 习题金工实习.docx
习题金工实习.docx
- 文档编号:27390213
- 上传时间:2023-06-30
- 格式:DOCX
- 页数:131
- 大小:57.30KB
习题金工实习.docx
《习题金工实习.docx》由会员分享,可在线阅读,更多相关《习题金工实习.docx(131页珍藏版)》请在冰豆网上搜索。
习题金工实习
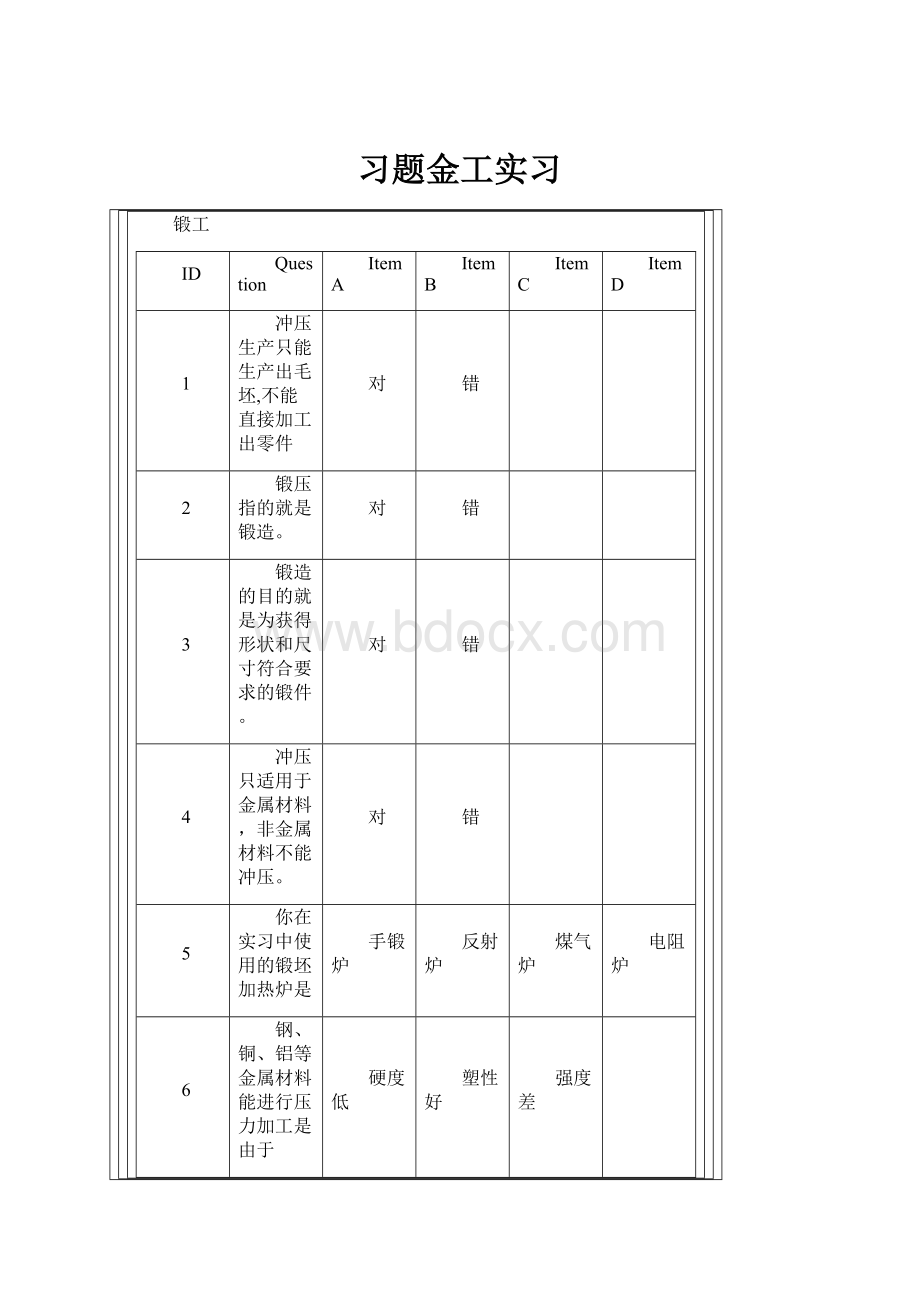
锻工
ID
Question
ItemA
ItemB
ItemC
ItemD
1
冲压生产只能生产出毛坯,不能直接加工出零件
对
错
2
锻压指的就是锻造。
对
错
3
锻造的目的就是为获得形状和尺寸符合要求的锻件。
对
错
4
冲压只适用于金属材料,非金属材料不能冲压。
对
错
5
你在实习中使用的锻坯加热炉是
手锻炉
反射炉
煤气炉
电阻炉
6
钢、铜、铝等金属材料能进行压力加工是由于
硬度低
塑性好
强度差
7
小批量生产锻件,适应性最强的是
锤上模锻
自由锻
胎模锻
平锻
8
消除锻件过热组织,应采用的热处理方法是
球化退火
正火
退火
淬火-回火
9
冲压简单模就是结构简单的模具
对
错
10
与自由锻件相比,精密模锻的优点是:
操作方便
适于单件小批生产
材料利用率高
设备投资小
11
镦粗、拔长、冲孔等都属于自由锻工序中的
基本工序
辅助工序
精整工序
12
一般精密模锻的工序为:
制坯---终锻
直接终锻
制坯---预热---终锻
13
在保证锻件质量的前提下,应采用快速加热。
对
错
14
精密模锻时要求:
慢速加热
不需要制锻坯
少无氧化加热
15
45钢锻造温度范围是
1250~900℃
1200~800℃
1100~800℃
16
锻坯加热时,表面氧化烧损量对于各火次的取值相同。
对
错
17
精密模锻用的液压压力机主要由______组成。
工作台、立柱及锁紧螺母组成
气缸---上横梁---电气箱等组成
主机<机身、主缸和顶出缸)---控制系统<动力机构),电气箱---行程限位装置和器路等组成
18
冲孔可以去除大型空心件质量较差的中心部分,提高锻件质量。
对
错
19
你所用液压压力机的主缸公称压力为:
50KN
80KN
100KN
120KN
20
凡是铸铁都不能锻压。
对
错
21
下列材料中可以进行锻压的材料是
HT150
25
QT400—18
KTH370—12
22
有一批15钢中等大小的锻件,锻后应采用
空冷
炉冷
坑冷
23
冲压时,保证上、下模的正确吻合是得到合格冲压件的必要条件之一。
对
错
24
锻造时火钳或其它工具的手柄部应靠近身体的
中央
前方
侧旁
