 100吨渗滤液工艺技术方案.docx
100吨渗滤液工艺技术方案.docx
- 文档编号:27342048
- 上传时间:2023-06-29
- 格式:DOCX
- 页数:16
- 大小:41.71KB
100吨渗滤液工艺技术方案.docx
《100吨渗滤液工艺技术方案.docx》由会员分享,可在线阅读,更多相关《100吨渗滤液工艺技术方案.docx(16页珍藏版)》请在冰豆网上搜索。
100吨渗滤液工艺技术方案
垃圾填埋场100t/d渗滤液处理设施
技术方案
2008年12月
第一章项目背景
1.1基本技术要求
1.1.1总体要求
垃圾填埋场垃圾渗滤液产生量100t/d。
拟建设一个日处理能力为100吨的垃圾渗滤液处理站。
垃圾渗滤液处理站作为垃圾填埋场的配套设施,处理填埋场产生的渗滤液。
1.1.2出水排放标准
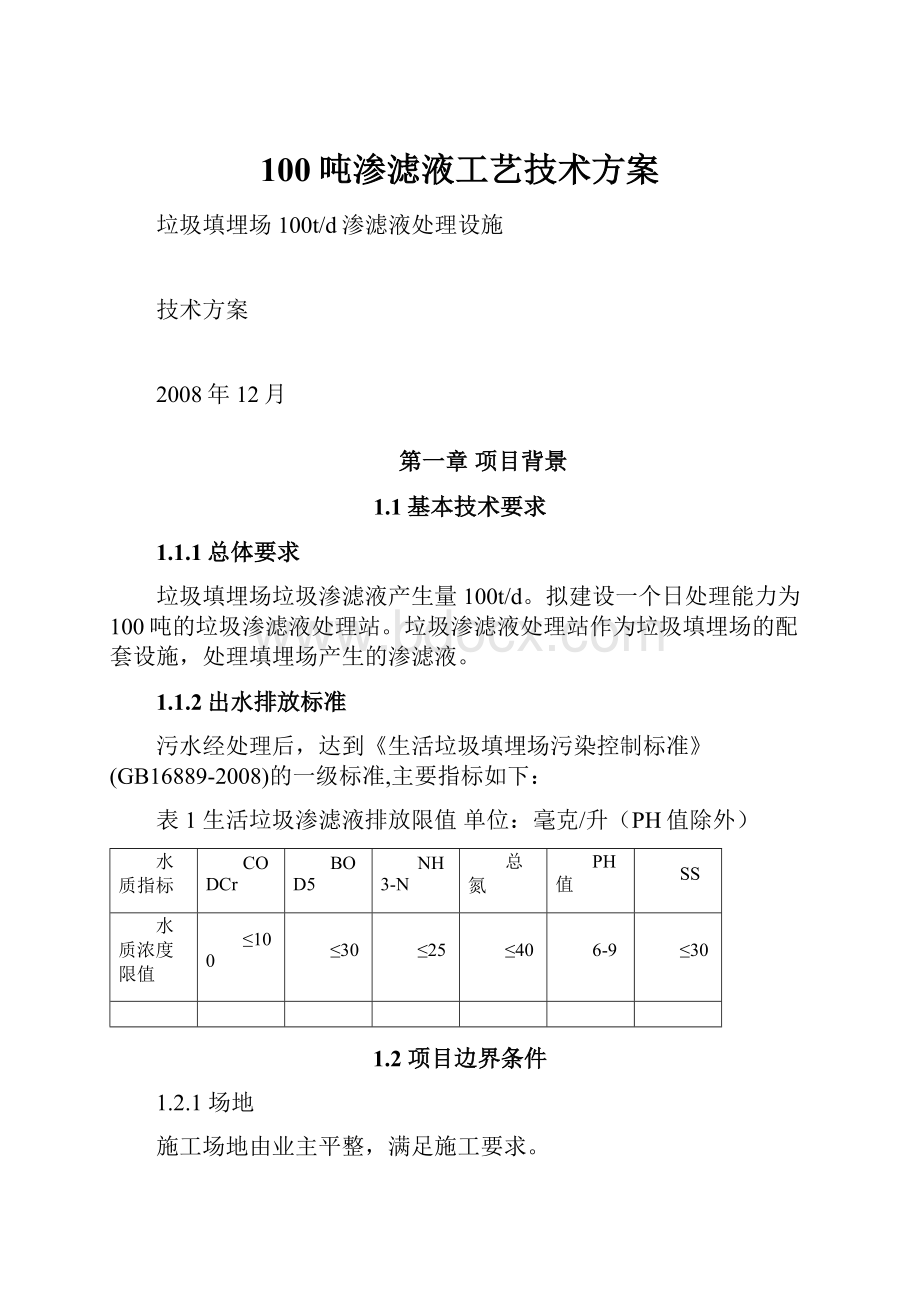
污水经处理后,达到《生活垃圾填埋场污染控制标准》(GB16889-2008)的一级标准,主要指标如下:
表1生活垃圾渗滤液排放限值单位:
毫克/升(PH值除外)
水质指标
CODCr
BOD5
NH3-N
总氮
PH值
SS
水质浓度限值
≤100
≤30
≤25
≤40
6-9
≤30
1.2项目边界条件
1.2.1场地
施工场地由业主平整,满足施工要求。
1.2.2供电
业主提供315KVA、380V交流电源(三相五线制)。
电源的施工用临时接入点距离施工现场边界20米以内。
电源的永久接入点在边界以内控制室的配电控制总柜。
1.2.3给水及排水
业主提供生产用水水源,水源的临时接入点和永久接入点距离施工现场边界20米以内。
1.2.4通讯
业主提供的通信电缆临时接入点和永久接入点距离施工现场边界30米以内。
1.3项目内容
本项目内容包括工艺设计、设备供货及安装调试。
1.4编制依据
本工程方案的主要编制依据包括:
(1)、《生活垃圾填埋场污染控制标准》(GB16889-2008)
(2)、《恶臭污染物排放标准》(GB14554-93)
(3)、《工业企业厂界噪声标准》(GB12348-90)
(4)、《室外给水设计规范》(GB50013-2006)
(5)、《室外排水设计规范》(GB50014-2006)
第二章技术方案
2.1总体原则
根据本项目垃圾渗滤液中污染物含量高、水质水量多变的特点,选择技术先进、工艺可靠、性价比高的MBR(膜生物反应器)+NF(纳滤)工艺。
在设计中遵循以下原则:
1、处理工艺流程有利于确保处理效果,确保运行的安全可靠性。
2、为便于运行管理,膜生化处理设施采用集成设备。
3、保证工艺设备质量,合理节省投资。
4、有利于节能降耗,降低运行费用,易于维护和运行管理。
5、采用二次污染少、污泥量少、低噪音处理设施。
6、节约用地,控制建筑物高度。
7、具有较强的冲击负荷适应能力。
8、渗滤液处理装置建设过程中不影响生活垃圾填埋场正常运行的设施,不破坏原有设施的使用功能。
9、操作管理方便、技术要求简单,减小工人劳动强度;维护简单方便,宜于长期使用。
2.2工艺流程简图
膜上
生污清
化泥液
反回
应流剩余污泥
