 V形件弯曲变形过程分析及弯曲凹模深度的计算.docx
V形件弯曲变形过程分析及弯曲凹模深度的计算.docx
- 文档编号:27354923
- 上传时间:2023-06-29
- 格式:DOCX
- 页数:7
- 大小:19.30KB
V形件弯曲变形过程分析及弯曲凹模深度的计算.docx
《V形件弯曲变形过程分析及弯曲凹模深度的计算.docx》由会员分享,可在线阅读,更多相关《V形件弯曲变形过程分析及弯曲凹模深度的计算.docx(7页珍藏版)》请在冰豆网上搜索。
V形件弯曲变形过程分析及弯曲凹模深度的计算
V形件弯曲变形过程分析及弯曲凹模深度的计算
1前言
弯曲凹模深度是弯曲模结构的重要参数。
V形件弯曲凹模深度通常用其斜壁长度L0(图1)表
示。
对于L0的确定,一般冲压书刊文献均未提出任何计算公式,只介绍了一种查表方法,
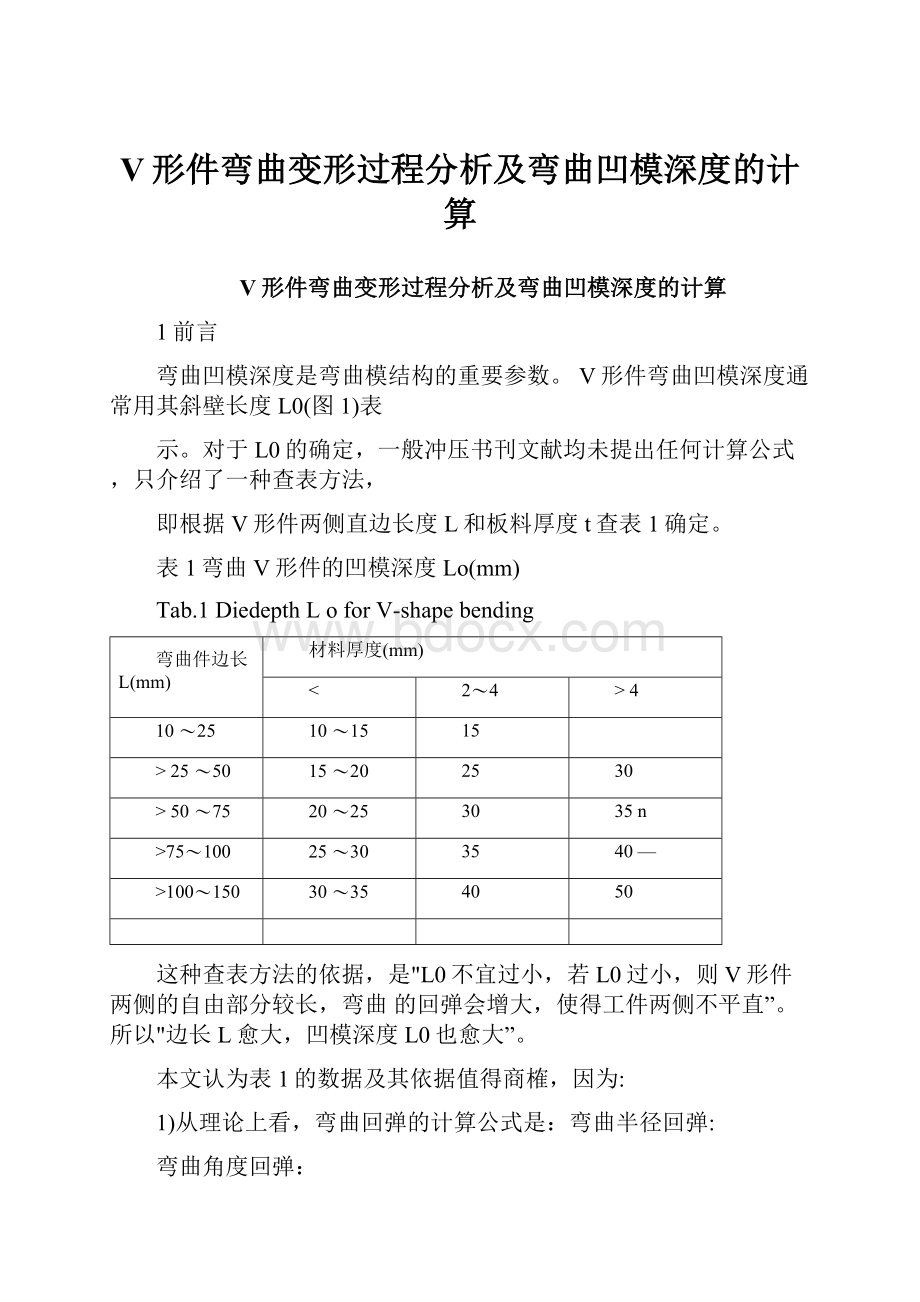
即根据V形件两侧直边长度L和板料厚度t查表1确定。
表1弯曲V形件的凹模深度Lo(mm)
Tab.1DiedepthLoforV-shapebending
弯曲件边长L(mm)
材料厚度(mm)
<
2〜4
>4
10〜25
10〜15
15
>25〜50
15〜20
25
30
>50〜75
20〜25
30
35n
>75〜100
25〜30
35
40—
>100〜150
30〜35
40
50
这种查表方法的依据,是"L0不宜过小,若L0过小,则V形件两侧的自由部分较长,弯曲的回弹会增大,使得工件两侧不平直”。
所以"边长L愈大,凹模深度L0也愈大”。
本文认为表1的数据及其依据值得商榷,因为:
1)从理论上看,弯曲回弹的计算公式是:
弯曲半径回弹:
弯曲角度回弹:
式中,r,a,t—工件上的弯曲半径、弯曲角度和板料厚度
r凸,a凸一凸模的圆角半径、弯曲角度
E,bs—材料的弹性模量和屈服应力
由式⑵可见,影响回弹的尺寸因素是工件弯曲区段的弯曲半径r、弯曲角度a和材料厚度
t,跟未参与变形的工件直边长度L和自由部分长度(L-LO)并没有直接关系。
2)从生产实例看,在用折弯机折弯板料时,尽管工件直边长度L很大,其所用的弯曲凹模
深度L0并不大,远远小于表1所列数据范围,但加工后的工件两侧却依然平直。
由此可见,V形弯曲件边长L不应作为确定凹模深度L0的依据。
对于L0的确定,本文在分析弯曲变形过程的基础上,提出一种计算方法,简介如下。
2弯曲变形过程分析
众所周知,V形件弯曲变形过程可分3个阶段(见图2),即正向自由弯曲(图2a),正、反向
弯曲(图2b)和较正弯曲(图2c)。
由图2可见,这种加工方式并不尽如人意,主要有两点:
1)变形部位。