25
压机的一次行程中,在模具的不同部位上同时完成数道冲压工序的模具称为
简单模
复合模
连续模
26
被镦粗坯料的高度应不大于锤头最大行程的0.7~0.8倍,否则锻造中会造成
镦成细腰形而产生夹层
镦歪
镦裂
27
自由锻的主要方法是手工锻。
对
错
28
被镦粗的坯料高径比应小于2.5~3,否则镦锻时坯料会出现
镦斜
镦裂
镦弯
29
在条件相同的情况下,低碳钢、中碳钢、高碳钢及合金钢加热时出现裂纹的倾向都一样。
对
错
30
被镦粗的锻坯端面应平整,并与轴线垂直,否则会镦歪。
对
错
31
板金制件,重量轻,刚性好,因而得到了广泛的应用
对
错
32
当冲裁件断面质量要求较高时,应选取较小的凸凹模间隙值。
对
错
33
以下三种制造齿轮毛坯的方法中,其齿坯力学性能最好的方法是
用等于齿坯直径的圆钢切割
用小于齿坯直径的圆钢镦粗
用等于齿坯厚度的钢板切割
34
拔长时要不断翻转锻件,其作用是
坯料四面压下均匀,保持规则断面形状
提高拔长效率
减少热损失
35
自由锻锻件形状和尺寸是由<)来保证的。
模具
锤击力
锻工的操作技术
36
冲压复合模中含有一个凸凹模
不对
对
可有可无
37
自由锻坯料质量的计算公式是
G坯料=G锻件
G坯料=G锻件+G烧损
G坯料=G锻件+G烧损+G料头
G坯料=G锻件+G料头
38
锻件上直径小于25mm的小孔,一般不宜冲出。
对
错
39
压肩是为了锻制台阶轴或带有台阶的方形、矩形截面锻件拔长前的一道工序。
对
错
40
一定断面尺寸的钢材,加热开裂的原因除它的化学成分、导热性、装炉温度等有关外,还有一个重要的原因是
加热温度过高
加热速度太快
保温时间过长
41
压力机的规格是以(>表示的。
能产生的公称压力
能冲压出的最大冲压件尺寸
压力机滑块行程长度
42
压力机是使板料分离用的机器。
对
错
43
一般说来,被弯曲锻坯应做到整体加热,再进行局部弯曲。
对
错
44
氧化对钢是有害的,在一般加热中是不可避免的。
对
错
45
冲孔和落料的过程<),用途<)。
相同,一样
不同,不一样
相同,不一样
不同,一样
46
拔长时,送进量越大、越长,效率越高。
对
错
47
冲压工艺生产率高、冲压件质量较好,用于成批大量生产。
对
错
48
锻件的冷却是保证锻件质量的重要环节之一。
对
错
49
冲压也有冷、热冲压之分。
对
错
50
将材料沿封闭的曲线分离的一种冲压工序称为
冲裁
切断
51
脱碳层厚度小于工件的加工余量时,对工件质量无害。
对
错
52
合理设计和放样可大大减少原材料用量
对
错
53
目前应用最广泛的锻坯加热炉是
手锻炉
反射炉
煤气炉
电阻炉
54