器
浓液污
泥
渗滤液处理系统工艺流程简图
2.3工艺流程描述
本方案的工艺流程(详见工艺流程简图)可分为以下五个部分:
●预处理系统(调节池,业主提供)
反硝化池
●膜生化反应器系统(MBR)硝化池
超滤装置(UF)
●纳滤系统(NF)
●污泥处理系统
来自调节池的垃圾渗滤液,进入MBR系统进行进一步的处理。
2.3.1膜生化反应器(MBR)
长沙环保科技有限公司在膜生化反应器(MBR)技术的应用方面特别是在渗滤液处理方面进行了大量的研究,开发出一系列的技术设备,并广泛成功应用于垃圾处理厂的渗滤液处理,在中国渗滤液处理方面具有领先地位。
在国内,分体式膜生物反应器已成功应用于重庆、佛山、郴州、太仓、东莞、湖州等地的垃圾渗滤液处理,并在昆山、耒阳、保定等地有一批在建工程。
空气
进水
回流
活性污泥
反硝化
硝化
超滤
清液
MBR工艺原理图
如上图所示,我们采用的MBR是一种分体式膜生化反应器,包括生化反应池和超滤UF两个单元。
MBR是生化反应器和膜分离相结合的高效废水处理系统,用膜分离(通常为超滤)替代了常规生化工艺的二沉池。
与传统活性污泥法相比,MBR对有机物的去除率要高得多,因为在传统活性污泥法中,由于受二沉池对污泥沉降特性要求的影响,当生物处理达到一定程度时,要继续提高系统的去除效率很困难,往往需要延长很长的水力停留时间也只能少量提高总的去除效率,而在膜生物反应器中,由于分离效率大大提高,生化反应器内微生物浓度可从常规法的3~5g/L提高到15~30g/L,可以在比传统活性污泥法更短的水力停留时间内达到更好的去除效果,减小了生化反应器体积,提高了生化反应效率,出水无菌体和悬浮物,因此在提高系统处理能力和提高出水水质方面表现出很大的优势。
错流式膜分离技术的开发,特别是膜材料和膜产品不断发展,以及近年来膜价格的大幅度下降,使膜分离技术在水和废水处理中的应用得到了迅速发展。
本方案使用的超滤膜组件主要由不对称管式陶瓷膜元件构成。
陶瓷膜元件是一种无机膜,是将金属(铝、钛或锆)与非金属氧化物、氮化物或碳化物结合而构成,其内外表面为致密层,层面密布微孔,膜孔径0.05μm,中间是多孔支撑层。
超滤过程很容易形成污染而导致通量大幅度衰减,因此需要定期清洗。
清洗时可以选强酸强碱作清洗剂,也可进行反向冲洗。
MBR的主要特点:
▲主要污染物COD,BOD和氨氮有效降解,无二次污染;
▲100%生物菌体分离;
▲出水无细菌和固性物;
▲反应器高效集成,占地面积小;
▲污泥负荷(F/M)低,剩余污泥量小;
▲无需脱臭装置;
▲运行费用小。
2.3.2纳滤系统
为了得到较低的出水总氮含量和总盐含量,我们在膜生物反应器MBR后加上纳滤NF,NF的作用是截留那些不可生化的大分子有机物COD及部分盐分,纳滤的清液可以达到很低的COD和盐分浓度水平。
经纳滤系统进一步深化处理,出水稳定达标排放。
纳滤净化水回收率85%,纳滤过程产生15%的浓缩液,浓缩液进污泥处理系统处理。
纳滤浓缩液在污泥处理系统中液经过絮凝沉淀处理后,大部分二价离子及约50%左右的COD被吸附去除,上清液回调节池。
上清液中剩余的难将解物质,由于在系统中的停留时间增长,微生物得到有效的驯化,难降解物质慢慢地也会被降解,不会造成累积。
