 采油中级实操.docx
采油中级实操.docx
- 文档编号:27416058
- 上传时间:2023-06-30
- 格式:DOCX
- 页数:18
- 大小:90.59KB
采油中级实操.docx
《采油中级实操.docx》由会员分享,可在线阅读,更多相关《采油中级实操.docx(18页珍藏版)》请在冰豆网上搜索。
采油中级实操
Forpersonaluseonlyinstudyandresearch;notforcommercialuse
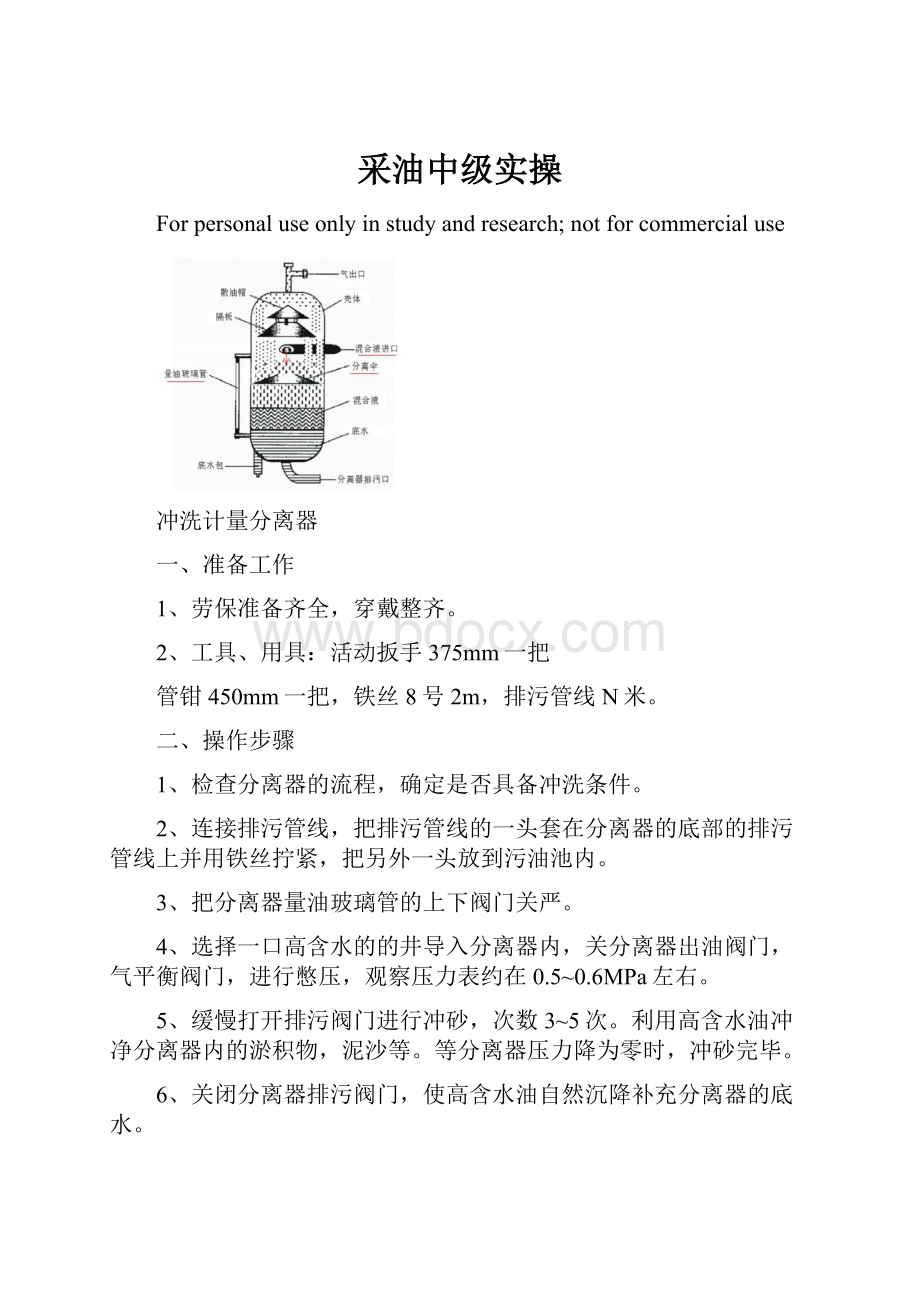
冲洗计量分离器
一、准备工作
1、劳保准备齐全,穿戴整齐。
2、工具、用具:
活动扳手375mm一把
管钳450mm一把,铁丝8号2m,排污管线N米。
二、操作步骤
1、检查分离器的流程,确定是否具备冲洗条件。
2、连接排污管线,把排污管线的一头套在分离器的底部的排污管线上并用铁丝拧紧,把另外一头放到污油池内。
3、把分离器量油玻璃管的上下阀门关严。
4、选择一口高含水的的井导入分离器内,关分离器出油阀门,气平衡阀门,进行憋压,观察压力表约在0.5~0.6MPa左右。
5、缓慢打开排污阀门进行冲砂,次数3~5次。
利用高含水油冲净分离器内的淤积物,泥沙等。
等分离器压力降为零时,冲砂完毕。
6、关闭分离器排污阀门,使高含水油自然沉降补充分离器的底水。
7、开气动平衡阀门,并打开玻璃管上下游阀门,观察量油玻璃管内液面在1/2左右,倒正常流程恢复生产。
8、确认流程后,卸掉排污管线,清理现场,收拾工具。
三、技术要求及安全注意
1、憋压过程中精力要集中,压力表要校对准确,憋压不能超过安全压力。
2、憋压冲砂时,玻璃管上下游阀门一定要关严。
3、冲砂前检查排污阀门一定要开关灵活好用。
4、如果分离器的沉积物冲洗困难,可倒入站外热洗液来冲洗。
抽油机井井口憋压
一、准备工作
1、劳保用品准备齐全、穿戴整齐。
2、工具、用具:
6.0MPa的压力表1块,200mm、300mm活动扳手各1把,450mm管钳1把,垫片若干,污油桶1只,绝缘手套1副,试电笔1支,安全警示牌1块,秒表1块,米格纸1张,纸,笔,棉纱少许。
二、操作步骤
1、检查井口流程是否正确,有无渗漏。
2、按更换压力表的方法将井口油压表卸下,换上带来的经过校验的大量程压力表,打开压力表针型阀,记录初始压力表读数。
3、关井口回压阀门开始憋压,记录压力随时间的变化值,分别记录三个以上的压力值与之对应的时间点,当压力上升到规定压力时,停抽10分钟,观察记录压降随时间的变化值,同样,测压降时的数据录取也必须是三个以上点,检查漏失情况。
4、打开回压阀门泄压,待压力平稳后关闭回压阀门,开始第二次憋压,重复步骤(3),憋压共进行三次。
5、换回原来的压力表,打开回压阀门,回复正常生产。
6、将井号、憋压时间、压力数据等内容填入到表格,并画出憋压曲线及压降曲线图,根据压力、判断出油情况。
7、清理现场,收拾工具,带好录取的憋压资料。
三、技术要求
1、憋压时选用量程合适的压力表,并经过校验合格。