某厂需要生产80000件外圆φ12、内径φ6.5的同轴度要求较高的垫圈,应选用的模具是
简单模
连续模
复合模
55
坯料的始锻温度超过该材料所允许加热的最高温度,就会产生
过热、过烧
氧化
脱碳
裂纹
56
坯料在垫环上或两垫环间进行的镦粗,称为局部镦粗。
对
错
57
碳素钢的终锻温度一般都选在600℃。
对
错
58
胎模锻主要用于
中小批量生产的大型工厂中
中小批量生产的中小型工厂中
大批量生产的中小型工厂中
59
胎模锻也是一种生产模锻件的生产方法。
对
错
60
蒸汽一空气锤的规格是用落下部分质量来表示的。
对
错
61
塑性好的中小型锻件应采用坑冷。
对
错
62
双面冲孔的主要作用是
减小冲孔力
避免歪孔
避免孔的四周冲出毛刺
避免偏孔
63
加热可以提高金属坯料的锻压性能,因些加热温度愈高愈好。
对
错
64
弯曲件的裂纹只与被弯材质有关,与材料厚度无关。
对
错
65
如需5件45钢车床主轴箱齿轮,其合理的毛坯制造方法是
自由锻
胎模锻
铸造
平锻
66
锻造大型或巨型锻件应选用的自由锻设备是
蒸汽一空气自由锻锤
空气锤
水压机
67
空气锤的规格是以<)表示的。
锤头最大行程
锤击能量
落下部分质量
能锤击的最大锻件质量
68
重型机器制造业中广泛使用冲压件。
对
错
69
拉深过程中,坯料只受拉应力,没有压应力。
对
错
70
拉深件最易拉裂的部位是
直壁部
底部
直壁与底部过渡部
71
加热时间的长短对锻坯的塑性和锻件的质量没有影响。
对
错
72
拉深系数m大于0.8时,应采用多次拉深工艺。
对
错
73
将材料沿不封闭的曲线分离的一种冲压工序称为
落料
冲孔
切断
74
切断、落料、冲孔都属于冲压变形工序。
对
错
75
金属利用率最高的锻压方法是
冲压
自由锻
胎模锻
锤上模锻
76
金属材料经过锻压后,其内部组织更加致密、均匀,所以可制作重要零件。
对
错
77
正方形断面坯料镦粗后断面形状
仍为正方形
趋于圆形
趋于椭圆形
长方形
78
制造各种带孔的平板冲压件应采用的工序是
切断
落料
冲孔
79
胎模锻兼有自由锻和模锻的特点。
对
错
80
拉深模凸、凹模的边缘
有锋利刃口
有圆角过度
凸模极圆角过渡,凹模有刃口
凹模有圆角过渡,凸模有刃口
81
弯曲模的模工作部位应带有圆角,凸凹模工件部位的边缘可以不带圆角。
对
错
82
弯曲时坯料内侧受拉,外侧受压。
对
错
83
为提高拔长效率,每次送进量为下砧面宽度的<)倍。
1~1.2
0.1~0.2
0.3~0.7
2~3
84
钢坯加热温度愈高,表面形成的氧化皮就愈多。
对
错
85
弯曲前工件长度计算应以图纸上工件的哪一种尺寸为准?
