2mm/r。
背吃刀量ap=1.5mm,半精加工此端面,主轴转速S为180m/min,进给速度F为0.15mm/r,背吃刀量
=0.5mm,半精加工完成至零件需要的尺寸。
(2)用外圆车刀粗车Φ348mm和Φ352mm外圆柱面,主轴转速S为250m/min,进给速度F为0.2mm/r。
背吃刀量
=1mm,半精加工此端面,主轴转速S为180m/min,进给速度F为0.15mm/r,背吃刀量
=0.5mm,半精加工完成至零件需要的尺寸。
(3)用内孔刀粗车Φ
mm的内圆柱面和表面,主轴转速S为250m/min,进给速度F为0.2mm/r。
X方向背吃刀量
=2mm,Z方向背吃刀量
=1mm,半精加工此内圆柱面和表面,留余量0.5mm做精加工。
主轴转速S为180m/min,进给速度F为0.15mm/r,背吃刀量
=0.5mm,精加工此内圆柱面和表面至零件需要的尺寸。
(5)用外圆车刀粗车Φ428mm另一端面,主轴转速S为250m/min,进给速度F为0.2mm/r。
背吃刀量
=1mm,半精加工此端面,主轴转速S为180m/min,进给速度F为0.15mm/r,背吃刀量
=1mm,半精车完成至零件需要的尺寸。
3、加工工序03:
第三次装夹,用来钻孔。
利用立式加工中心钻孔、攻螺纹。
把工作面清洗干净,以防工件平面度误差大,把夹具固定在工作台上,把零件Φ428mm一端放在夹具上,并用压板压住。
如图4-1自治夹具。
图4-1自治夹具
(1)用Φ17mm的麻花钻,钻通孔,主轴转速S=300m/min,进给速度F=90mm/min。
(2)用Φ15.5mm的麻花钻,钻3个Φ
mm的销孔,主轴转速S=650m/min,进给速度F=110mm/min。
(3)用Φ25mm倒角刀,定位螺纹底孔,主轴转速S=800m/min,进给速度F=180mm/min。
(4)用Φ14.5mm的麻花钻,钻螺纹底孔,主轴转速S=700m/min,进给速度F=120mm/min。
(5)用Φ25mm的倒角刀倒角,到所有孔的圆角,主轴转速S=1200m/min,进给速度F=500mm/min。
(6)用Φ16mm的镗刀,镗3个Φ
mm销孔,主轴转速S=300m/min,进给速度F=80mm/min。
(7)用Φ13mm的麻花钻,钻通孔,主轴转速S=630m/min,进给速度F=80mm/min。
(7)用M16mm的丝锥,攻丝,主轴转速S=200m/min,进给速度F=300mm/min。
加工完成后的零件实体图如下:
图4-2零件实体图
图4-3UG三维图
5.钻孔程序的编写
o0511
G80G90G40G15;
工步内容
主轴转速
(S)r/min
进给(F)mm/min
切削深度(Ap)mm
钻Φ17mm的通孔
300
90
-30
M6T1;
G00G90G54G16X-195.Y0.;
G43H1Z50.M03S300;
G98G81Z-30.R3.F90;
................
程序见附件2
工步内容
主轴转速
(S)r/min
进给(F)mm/min
切削深度(Ap)mm
钻销孔Φ16mm
650
110
-30
M6T2;
G00G90G54G16X-195.Y40.;
G43H2Z100.M03S650;
G98


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 立式 行星 系列 减速 连接 法兰 机械 加工 工艺 设计 说明书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
选择健康的生活方式教育教案及到导学案.docx
-
河南省洛阳市届高三第二次统一考试.docx
-
煤矿春节放假期间的工作方案及安全技术措施完整版.docx
-
初一数学上册有理数的认识及加减法计算题精选178.docx
-
县民宗局经验交流材料.docx
-
高考化学一轮复习课时训练选修3《物质结构与性质》.docx
-
考试练习.docx
-
合同范本之解除购房合同申请书.docx
-
旅游开发与规划考点总结.docx
-
黑龙江省哈尔滨市香坊区届九年级上学期期末学业水平调研理化试题.docx
-
大比武大练兵大培训电钳工试题.docx
-
科学教案大班有趣的水.docx
-
富含人生哲理的段落.docx
-
高压电工证考试试题.docx
-
孙双金《赠汪伦》教学实录.docx
-
钢筋绑扎和安装的工程质量通病.docx
-
和时间赛跑教学设计及说课.docx
-
4 浙江省高校师资培训练习系统20套试题教师伦理学新题库.docx
-
学习感想个人学习心得体会.docx