V形件实际需要弯曲的区段并不长,但弯曲过程材料的变形区却扩及很大的
范围,使不需要弯曲的两侧,也产生了弯曲变形。
为了消除这种不需要的多余弯曲,就只好增大凹模深度L0来进行反弯校直定形,而增大深度L0又进一步扩大了变形区范围。
2)变形方式。
工件只要求正向弯曲,但在弯曲过程中却出现了反向弯曲,使弯曲变形及其回弹的规律更加复杂化,更加难于掌握和控制,以致影响弯曲件的尺寸精度。
这种反向弯曲,对工件材质性能、模具寿命及力能消耗也有不利影响。
怎样避免出现反向弯曲,避免变形区出现超出实际需要弯曲的范围等不利现象,做到“按需
变形”,即按V形件实际需要的弯曲部位和弯曲方式变形呢,下面通过两种特殊情况来说明。
2.1无圆角弧形凹模(见图3)
结构特点:
没有圆角半径(r凹=0),没有凹模斜壁(L0=0),只有一个与V形件弯曲部分形状完全一致的弧形凹槽。
变形特点:
1)整个弯曲过程中,工件都是由凹模口部的AA点支承。
两支承点之间为“变形区”,两支
承点以外为“非变形区”。
两支承点间距离2W为固定值。
2)设变形区恒保持圆弧状,随着凸模的下压,圆弧半径p逐渐减小,弯曲中心角0逐渐
增大,圆弧长度s逐渐增大。
s=(p+t/2)0(3)
由此可见,弯曲变形是通过将凹模口外(非变形区)的材料源源不断地拉入凹模(变形区)来实现的。
所以凹模口外的变形区可分为两部分:
一是将被拉入凹模参与变形的“待变形区”;一是直至弯曲过程结束,仍留在凹模口外,依然保持平直状态的“不变形区”。
由图3可见,开始弯曲时,毛坯上的01区段为变形区,12区段为待变形区,其长度为l12
而23区段为不变形区。
采用这种弧形凹模就不会出现反向弯曲,其变形区是逐渐增大的,最后才达到工件实际需要的弧长(r+t/2)0。
所以变形区不会超出实际需要的弯曲范围,真正实现“按需变形”。
但这种凹模结构是不能用于实际生产的,因为没有圆角半径,凹模口呈尖角,材料流入困难,会产生严重摩擦,刮伤工件,损坏模具,弯曲变形为剧增,会促使工件弯裂,对弯曲成形极限极为不利。
2.2有圆角半径r凹,但没有斜壁(L0=0)的凹模(见图4)
变形特点
1)开始弯曲时,工件的支承点在A-A,随着凸模的下压,支承点逐渐内移,两支承点间距
离由开始的23逐渐缩短,变形区弧长s=(p+t/2)0也随之变化。
2)讨论变形区弧长s是如何变化的,是增长还是减短。
由式(3)可知,弧长s随p和0而变,但p是逐渐减小,0是逐渐增大的。
由图4知:
3=(p+r凹+t)sin0(5)
即:
代入式(3)得:
将s对0求导,得:
(5)知:
在弯曲最终时刻,P=r,0=0,代入式
3=(r+r凹+t)sin0(9)
将式(9)代入式(8)知:
