 冷轧轧制规程设计.docx
冷轧轧制规程设计.docx
- 文档编号:27344291
- 上传时间:2023-06-29
- 格式:DOCX
- 页数:3
- 大小:72.69KB
冷轧轧制规程设计.docx
《冷轧轧制规程设计.docx》由会员分享,可在线阅读,更多相关《冷轧轧制规程设计.docx(3页珍藏版)》请在冰豆网上搜索。
冷轧轧制规程设计
冷轧0.8
1000mm轧制规程设计
一、冷轧产品及用途
冷轧产品主要有超低碳、超深冲IF钢系列、链条用钢系列、低碳低硅冷板系列、搪瓷钢系列、自行车用钢系列、烘烤硬化钢系列、含磷钢系列、客车车厢用钢板系列、家用电器钢板系列、低合金钢系列等。
产品主要用于建筑、桥梁、机车车辆、汽车、压力容器、锅炉、电器等。
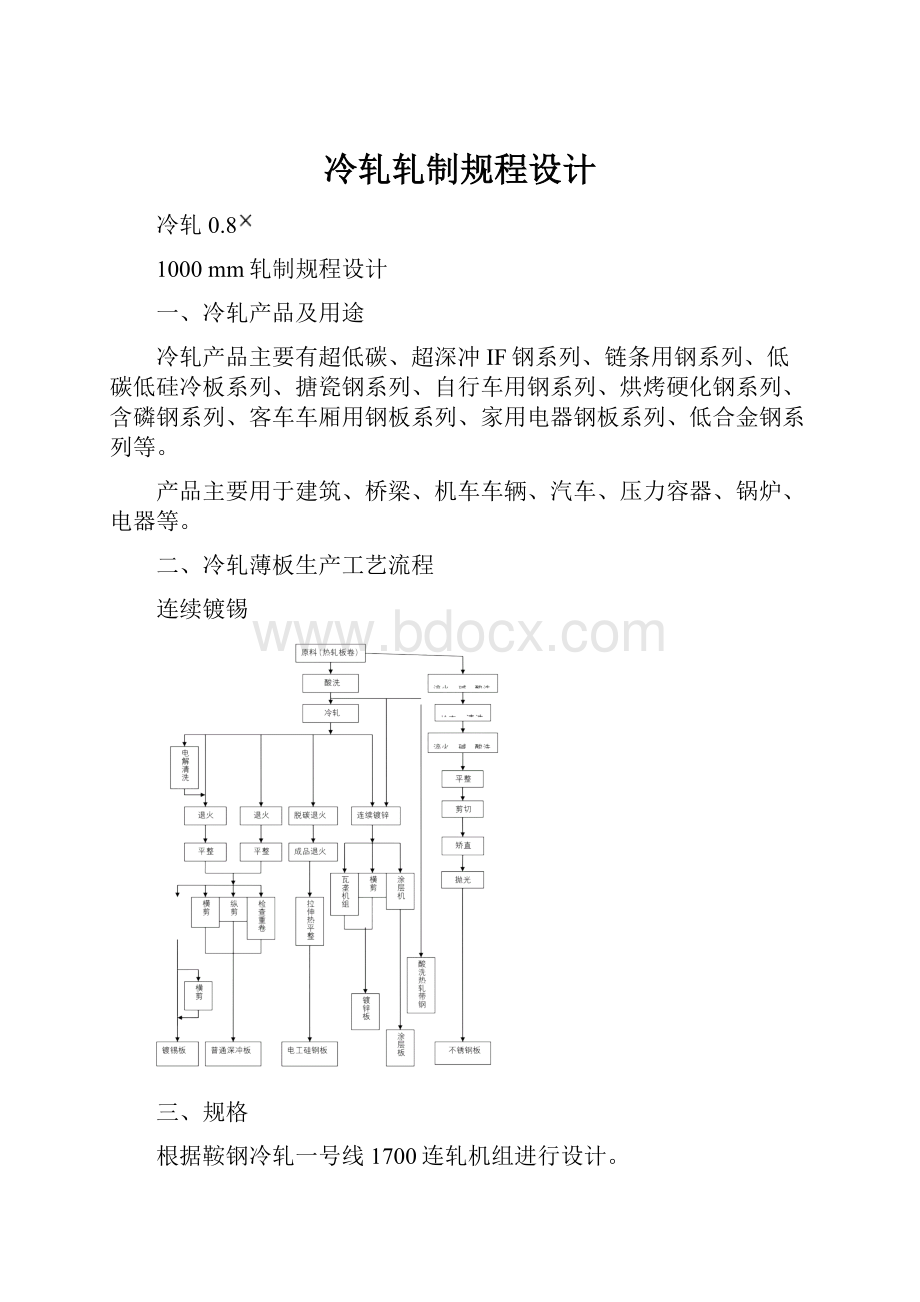
二、冷轧薄板生产工艺流程
连续镀锡
三、规格
根据鞍钢冷轧一号线1700连轧机组进行设计。
1、采用四辊轧机五机架连轧
(1)工作辊直径:
(520~600)mm,选
600mm;
(2)支承辊直径:
(1400~1526)mm,选
1500mm。
2、成品尺寸:
0.8*1000mm
3、原料规格:
(1)选取钢种:
;
(2)根据经验资料,选取原料尺寸为2.8*1000mm的热轧板卷。
四、轧制规程制定
1、压下规程的制定
根据经验采用分配压下系数表1,令轧制中的总压下量为∑Δh,则各道的压下量
为:
式中:
bi-压下分配系数。
各种冷连轧机压下分配系数
机架数
道次(机架)号
1
2
3
4
5
2
0.7
0.3
——
——
——
3
0.5
0.3
0.2
——
——
4
0.4
0.3
0.2
0.1
——
5
0.3
0.25
0.25
0.15
0.05
根据表中的
计算出各道次压下量为:
在确定各架压下分配系数,亦确定各架压下量或轧后厚度的同时,还需根据经验分析选定各机架之间的单位张力。
参考经验数据,初步制定压下量及前、后张力如表2所示:
表2产品压下量及前、后张力
道次
前张力
后张力
1
2.80
2.20
0.60
70
50
2
2.20
1.70
0.50
80
70
3
1.70
1.20
0.50
90
80
4
1.20
0.90
0.30
100
90
5
0.90
0.80
0.10
50
100
2、计算轧制力
各机架摩擦系数的选取:
因第一道次要保证顺利咬入,不喷油,故取0.08,以后喷乳化液,取值0.06。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 冷轧 轧制 规程 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
中级会计实务复习题含答案5874.docx
-
PEP人教版小学英语五年级上册《nit6 In a nature park ALets talk》教学设计.docx
-
重阳节为什么要吃重阳糕历史由来.docx
-
Selected党员各种谈心谈话记录doc.docx
-
最新智能仓储方案设计资料.docx
-
主客观试题网上阅卷系统项目开发可行性方案.docx
-
遵规守纪做合格中学生演讲稿.docx
-
UNIT7学案.docx
-
注册会计师注册申请表.docx
-
《安规》及安全知识综合考试复内容.docx
-
XXX工程屋面及厨卫间丙纶卷材施工方案.docx
-
专题11金属及其化合物练高考二轮复习化学附解析.docx
-
《解二元一次方程组》第二课时参考教案.docx
-
装修过程中需要注意的200个地方.docx
-
XX品牌矿泉水生产线项目建设可行性研究报告.docx
-
《文化生活》复习提纲 新人教必修3.docx
-
XX游艇俱乐部项目建设可行性研究报告.docx
-
中考英语英语阅读理解试题及答案.docx
-
01一KJ50说明书all.docx