外层尺寸
中性层尺寸
内层尺寸
86
为提高冲模的使用寿命,应尽可能加大凸、凹模间隙值。
对
错
87
过烧的锻坯无法再进行锻造。
对
错
铸工
ID
Question
ItemA
ItemB
ItemC
ItemD
1
舂砂时,型砂紧贴模样,经过紧实后,获得表面光滑、轮廓清晰、尺寸准确的砂型,这样的性能是型砂的:
退让性
可塑性
透气性
2
错箱是由于浇注期间金属溢出造成的。
对
错
3
大量生产中,为提高生产率,便于操作,常常用单一砂。
对
错
4
当粘土和水分的含量合适,混制得当,型砂便具有:
良好的流动性
最好的耐火性
最大的湿压强度和良好的透气性
5
当铸件上的孔腔需要用砂芯铸出时。
为保证芯子准确定位
应制出上下芯头
6
对于壁厚差别较大、收缩较大<如铸钢)的铸件,应在壁厚处设置冒口补缩。
对
错
7
对大型或薄壁复杂的铸件,为保证液态金属的充型能力,常设几个直浇道,同时进行浇注。
对
错
8
防止或减少铸件变形的方法之一是提高合金的充型能力。
对
错
9
分型面就是分模面。
对
错
10
砂型铸造时分型面可以选择在模样的任何截面处:
对
错
11
冒口也是浇注系统的一部分。
对
错
12
砂眼是铸件中最常见的缺陷,其缺陷类别属于
表面缺陷
孔眼缺陷
形状尺寸缺陷
13
为了有助于发挥横浇道的档渣作用,内浇道截面常做成
扁平梯形
圆形
半圆形
高梯形
14
砂型铸造时,必须先制模样,模样的尺寸应与所需铸件的尺寸完全相同。
对
错
15
如果能够控制铸件的冷却速度,使凝固时间等于浇注时间,则铸件就不会出现缩松现象。
对
错
16
熔模铸造适用于制造
大型铸件
形状复杂铸件
形状简单铸件
17
清理表面粘砂时,小型铸件常用水力清砂法
对
错
18
起模前,在模样周围刷水是为了
提高型砂的耐火性
增加型砂的湿强度和可塑性
提高型砂的流动性
提高型砂的退让性
19
普通灰铁件都用气割切除
对
错
20
凝固温度范围大的合金,铸造时铸件中容易产生缩松
对
错
21
模样的形状就是铸件的形状。
对
错
22
面砂的性能要求是
流动性好
透气性好
强度高和耐火性好
耐热钢
23
砂型铸造时分型面应选择在:
受力面的上面
加工面上
铸件的最大截面处
24
生产中为了提高合金的充型能力,常采用的方法是
加大出气口
延长浇注时间
提高浇注温度
加快浇注速度
25
型砂的强度,是指砂型在外力作用下抵抗破坏的能力。
对
错
26
由于浇注时芯受到高温金属液的冲刷和包围,因此要求芯砂比普通型砂具有更好的综合性能。
对
错
27
用于铸造的合金称为铸造合金。
对
错
28
一旦发现铸件有缺陷,此件必然是废品,为保证产品质量,检验时对这类铸件必须剔除。
对
错
29
压铸是目前铸造生产中先进的加工工艺之一
对
错
30
选择原砂的原则,首先是要考虑砂子的来源丰富、价格便宜,然后是就地取材,便利运输。
对
错
31
修光内浇道的主要目的是
美观好看
减小金属流动阻力
避免型砂和金属液一起流入型腔使铸件产生夹砂
32
型砂中加入木屑,可改善型砂的退让性和透气性。
对
错
33
型砂透气性差,除了会产生呛火外,还会产生
气孔
粘砂、硬皮
应力、变形
裂纹
34
型砂透气性不好,容易产生的铸造缺陷是
缩孔
砂眼
气孔
35
型砂是制造砂型的主要材料。
对
错
36
为了便于下芯,经常在芯头与芯座之间留有空隙。