因为一般情况下有同时又有sin©v1所以在0<90°范围内,式(10)右边第一项较小,求得的(ds/d0)基本上是负值。
也就是说,变形区范围s是随着弯曲变形而逐渐向中间缩小的。
这与无圆角弧形凹模的弯曲方式有根本的区别。
3)变形过程中,变形区逐渐向中间缩小,非变形区就逐渐向中间扩大,但扩大的部分已不是未经变形的平直状态,而是已经发生过弯曲变形,其曲率半径由中间的r向外逐渐增大,
类似渐开线的性质。
通过分析得到下述结论:
1)利用这种没有斜壁的凹模不可能压出两侧要求平直的V形件,因为最终时刻,两侧的非
变形区包括不变形区和已变形区两部分。
2)为了消除已变形区的不符需要的多余弯曲,就必须在两侧设置斜壁,以便对工件校直定形。
而这种校直过程实际就是一种反向弯曲。
2.3凹模深度L0的计算方法由上述可知,带有圆角半径r凹的凹模必须有斜壁,但斜壁L0过大也会造成一系列负面影响:
一是会增大凹模高度,浪费模具材料;二是要求压力机的行程也相应增大;三是增加了后期校正弯曲的承压面积,弱化了校正弯曲的作用。
因此,确定凹模深度L0的原则应该是:
在保证完成已变形区的样直前提下,尽可能取L0
的最小值。
最小值的计算公式推导如下:
图5为有圆角半径r凹和凹模斜壁L0的V形体弯曲凹模。
其结构特点是斜壁长度L0正好等于已变形区的长度,即最初和最终时刻变形区弧长的差值。
最初变形区长度为3,最终变形区弧长为(r+t/2)$
T.曰
于是:
由图5知:
3=(r凹+r+t)sin$+LOcos©(12)
L0的计算公式:
将式(12)代入式(11)得出V形件弯曲凹模最小深度尺寸
由式(13)可以看出,凹模深度L0与工件的弯曲角度$和弯曲半径r有密切关系,而与工件的边长L并没有直接关系。
因此,根据边长L来确定深度L0是不正确的。
由式(13)还可看出,式中r,t和$是工件尺寸,只有L0和r凹是在设计模具时确定的凹模尺寸,可见当工件尺寸一定时,斜壁长度L0是随着凹模圆角半径r凹变化的,它们之间
有紧密的联系。
但前述经验方法都是分别查取L0和L凹,没有考虑二者之间的内在联系。
3计算实例
V形件弯曲凹模圆角半径的经验值是
t<2mmr凹=(2〜6)t
t=2mm—4mmr凹=(3〜3)t
t>4mmr凹=2t
现设t=2mm,r凹=3t=6mm设工件弯曲半径r=3mm
按式(13)计算出L0和$的对应关系如表2所示。
表2Lo和$的对应关系
Tab.2RelationshipbetweenLoand$
$
80°
67.5°
60°
45°
30°
22.5°
15°
7.5°
5°
$
4孔/9
3畀/8
ji/3
j/4
j/6
j/8
j/12
j/24
j/36J
_0