2、采油树各部位不渗漏,阀门灵活好用。
3、记录时间不少于10min。
4、拆装压力表时操作要缓慢平稳。
5、憋压值不得超过压力表量程的2/3。
6、记录数据准确,分析正确。
7、读压力值时,眼睛、指针、刻度线成一条垂直于表盘的直线。
四、安全要求
1、检查电路系统,启、停抽油机操作时戴好绝缘手套,防止电路系统漏电,导致触电事故发生。
2、仔细检查压力表允许范围,防止压力表选用不当误操作导致的井口油气泄漏从而造成油气中毒伤害。
3、开关阀门人应站在侧面,避免丝杆飞出伤人。
4、启动或停抽时人不能正对开关箱。
5、井口操作时不能站在阀门附件,防止压力过高憋漏管线,高压液体刺伤人。
抽油机井热洗
一、准备工作
1、劳保准备齐全,穿戴整齐。
2、工具、用具:
热洗车1台,水罐车2台,500A钳形电流表1块,600mm、900mm管钳各1,3.75Kg榔头1把,绝缘手套1副,试电笔1支,纸、笔,棉纱。
二、操作步骤
1、通知站内工作人员,然后检查井口流程,记录油套压,测量抽油机上下冲程的电流,并记录好。
2、如果套管气较高,先放套管气;如没装放气阀,可向外放,主要是防止在高压管内向站上放高压气流,会冲洗热洗泵而不能洗井。
3、用高压弯头和洗井管线将套管头与热洗车、水罐车连接,用管钳上好,并用手捶砸紧。
4、启动热洗车开始热洗,热洗共分三个阶段:
第一阶段洗井液温度60~65℃,第二阶段洗井液温度70~78℃,第三阶段洗井液温度80~90℃,记录热洗时间及温度。
5、在洗井时间快要结束时,测电流,判断洗井质量(此时上行电流比洗前降低,下形电流略有上升,即洗后上下行电流差值较小。
6、洗井完毕后,停洗井车,拆卸井口洗净管线,恢复正常生产流程,通知站内工作人员。
7、在确认倒回流程无误后,录取油套压值,此时套压接近于0,油压有明显的上升情况,说明洗井质量很好。
8、收拾好工具,清理现场,将有关资料填入报表。
三、技术要求
1、清蜡过程中要控制温度缓慢上升,温度上升太快,大块蜡没完全融化导致卡泵。
2、保持每半小时排一次蜡,首次排蜡温度不宜过高。
3、条件允许的情况下,尽量缩短抽油机的停机时间。
四、安全要求
1、排蜡时所有人员都要尽可能的远离井口。
如果管线不通,法兰刺漏将会造成人员伤害。
2、用套管气返冲装置管线内的残余液时要固定出口端。
3、对于含蜡高的井要配备罐车。
更换测气孔板
一、准备工作
1、劳保用品准备齐全、穿戴整齐。
2、工具、用具:
不同孔径的孔板5快,黄油若干垫圈若干棉纱少许,150mm游标卡尺1把,螺丝刀1把,手锤1把,铜棒1把,活动扳手250mm300mm各1把。
二、操作步骤
1、检查流程及测气孔板装置,用游标卡尺选出主副两个孔板。
2、关气流量计上流阀门,气平衡阀门,打开放空阀门,将气流量计余压全部放掉。
3、用扳手卸松挡板节流装置上的四个固定螺栓,卸松后取下两个螺栓。
4、用顶丝均匀顶开两片法兰,用螺丝刀取出挡板架,用铜棒冲出旧挡板。
5、将新孔板涂抹少许黄油后放入挡板架内,注意主副孔板位置不要装反。
6、再将挡板架放入两个法兰之间并使之对中,缓慢均匀松开顶丝使挡板架进入卡槽,对角均匀上紧四条固定螺栓。