垃圾渗滤液经过MBR系统及NF系统处理后,各项污染指标都能够满足并优于出水指标的要求。
2.3.3污泥处理系统
渗滤液处理站的污泥来自生物处理的剩余污泥和纳滤浓缩液混凝沉淀产生的污泥。
为了发挥生物处理的剩余污泥的生物吸附作用和改善污泥的脱水性能,设计中把生物处理的剩余污泥排到纳滤浓缩液混凝沉淀系统(即污泥浓缩池),经过混凝沉淀和污泥浓缩,上清液溢流回调节池,浓缩污泥通过污泥泵抽送回灌填埋库区。
2.4工艺流程设计及参数
2.4.1水质水量及处理要求
序号
内容
出水要求
1
水量
100m3/d
2
COD
≤100mg/L
3
BOD
≤30mg/L
4
NH3-N
≤25mg/L
5
总氮
≤40mg/L
6
SS
≤30mg/L
7
PH
6~9
2.4.2硝化、反硝化
日原水流量Qd
Qd≥100m³/d
反硝化池容积:
设计取1座,3m×6m,高度为7m,有效水深5.5m
硝化池容积:
设计取1座,10m×6m,高度为7m,有效水深5.5m,
2.4.3充氧曝气
曝气系统
射流曝气机
曝气机台数
10
2.4.4超滤设计
膜材料
陶瓷膜
膜过滤形式
交错流
流量Qh
Qh=4.90m³/hr
UF环路数LUF
LUF=3
每环路膜组件数nL,UF
nL,UF=3
总膜组件数nUF,t
nUF,t=LUF*nL,UF=9
2.4.5纳滤的设计
膜材料
有机膜
入流流量Qh
Qh=4.90m³/hr
清液产生量Qp
Qp=4.17m³/hr
NF环路数nNF
NNF=3
每环路膜元件数nNF,E
nNF,E=6(设定)
总膜元件数nNF,t
nNF,t=nNF*nNF,E=18
2.5运行控制措施
2.5.1在处理量方面,将每天从调节池经进水泵进入处理系统的废水量设计为大于100m³/d(以保证出水量为100m³/d),并考虑了使用安全系数。
2.5.2在水质方面,本方案对COD和NH3-N同时按最大污染物浓度设计,以满足长期的稳定运行。
2.5.3污水在进水泵后安装过滤器过滤杂质,保证后续设备的长期性能稳定。
2.5.4硝化池安装10台独立的曝气机,每台故障时均不会对其它曝气机的运行造成影响,加上足够的安全系数,生化系统会继续正常运行。
2.5.5硝化池安装一套冷却装置,保证夏季时反应器内的反应温度不致过高,避免活性污泥的生物活性受到削弱。
2.5.6为了保证系统的连续运作,原水进水泵、超滤进水泵、纳滤进水泵均有备用机。
2.5.7采用先进的自动控制系统,确保生产操作过程控制得到严格执行。
2.6总体布局
2.6.1用地规划
根据先进、科学、经济、合理、畅顺的原则,根据现场条件,结合工艺流程要求,制定本方案的布局。
本工程占地面积约600m2。
2.6.2竖向布置
竖向设计应尽量根据现场的地形地质现状,考虑周边各接入口的设计高程,按照减少土方、节省造价的原则确定各建构筑单体的标高。
但是,竖向设计更应该考虑以后生产运营时各介质、物料及人员移动的总体能耗较低或最低的原则。
就垃圾填埋场的生产运营特点,本方案的竖向设计重点考虑了渗滤液从调节池抽取、到进入各工序、到最终排放的总体提升耗能,合理设计各建构筑物的标高及提升设备出力。