对
错
37
型砂耐火性的好差,主要取决于粘结剂耐火性的好差。
对
错
38
为了使砂型透气性好,应在砂型上下箱都扎通气孔。
对
错
39
型砂、芯砂退让性不好,易使铸件造成的缺陷是
裂纹
冷隔和浇不足
缩孔和缩松
40
芯座是铸件轮廓形状的一部分。
对
错
41
芯子的主要作用是形成铸件的凸出部分
对
错
42
芯子表面刷涂料的目的是
提高芯子表面质量,降低表面的粗糙度
提高芯子强度
改善金属的流动性
43
芯头的主要作用是固定芯子,使芯子在铸型中有准确位置。
对
错
44
芯骨的作用是增加砂型的强度。
对
错
45
下列物品中,适用铸造生产的是
主轴箱齿轮
铝饭盒
机床丝杠
哑铃
46
为提高铸件的强度,铸件应尽量处于下箱。
对
错
47
为使金属液产生静压力,迅速充满型腔应
加大直浇道的断面
增加直浇道的高度
多设内浇道
48
冒口是浇注金属液的通道。
对
错
49
型砂是由原砂、粘土和水混制而成的。
对
错
50
冲天炉熔炼时调节炉料中的化学成分主要是加入一定量的
焦炭
铁合金
废钢
新生铁
51
分型面可以选择在模样的任何截面处
对
错
52
分型面就是分模面。
对
错
53
分模造型的最大截面处于端部。
对
错
54
防止或减少铸件变形的方法之一是提高合金的充型能力。
对
错
55
对中小型铸件,通常只设一个直浇道。
而大型或薄壁复杂的铸件,常设几个直浇道,同时进行浇注。
对
错
56
对于壁厚差别较大、收缩较大<如铸钢)的铸件,内浇道应开在
厚壁处
薄壁处
任意位置
57
当铸件上的孔腔需要用芯铸出时,垂直安放的芯子都要有上下芯头
对
错
58
当粘土和水分的含量合适,混制得当,型砂便具有
最好的流动性
最好的耐火性
最大的湿压强度和良好的透气性
59
大量生产中,为提高生产率,便于操作,可以不分面砂和背砂,而只用单一砂。
对
错
60
冒口应设置在铸件最高、最厚部位,以便利用金属液的重力作用,进行补缩。
对
错
61
舂砂时,型砂紧贴模样,经过紧实后,获得表面光滑、轮廓清晰、尺寸准确的砂型,这样的性能是型砂的
退让性
可塑性
透气性
复用性
62
合金的浇注温度是随铸件重量及壁厚的增加而降低的。
对
错
63
冲天炉熔炼过程中,为了调整铁水中的含碳量,常在炉料中加入一定量的
新生铁
回炉铁
焦炭
废钢
64
背砂性能要求较低,因此用旧砂加适当的水即可。
对
错
65
实习中,压模机的动力传动系统采用的是:
气压传动
机械传动
液压传动
66
在制作硅橡胶模具时,保温的主要目的是:
使模具内外温度均匀
通过控制硫化时间从而控制硅橡胶的硫化程度
67
在制作硅橡胶模具时,加热的主要目的是:
使硅橡胶熔化,便于流动成型
提高分子的活动能力,加速硫化
68
硅橡胶硫化过程的实质是:
在硅橡胶内加入硫化物,使之产生化学反应
让硅橡胶线型分子链之间形成化学交联
69
当离心铸造机的旋转速度过低时
不利于排气
合金不易充满型腔
70
当合金的浇注温度过高时,铸件易产生的缺陷是:
缩孔
溢料
气孔
表面粗糙
71
当合金的浇注温度过低时,铸件易产生的缺陷是:
气孔
表面粗糙
内外组织不均匀
浇不足
72
汽车发动机中,那一个铸件适宜于用离心铸造方法生产:
缸体
缸盖
缸套
曲轴
73
错箱属于表面缺陷的一种。
对
错
74