7、关放空阀门,开气流量计上流阀门、开气平衡阀门,看压力上升情况,待压力稳定后,检查有无渗漏现象,再倒回正常工作流程。
8、收拾工具,清洁现场。
三、技术要求和安全注意事项
1、安装挡板时喇叭口方向一定要朝下流方向。
2、安装主副孔板时,应副孔板在前,主孔板在后。
3、操作时要选好操作位置,以免摔伤。
更换抽油机皮带
一、准备工作
1、劳保用品准备齐全,穿戴整齐。
2、工具、用具:
300mm、375mm活动扳手各1把,300mm平口起子1把,500、1000mm尖头撬杠各1把,3.5kg榔头1把,绝缘手套1副,试电笔1支,合适的新皮带1副,黄油、棉纱若干,工程细线5m。
操作步骤
1、井口有加热炉的需调小加热炉的炉火。
2、停机;将驴头停在上死点,刹车,拉下空气开关并切断电源。
3、取下旧皮带;松开电机前顶丝和固定螺丝,用撬杠前移电机使皮带松弛,再用手把皮带从电动机上扒下来。
4、换上新皮带;把准备好的新皮带摊开,任抓一部分挂在左肩上,再由变速箱梯子上的小操作平台,站稳后双手用力把皮带从肩上摘下,挂在变速箱大皮带轮上,挂好后下到地面,再抓起变速箱大皮带轮上的新皮带挂向电动机轮,双手用力把皮带往电动机轮上套,由电动机轮外缘一个槽一个槽地向里反复上到位。
5、用撬杠向后移电动机可以两侧来回撬移,在确定电动机到位后,上紧电动机顶丝,当电动机底座刚刚翘起即可(皮带松紧就基本合适了),调整身姿观察“四点一线”情况,可通过撬杠撬电动机底座槽钢来调整,使两皮带轮达到“四点一线”(什么叫“四点一线”大皮带轮各两个点,大皮带轮和小皮带轮各两个点用线测通过轴心距的重合度)。
6、紧固定螺钉:
(一手扶正下部垫铁,一手紧螺丝)再用扳手对角上紧四条固定螺钉,此时再用手试一下皮带的松紧度是符合适。
7、确认无误后,合空气开关送电,松刹车、启抽并检查。
8、收拾工具,将有关收据填入报表。
三.技术要求
检查两皮带轮平面度,拉线经过两轴中心。
四、安全要求
1、上卸皮带时,严禁带手套抓皮带。
2、用大锤子时不要带手套。
3、接触配电箱要测绝缘是否漏电。
更换闸板阀密封
一、准备工作
1、劳保用品准备齐全,穿戴整齐。
2、工用具:
200mm、250mm活动扳手各1把,0.75Kg手锤1把,150mm平口螺丝刀1把,剪刀1把,污油桶1个,标准填料密封圈或石棉绳1条,黄油,棉纱。
二、操作步骤
1、打开旁通阀,关闭所加填料密封圈的阀门,关闭所加填料密封圈阀门的来液阀与下流阀。
2、用活动扳手卸下填料密封压帽(压盖)螺丝,退出填料密封压帽。
3、用平口螺丝刀取出填料密封圈,并清理干净光杆密封盒。
4、测量所加填料密封圈长度,用剪刀切割石棉填料密封圈,给新填料密封圈涂抹黄油,用螺丝刀将新密封圈加入填料密封圈密封盒内,加新填料密封圈时每节填料密封圈切口要错开。
5、放入填料密封压帽,将压帽两条对应螺丝均匀上好。
6、打开阀门试压,观察有无渗漏现象,无渗漏时全开阀门,打开所加密封圈阀门的来液阀与下流阀,关闭旁通阀。
7、收拾工具,清理现场。
三、技术要求