第三章设备供货清单
序号
名称
规格型号
单位
数量
备注
一
MBR膜生物反应器设备
1
射流曝气机
JA-5.55.5kW
台
10
附着托
2
道轨及吊架
套
11
3
液下搅拌机
QJB21.5kW
台
1
4
冷却塔
YNG-100,3kW
台
1
5
板式换热器
HA-100BM-45m2
套
1
6
冷却循环泵
100KF-20Q=95m3/hH=20m7.5kW
台
1
7
清水循环泵
Q=90m3/hH=19m7.5kW
台
1
8
UF进水泵
100KF-20Q=95m3/hH=20m7.5kW
台
2
一用一备
9
UF循环泵
Q=180m3/h,H=20m,18.5kW
台
3
10
3组件超滤器
陶瓷膜,孔径50nm
套
3
11
UF清液储罐
8.0m3
个
1
带液位计
12
UF清洗泵
80KFJ-25BPQ=60m3/hH=12m5.5kW
台
1
13
UF清洗罐
1.0m3
个
2
14
酸液储存罐
2m3
个
1
15
药泵
1HP
台
2
16
硝化池
400m3
座
1
甲方建设
17
反硝化池
100m3
座
1
甲方建设
18
19
20
二
NF纳滤系统设备
1
NF进水泵
Q=6m3/hH=30m1.5kW
台
2
一用一备
2
NF高压泵
Q=6m3/hH=108m
台
2
一用一备
3
NF循环泵
Q=12m3/hH=54m3kW
台
3
4
NF膜元件
支
18
5
NF膜壳
8040,300psi
个
3
6
保安过滤器
Φ273*1000*9芯
套
2
7
NF清液储罐
V=6.0m3
个
1
带液位计
8
NF清洗罐
1.5m3
个
2
锥底
9
药泵
AT-02
台
2
10
浓液搅拌桶
V=1m30.75kW
台
1
锥底
11
絮凝剂搅拌桶
V=0.5m30.75kW
台
1
锥底
12
絮凝剂泵
PT-06
台
1
三
污泥处理系统
1
污泥浓缩池
36m3
座
1
甲方建设
2
污泥浓缩池集成
套
1
3
污泥泵
Q=20m3/hH=60m5.5kW
台
1
4
管道混合器
DN50SX50*600
台
1
四
电控设备与仪器仪表
1
控制系统
套
1
2
电气设施及材料
3
流量计
浮子
个
16
4
压力表
个
14
5
温度计
0-500C
个
5
6
PH计
610型
个
1
7
溶氧仪
个
1
8
PH计
在线
个
1
五
管道及其他安装材料
1
管道、管件、阀门
DN20~DN250
批
1
2
机架、管架
批
1
六
实验室仪器和设备
1
COD测试设备
套
3
2
NH3-N测试设备
套
1
3
分析天平
MP120-2(万分之一)
台
1
4
托盘天平
0.1g-100g
台
1
5
烘箱
台
1
6
玻璃仪器
批
1
7
测试药剂
批
1
8
工具柜
个
1
七
厂房及设备基础
1
厂房
220m2
座
1
甲方建设
2
设备基础
甲方建设
土建条件
序号
名称
平面尺寸m2
层高m
结构
单位
数量
备注
1
反硝化池
3×6
7
钢混
座
1
甲方建设
2
硝化池
10×6
7
钢混
座