6.351
8.829
10.67
15.83
25.420
34.665
52.82
106.62
160.21
由表2中数据可以看出,工件的弯曲角$愈大,则凹模深度L0愈小。
折板机一般折弯角$>30°,按式(13)求得其所对应的凹模深度并不大。
此结论与生产中常采用深度很小的凹模进行折弯加工的实际情况是吻合的。
4结论
1)V形件弯曲凹模由于有圆角半径r凹,变形区就逐渐变小,因而在弯曲终止时的非变形区中就包含了已变形区,就需要设置凹模斜面L0来消除多余弯曲,使工件校直定形。
2)根据工件直边长度过L来确定凹模深度L0,这种惯用方法,无论从理论还是从实际来看都是不恰当的。
L0应该按本文的式(13)来计算,求得的L0值就是V形件弯曲凹模的最小深度值。
3)本文推导的式(13)是建立在弯曲变形区恒保持圆弧状的假设基础上的,对于工程应用,其
准确性完全够用。
当然,从研究角度来看,还可以采用更合理的变形模式,使推导出的计算公式进一步精化


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 弯曲 变形 过程 分析 深度 计算
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
初中化学溶液专题复习精华讲义Word文档下载推荐.doc
-
初中化学方程式大全(Word下载.docx
-
九江二模江西省九江市届高三第二次模拟统一考试英语试题 Word版含答案Word文件下载.docx
-
初中化学溶液的酸碱性知识点与习题(含答案)Word文件下载.docx
-
冀教版英语八年级下册第七单元教案Word文档下载推荐.docx
-
小学五年级英语上册第五单元训练题Word下载.docx
-
初中化学有效复习讲座稿Word文件下载.doc
-
汽轮机专业试题Word格式文档下载.docx
-
初中化学气体制取与实验探究题Word文档下载推荐.docx
-
上半年工作总结范文大全5篇Word格式文档下载.docx
-
初中化学溶液共存专题文档格式.doc
-
人教版小学语文五年级下册教案《人物描写一组》Word文档下载推荐.docx
-
初中化学方程式(重点)Word格式.docx
-
碎煤机大修施工方案文档格式.docx
-
五年级学生家长会发言稿两篇Word文件下载.docx
-
势手控制点阵实验创新课程设计总结报告大学毕设论文文档格式.docx
-
真题湘潭市中考数学试题含答案解析word版Word文档格式.docx
-
人教版小学一年级数学下册《认识人民币》练习题35Word文档下载推荐.docx
-
救护车项目效益分析报告Word格式文档下载.docx