1、新换填料密封圈的长度要求与丝杠周长相等,切割石棉密封圈时要切割成45度角。
2、加石棉填料密封圈时,要将石棉填料密封圈涂抹黄油,并注意不要将石棉填料密封圈夹在丝杆上,加填料密封圈时压入1/3,法兰外无毛刺。
3、紧螺丝时要对角均匀用力,防止上偏。
4、清理闸板填料密封圈时人的脸部不能正对阀门,要位于侧面,防止螺丝刀用力过猛伤人。
更换水表芯子
一、准备工作
1、注水井一口,指定需换的干式水表芯子1块,上密封圈2个,下密封垫2个。
2、工具、用具:
24mm梅花扳手1把,200mm螺丝刀1把,“F”型扳手1把,黄油少许、棉纱、笔及纸。
二、操作步骤
1、现场准备:
携带工具、用具及水表芯子,到指定的操作现场,首先检查确认操作现场装置及被换表的规格与所准备的水表芯子是否相同。
重点:
一定要核对规格型号是否相同,以免耽误时间。
2、更换前流程倒改:
先关注水上流闸门,并关严,再关下流闸门。
重点:
安全规范操作。
3、数据记录:
记录水表头的底数,开放空闸门,在确认放净后,然后用螺丝刀卸掉水表头固定螺丝,取下表头。
重点:
一定要记录水表头的底数。
4、旧水表芯子的取出:
用梅花扳手卸下水表压盖螺栓,在螺栓全部卸下后取下压盖,用螺丝刀从三个对称角度轻撬一下,水表芯子就被撬起,用手提起取下,并仔细观察表叶轮情况,有无损伤、杂物卡住等,并在纸上记录好,放好水表钢号,用螺丝刀取出下密封垫;再用棉纱擦净水表壳内的赃物,确认干净后就可进行更换水表芯子了。
重点:
清理水表壳内杂物。
5、新水表芯子的按装:
先把准备好的下密封垫涂少许黄油,放入水表壳内再把上密封圈准确套在水表芯子的磁钢盘下端面,并把水表芯子准确平稳放入水表壳内,记录下换上水表芯子的钢号,放上压盖,螺孔对正后,用手把螺栓上好,再用梅花扳手各自均匀稍紧几扣,注意法兰四周缝隙宽度要均匀,确认后对角方向打紧螺栓。
6、更换后流程倒改:
确认均匀压紧后,关放空闸门,缓慢打开上流阀,在有水流过后立即暂停一下再打大,此时观察刚装水表法兰处有无渗漏,确认没有渗漏后,装上原表头,并固定,开下流注水闸门,在打开后,看水表显示的流量是否正常,正常后开大上流注水阀,并按注水指示牌开关下流闸门调整好注水量。
7、记录换表后的注水压力、瞬时水量。
8、收尾工作:
收拾工具、用具及换下的水表芯子,打扫现场,交工。
三、注意事项
1、人在闸门侧面开关闸门、操作平稳。
2、水表壳内脏物一定清理干净。
3、水表头底数前后一定要记录好。
4、密封胶圈和垫要安正,并要涂少许黄油,否则时间长锈蚀在壳内,引起渗漏。
5、起旧的水表芯子若是困难,可用专用的拔表器。
(一般情况下都比较好取)6、在实际操作过程中,要严格按照操作规程与操作步骤进行。
更换量油玻璃管
一、准备工作
1、劳保用品准备齐全、穿戴整齐。
2、工具、用具:
黄油若干、石棉绳若干,玻璃管若干,250mm活动扳手1把,200mm活动扳手1把,150mm螺丝刀1把,200mm三角锉1把,钢笔或圆珠笔1支,5m钢卷尺1把,排污桶1个。
二、操作步骤
1、测量上下游之间玻璃管安装长度,选择合适的玻璃管用笔做出记号。