1
甲方建设
3
污泥浓缩池
3×3
4
钢混
座
1
甲方建设
4
厂房
20×11
5
砖混
座
1
甲方建设
5
设备基础
若干
甲方建设
第四章技术服务方案
6.1培训计划
废水处理站废水站要求配备责任心强,有一定素质的操作、化验、管理人员共5人。
培训内容包括:
(1)基本理论和工艺基础知识培训:
主要介绍渗滤液废水处理站工艺原理和相关概念、废水水质特征、工艺参数和控制要点。
时间2天,由设计工艺工程师负责,所有废水站人员参加,择日考核。
(2)化验工作培训:
化验室测试PH、CODcr、NH4+等项目,要求配备必要的化验仪器、设备及试剂。
时间14天,在工艺调试期间进行,需考核通过。
(3)操作培训:
操作人员要求有较强的责任心并具有设备、电气方面的保养及操作常识。
操作人员培训时间:
整个调试期间,由负责调试的工程师和技术人员承担。
运行职员学习各单元设备的操作控制方法,认真领会操作手册,并对每个单元的操作进行考核,所有科目合格后方可上岗操作。
6.2售后服务承诺
售后服务工作程序:
电话接收服务请求→提供电话技术支持→电话不能解决→派工程师到现场→解决客户问题。
对于用户的服务请求,我司在接报后1小时内响应,6小时内有解决方案,48小时内处理完毕。
若在48小时内仍未处理完毕,若属设备质量问题,我司免费提供相同档次的设备予用户临时使用。
提供常设7×24小时(每周7天,每天24小时)热线服务和长期的免费技术支持。
设备质量保证期为一年,一年内设备质量任何问题,我司在24小时内回应并赴现场解决问题。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 100 渗滤 工艺技术 方案
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
家俱城开业庆典策划方案Word格式文档下载.docx
-
范文五年级数学下册因数与倍数第一讲知识点及练习题人教版Word格式.docx
-
啤酒厂污水处理工艺流程设计Word文件下载.docx
-
雅思考试备考雷区文档格式.docx
-
第7章 习题课2动能定理的应用Word下载.docx
-
东傲外墙外保温系统施工方案Word文件下载.docx
-
学年人教版八年级上期中教学质量检测数学试题及答案Word格式.docx
-
房屋拆除施工方案Word文档格式.docx
-
30位高考高分考生语文学习秘笈与成长经历Word文档格式.docx
-
二年级数学上册口算题卡88Word格式文档下载.docx
-
学期自我鉴定20篇Word文档下载推荐.docx
-
杨木无胶刨花板工艺研究讲解Word下载.docx
-
电子科技大学大学生创新创业项目管理系统文档格式.docx
-
发布会策划案例word范文模板 11页文档格式.docx
-
一年级找规律练习题集Word文档下载推荐.docx
-
小学语文五年级S版下册期中测试卷Word文档格式.doc
-
三年级下册生命教育教案Word文件下载.doc
-
常见多音字Word文档下载推荐.docx
-
大班语言词语接龙教案Word下载.docx