加大金属液在横浇道中的流速成,有利于挡渣。
对
错
75
冒口的主要作用是
排除金属液中的杂质
金属液流入铸型的一种通道
补给铸型冷却收缩时所需要的金属液体,以免产生缩孔
76
流动性最好的合金成分是
亚共晶
共晶
过共晶
77
裂纹、气孔、砂眼、夹渣是铸件最常见的铸造缺陷。
对
错
78
控制铸件的凝固和进行有效的补缩,能有效地防止铸件产生的缺陷是
缩孔
气孔
变形
79
金属型铸造主要适用于浇注
灰铸铁和碳素钢
耐热合金钢
铝合金和镁合金
80
金属型在浇注前,必须在型腔内喷刷涂料,它的作用是
防止金属型开裂
保护金属型的工作表面和改善铸件表面质量
使金属液容易注入型腔
81
金属型能一型多铸,使用寿命长,故常称之为永久型铸型。
对
错
82
金属型的浇注温度、浇注速度。
都应比浇注砂型高一些。
对
错
83
金属型本身制造成本低,加工容易,适宜生产形状复杂的铸件。
对
错
84
浇注速度视铸件的形状和壁厚尺寸而定,对于形状复杂或薄壁铸件,浇注速度可以
快些
慢些
快慢结合
85
分型面应选择在
受力面的上面
加工面上
铸件的最大截面处
86
将熔化后的金属液浇注在铸型或锭模中,从而获得铸件的方法称为铸造。
对
错
87
根据型芯在铸型中的安放位置,芯头可以分为
特殊定位芯头和普通芯头
悬臂芯头和垂直芯头
垂直芯头和水平芯头
水平芯头和悬臂芯头
88
机器造型生产率高,铸件尺寸精度较高,因而比手工造型应用广泛。
对
错
89
机器造型的紧砂和起模是通过机器来完成的,适合于制造
简单铸型
复杂铸型
尺寸精度较高的铸型
90
灰铸铁适合制造床身、机架、底座、导轨等铸件,除因它的工艺性能良好外,还因为它的
抗拉强度高
耐压、消震性能好
冲击韧性好
91
化学成分对铸造合金的流动性影响最显著。
共晶成分合金的流动性最好。
对
错
92
烘干型芯目的是提高它的强度和透气性,使浇注时芯子产生的气体可大大减少,保证铸件的质量。
对
错
93
横浇道的作用是
起补缩作用
分配金属液流入内浇道
金属液直接流入型腔的通道
94
合理选择浇注位置的主要目的是为了
简化工艺
保证铸件质量
提高劳动生产率
95
合金熔炼时常用的熔剂是
石腊
焦炭
石灰石
96
合金的浇注温度越高越好。
对
错
97
模样上的分型砂必须吹净,否则铸件易产生的缺陷是
渣眼
砂眼
裂纹
98
浇注前往往在上型上加压铁的作用是
防止上型抬起产生跑火
增加砂箱强度
避免过多空气从分型面进入铸型,使铸件产生氧化
99
铸件的清理不适当,以及浇口、出气口等位置或形状不合适都可使铸件产生裂纹。
对
错
100
造型春砂时,若春很紧,会影响砂型的透气性,使铸件产生气孔缺陷。
对
错
101
铸件产生气孔的原因是因为浇注系统不正确造成的。
对
错
102
在浇注系统中主要起档渣作用的是
直浇道
横浇道
内浇道
103
造型方法按其手段不同,可分为
分模造型和挖砂造型
整模造型和刮板造型
手工造型和机器造型
104
直浇道的主要作用是
控制浇注温度
档渣
引导金属液体进入横浇道
105
直浇道应做成上大下小的圆锥形,可以保证金属液在直浇道中流动时不会吸入气体。
对
错
106
整模造型方法简单,适用于大批量生产、形状复杂的铸件。
对
错
107
铸件的浇注温度过低,容易产生
变形
冷隔
冷裂
108
在浇注铸件过程中是不允许断流的。
对
错