2、用200mm的三角锉切割做好记号的玻璃管。
3、倒流程关上下流阀门,打开放空阀门泄压。
4、缓慢卸上下压盖、压帽,卸掉堵丝。
取出旧玻璃管、压盖及旧密封填料。
5、将上下压盖压帽套在新玻璃管上,加好填料紧固压盖压帽,安装好堵丝。
6、侧身关闭放空阀门,画好量油高度线,打开上流下流阀门。
检查渗漏。
7、收拾工具,清洁现场。
三、技术要求及安全事项
1、选择规格的玻璃管,测量长度误差±2mm。
2、注意切割时不平口或炸裂伤手。
用钳形电流表检查抽油机平衡
一、准备工作
1、劳保用品准备齐全,穿戴整齐。
2、工具、用具:
500A钳形电流表1块,100mm平口螺丝刀1把,绝缘手套1副,试电笔1支,计算器1个,纸,笔。
二、操作步骤
1、调整零位:
检查电流表指针是否在零位,如不在零位,用平口螺丝刀在表盖上调节零位旋钮使指针至零位(开会开合钳口,使其归零),当调节旋钮向右转时,指针向左,当调节旋钮向左转时,指针向右,直至归零方可使用,检查锁定键是否锁定。
2、选择档位:
将电流表档位调节旋钮拨到最大档位。
3、把被测三相线中的任意一相导线垂直卡入表钳中央,若钳形电流表指针不动或有微小的移动(数字式电流表此时数据偏小),可压下钳形电流表压柄使电流表表钳张开,调小一档位放开电流表的压柄,观察指针(数字),若测量值不在电流表量程的1/3~2/3范围内,可继续向小档位调节,直至选择合适的档位。
4、测电流:
当电流表反映上下电流较平稳后,读取电流值,分别测出三相电流在抽油机驴头上冲程峰值和下冲程峰值。
5、根据三相电流平均峰值计算平衡率:
判断平衡状况。
按照上冲程电流/下冲程电流计算平衡率。
6、判断平衡块调整方向:
当平衡率>100%时,平衡块向靠近输出轴方向调整(内移);单平衡率<85%时,平衡块向远离输出轴方向调整(外移)。
7、收拾工具,清理现场。
三、技术要求
1、测量值应由大到小逐项选择,最好在量程的1/3-2/3范围内,防止电流表量程使用不当导致的电流表损坏或灼伤。
2、表头部分不允许拆动,不要猛烈振动或拍打。
3、测量时导线必须垂直卡入钳口中央,避免测量误差。
4、使用完毕后,应将电源及时关闭。
调整、维修抽油机刹车
一、准备工作
1、劳保用品准备齐全,穿戴整齐。
2、工具、用具:
250mm、450mm活动扳手各1把,600mm管钳1把,150mm平口螺丝刀1把,700mm撬杠1把,0.75Kg榔头1把,200mm手钳1把,300mm直尺1把,砂布1张,绝缘手套1副,试电笔1支,随机定型的刹车蹄片1副,铆钉若干,黄油,棉纱。
二、操作步骤
1、停抽油机时,切断电源,将抽油机停在自由状态(驴头停在上死点),锁紧刹车锁片。
2、用榔头敲松刹车箍拉杆开口销子,用手钳拨下拉杆开口销子,取下拉杆。
3、用扳手卸松刹车箍的定位螺丝,卸掉调节螺丝和弹簧。
4、用扳手卸松刹车箍上固定螺丝,取下刹车箍,取掉旧刹车蹄片。
5、清理刹车箍固定螺丝、各连接处并涂抹黄油,装上新刹车蹄片,装好刹车箍,装好刹车箍调节螺丝和弹簧,拧紧定位螺丝,连接拉杆。
6、拉刹车,调节张和度调节螺丝。
7、拉刹车调节刹把行程,松开刹车无自锁。
8、取出刹车锁片,送电,开抽,并试刹车的灵活性2~3个点。
9、刹车正常后,收拾工具,清理现场,做好记录。
三、技术要求
1、刹车锁死后,刹车片与刹车轮接触面为80%以上。
2、刹车张和度两边距离误差小于2~3mm。
3、刹把在刹车行程出1/3~2/3之间,松开刹车无自锁。
4、固定螺丝要上紧,销子要插牢。
5、启动抽油机时利用平衡块惯性二次启动。
四、安全要求
1、用试电笔测试设备外壳是否带电,防止电器设备漏电伤人。
2、取刹车锁片时,一人拉刹车保护,一人上操作平台用撬杠撬开锁片。
3、工具使用时,操作要平稳,防止打滑,避免敲击和碰撞。
4、不能直接接触抽油机转动部位,避免机械绞伤和夹伤。
调整抽油机井防冲距
一、准备工作
1、劳保用品准备齐全,穿戴整齐。
2、工具、用具:
300mm、375mm活动扳手各1把,600mm管钳1把,400mm中平锉刀1把,卡盘或方卡子1副,卡瓦牙1副,0.75Kg手锤1把,1.5m×2.0m操作平台1架,绝缘手套1副,试电笔1支,棉纱少许,划笔,尺子。
二、操作步骤
1、停机、刹车、切断电源。
调大防冲距时驴头停在中间适当位置,调小防冲距时,驴头停在接近下死点。
2、把卡盘平稳坐在盘根盒上,用卡瓦牙卡好光杆。
3、根据预定尺度,在光杆上量好距离,作好记号。
4、盘皮带或启动抽油机卸载,松动光杆方卡子。
5、移动方卡子,若加大防冲距,将方卡子下移到记号处,若缩小防冲距,将方卡子上移到记号处。
6、紧好光杆方卡子,缓慢松开刹车,使驴头平稳的吃上负荷。
7、刹紧刹车,取下卡盘、卡瓦牙,用锉刀、砂纸打掉光杆毛刺。
8、检查抽油机周围有无障碍物,松刹车启动抽油机。
9、检查出油情况,看有无碰泵现象,必要时再进行调整。
10、收拾工用具,并将有关资料填入报表。
三、技术要求
1、卸载荷时方卡子不准撞击光杆密封盒,加载荷时不要过猛。
2、卡牙放入方卡子的1/3位置为佳。
3、调后放冲距合乎要求,不挂不碰。
四、安全要求
1、停机后必须切断电源。
2、方卡子、卡盘必须卡紧以防打滑。
3、卸负荷悬绳器不允许撞击盘根盒,加负荷时要平稳,不能用力过猛。
4、校防冲距后必须检查,防冲距以不碰不挂为宜。
调整注水井注水量
一、准备工作
1、劳保准备齐全、穿戴整齐。
2、工具、用具:
计算机1只,“F”型扳手,棉纱少许,纸,笔各1。
二、操作步骤
1、检查注水装置,定量注水指示牌及测试日期。
2、计算(读取)注水井水表瞬时注水量与指示牌规定水量对比,根据情况确定是否需要调整水量。
3、用“F”扳手通过注水下流阀门缓慢调整注水量,不能一次调整过大,等水量稳定后,用秒表卡水表瞬时水量,是否在定量范围内,如超范围继续调整,达到合格为止。
4、记录注水瞬时水量和水表底数,收拾工具,清理现场。
三、技术要求
1、实际注水量在配注水量的95%~105%之间。
2、调制注水量必须用注水下流阀调整。
3、配注量与实际注水量进行比较,当实际注入水量大于配注水量高限时,适当缓慢关小下流闸门;若小于低限则开大,并从新计时测算,直至达到配注要求。