109
铸件产生粘砂的主要原因是
型砂强度不够
春砂太紧
浇注温度过高和造型材料耐火性差
110
在造型时,舂砂太松,则会产生
冲砂夹渣
缩孔
气孔
111
造成铸件冷隔的主要原因是
浇注温度过高
浇注温度过低
浇注速度太快
内浇道开设不合理
112
铸造机床床身一般采用的材料是
可锻铸铁
球墨铸铁
铸钢
灰铸铁
113
造型是铸造生产过程的一个重要而复杂的生产工序,它不但要求操作者掌握一定的理论知识,而且还要有熟练的操作技能。
对
错
114
铸件浇注后,应及时将压铁或紧固工具卸去,否则凝固时易产生裂纹。
对
错
115
铸造圆角的主要作用是避免应力集中,防止开裂。
对
错
116
铸造用的模样尺寸应比零件大,在零件尺寸的基础上一般需加上
模样材料的收缩量
机械加工余量
铸件材料的收缩量
铸件材料的收缩量加机械加工余量
117
铸件的重要加工面,如机床导轨面在铸型中的位向是
朝上
朝下
朝左
朝右
118
在选择砂型铸造用的砂箱尺寸时,主要应考虑
模样与砂箱壁四周的吃砂量
砂箱的材质
砂箱是否经过热处理
砂箱能否进烘烤炉干燥
119
铸件浇注温度的高低,对铸件质量影响很大,浇注温度过高,会使铸件缩孔增大及出现
产生冷隔
浇不足
晶粒变粗
表面裂纹
120
造型春砂时,为了提高效率,每层砂都要用平头锤打紧后,再加入第二层砂子。
对
错
121
铸型是根据所设计零件的尺寸和形状,用造型材料制造而成的。
对
错
122
铸件的重要受力面、主要加工面,浇注时应朝上。
对
错
123
铸造圆角半径一般为转角处两壁平均厚度的1/4。
对
错
焊工
ID
Question
ItemA
ItemB
ItemC
ItemD
1
大批量生产汽车油箱、小型容器应采用
点焊
缝焊
对焊
2
选择焊条直径的粗细主要取决于
焊接电流
焊件厚度
焊件材料
3
导热性愈好的材料,愈适合于气割。
对
错
4
碳化焰的火焰比中性焰短。
对
错
5
碳化焰的火焰最高温度比中性焰高。
对
错
6
酸性焊条的药皮中酸性氧化物较强,合金元素烧损,脱硫和脱磷困难,抗裂性能差。
<)
对
错
7
装配间隙


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 习题 金工 实习
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
计算机网络实验报告 3.docx
-
电石渣综合利用环境评估报告表参考必备.docx
-
押车借款合同范本.docx
-
酒店英语教案.docx
-
借款担保书范文3篇.docx
-
广元市城市园林绿化管理规定.docx
-
静夜思 《静夜思》课课练.docx
-
教育资料四年级下册英语试题期末复习学习精品.docx
-
吉林省吉林一中届高三第二次摸底考试生物试题.docx
-
工作纪律作风规定.docx
-
金属材料英语.docx
-
见证取样记录表范例0215044108.docx
-
技巧魔方玩法全图解.docx
-
聚氨酯防水施工方案正式版.docx
-
锅炉安装管道焊接热处理工艺措施.docx
-
智能建筑工程施工用表.docx
-
酒店餐饮部年度工作计划.docx
-
关于推进国内贸易流通现代化建设法治化营商环境的实施意见.docx
-
金融专题考试.docx