四、安全要求
1、调整水量时站在阀门侧面,防止丝杆飞出伤人。
2、调整水量时注意观察压力,防止憋压。
游标卡尺的测量原理及读数
注意事项:
1)游标卡尺使用前,应该先将游标卡尺的卡口合拢,检查游标尺的0线和主刻度尺的0线是否对齐。
若对不齐说明卡口有零误差,应记下零点读数,用以修正测量值;
2)游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。
使用时不要用来测量粗糙的物体,以免损坏量爪,不用时应置于干燥地方防止锈蚀。
3)测量时,应先拧松紧固螺钉,移动游标不能用力过猛。
两量爪与待测物的接触不宜过紧。
不能使被夹紧的物体在量爪内挪动。
4)读数时,视线应与尺面垂直。
如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。
5)实际测量时,对同一长度应多测几次,取其平均值来消除偶然误差
更换法兰垫片
一、准备工作
1、劳保用品准备齐全,穿戴整齐。
2、工用具准备:
250mm活动扳手1把,相同规格的法兰盘1个,500mm撬杠2根,24~27mm梅花扳手1把,剪刀1把,钢锯条1根,石棉板若干,污油桶1只,划规1个,150mm直尺1把,黄油,棉纱。
二、操作步骤
1、打开旁通阀门,依次关闭所换阀门两头的进、出口阀(上、下流阀门),打开放空阀,将排出的液体放入污油桶内,确认卸压成功。
2、用直尺量取法兰尺寸,用划规在石棉板上画出与法兰内、外径相同的两个同心圆,并用剪刀剪出垫片(注意留出手柄)。
3、用活动扳手卸开法兰螺栓(卸四条法兰螺栓时,先卸掉面对自己的一条,另外三条螺栓卸松不要卸掉,并用撬杠校正)。
4、用撬杠撬开法兰取出旧垫片,用锯条将两法兰面清理干净。
5、将剪好的新垫片两侧涂抹黄油,放入法兰内,对正中心不得偏斜,用扳手对角上紧法兰螺丝。
6、关闭放空阀,打开新换垫片阀门的下流阀2~3扣,试压不渗不漏后,开大其来液阀和下流阀。
7、收拾工具,清理现场。
三、技术要求
1、新垫片制作要选用合适的材质。
2、尺寸与接合面的形状相符,垫片的内外边缘要整齐圆滑。
3、法兰面要清理干净,上法兰螺丝时要先上下面的一个,以便调整上螺栓时要求对角均匀上紧上平,法兰四周缝隙宽度一致,防止法兰面不平和螺栓未上紧等原因导致的油气外泄或滋漏伤害。
4、卸法兰螺丝时不能全部卸掉,最少要留对角螺丝。
四、安全要求
1、放空时要站在上风口,室内操作时要通风,防止油气中毒。
2、油气泄漏时要及时切换流程,防止油气中毒事故。
3、确认流程畅通,防止流程改错引起憋压,导致跑油引发油气中毒或滋伤事故。
4、放空压力落零后再进行操作,防止油气喷出滋伤人。
5、开关阀门操作要平稳,人应该站在侧面,避免丝杆飞出伤人。
6、操作结束后,必须确认流程正常,观察压力正常后方可离开。
7、工具使用时,要轻拿轻放,避免敲击和碰撞产生火花;操作要平稳,规格型号哟啊配套,防止物体磕碰伤人。
倒注水井反洗流程
一、准备工作
1、劳保用品准备齐全,穿戴整齐。
2、工用具准备:
600mm管钳1把,200mm活动扳手1把,375mm活动扳手1把,秒表1块,计算器1个,纸笔各1,黄油若干,棉纱若干。
二、操作步骤
1、检查套管出口闸门、套管进口闸门、试井闸门是否关闭,检查油管进口闸门、总闸门是否打开。
2、检查各部位接箍是否牢固可靠,有无渗漏。
3、检查油、套压是否正常。
4、开洗井出口闸门、油管出口闸门,关注水井总闸门,冲洗地面管线。
5、管线冲洗完毕后,开注水井总闸门、油管出口闸门、套管进口闸门,关套管出口阀门、油管进口闸门。
6、洗井开始到结束分三个阶段,并分段取水样,化验总铁、机杂含量;
7、当进口水质一致时,结束洗井。
8、开油管进口闸门,关油管出口闸门、套管进口闸门,再关洗井出口闸门;
9、与站上联系改正常注水流程。
10、将有关数据通知站上,收拾工具,清理现场。
三、技术要求
1、洗井排量应由小到大,再由大到小,分三个阶段:
初期排量15m3/h,中期排量25m3/h,末期排量30m3/h。
2、冲洗地面管线和洗井时管线进出口水质一致,即可结束操作。
3、洗后水质化验总铁含量≤0.5mg/L,机杂含量≤2mg/L。
4、洗井时间原则上不低于8小时(以进出口水质一致为准)。
四、注意事项
1、工用具使用时,操作要平稳,防止打滑,避免敲击和碰撞。
2、开关闸门时人应站在侧面,避免丝杠脱出伤人及高压水刺漏引起人身伤害。
以下无正文
仅供个人用于学习、研究;不得用于商业用途。
толькодлялюдей,которыеиспользуютсядляобучения,исследованийинедолжныиспользоватьсявкоммерческихцелях.
Forpersonaluseonlyinstudyandresearch;notforcommercialuse.
Nurfürdenpersönlichenfür


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 采油 中级
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
药店药品管理系统数据库总报告.docx
-
药学专业实习心得文档6篇.docx
-
新整理优秀班主任经验交流会发言稿4篇.docx
-
一年级下册语文8静夜思教案与教学反思.docx
-
一些童谣.docx
-
修改后的晚会策划书.docx
-
宣传部个人工作计划范文.docx
-
医学文献检索试题及答案.docx
-
医院护理常规.docx
-
医院危急值管理制度.docx
-
学年高一地理必修二人教版课件第一章第三节人口的合理容量.docx
-
乙酸乙酯反应器设计.docx
 第二十章-苏联教育.ppt
第二十章-苏联教育.ppt
-
智能垃圾桶项目商业计划书.docx
-
预算审核流程.docx
-
中高层管理人员分红权激励制度实施细则超实用.docx
-
中国典型城市道路工况实验数据.docx
-
中国古代文学史在线作业一00027354C764A.docx
-
中国经典诗词名句精华版教程文件.docx
