 mazake操作面板对刀操作工件偏移坐标.docx
mazake操作面板对刀操作工件偏移坐标.docx
- 文档编号:27283630
- 上传时间:2023-06-28
- 格式:DOCX
- 页数:10
- 大小:555.98KB
mazake操作面板对刀操作工件偏移坐标.docx
《mazake操作面板对刀操作工件偏移坐标.docx》由会员分享,可在线阅读,更多相关《mazake操作面板对刀操作工件偏移坐标.docx(10页珍藏版)》请在冰豆网上搜索。
mazake操作面板对刀操作工件偏移坐标
mazake操作面板-对刀操作工件偏移坐标
十一、对刀操作
基本上数控加工中心都会有G54~G59六个工件坐标系。
将编程坐标系与工件坐标系重合一起才可以正确加工。
1.G54~G59的工件坐标系设置方法如下:
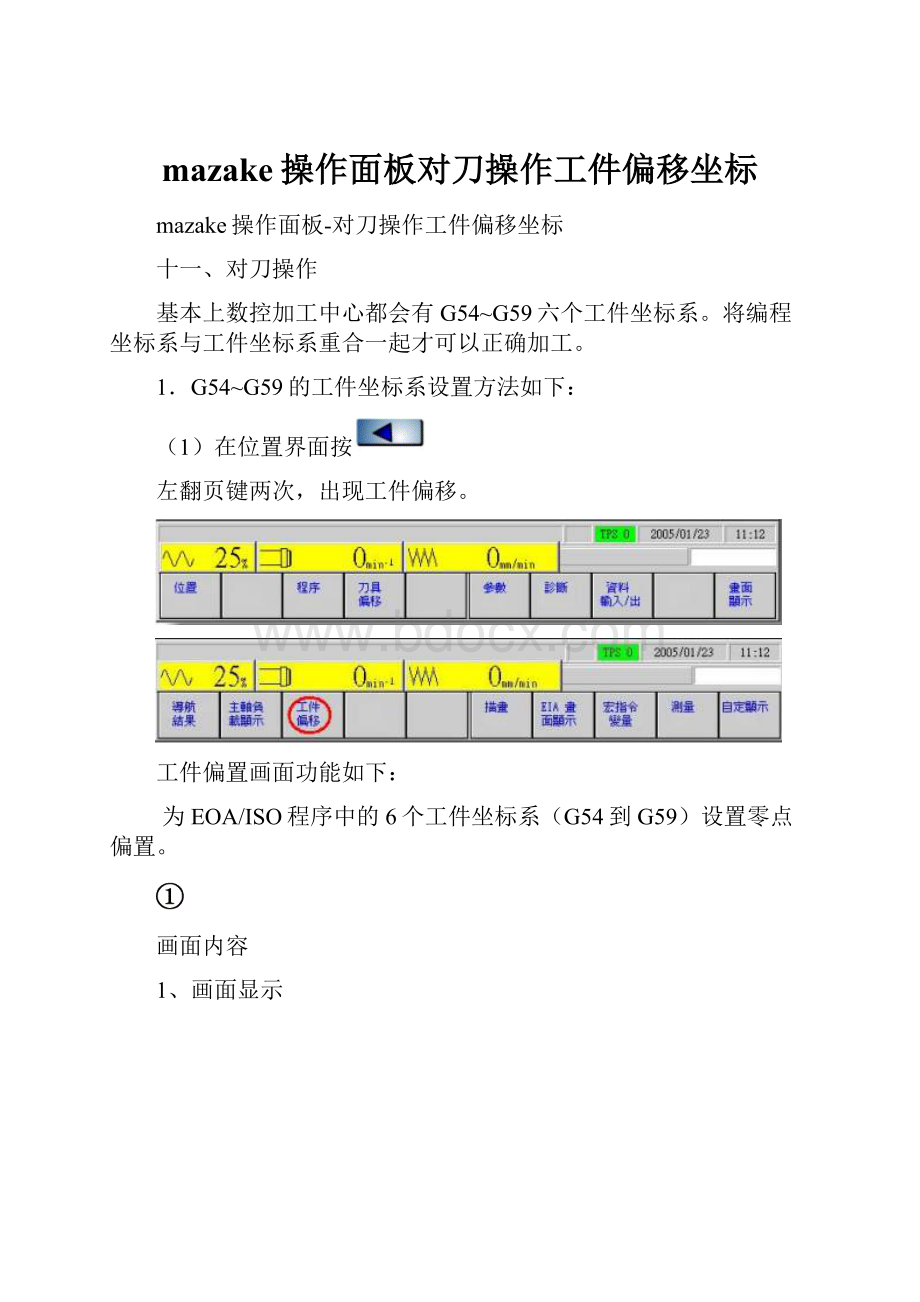
(1)在位置界面按
左翻页键两次,出现工件偏移。
工件偏置画面功能如下:
为EOA/ISO程序中的6个工件坐标系(G54到G59)设置零点偏置。
画面内容
1、画面显示
[3]
X、Y、Z
mm(inch)
机床零点到G56系零点的距离
(工件零点偏置)
4、5、6
度或mm(inch)
[4]
X、Y、Z
mm(inch)
机床零点到G57系零点的距离
(工件零点偏置)
4、5、6
度或mm(inch)
[5]
X、Y、Z
mm(inch)
机床零点到G58零点的距离
(工件零点偏置)
4、5、6
度或mm(inch)
[6]
X、Y、Z
mm(inch)
机床零点到G59零点的距离
(工件零点偏置)
4、5、6
度或mm(inch)
[7]
X、Y、Z
mm(inch)
工件零点在每个工件坐标系上的漂移量。
4、5、6
度或mm(inch)
[8]
X、Y、Z
mm(inch)
与机床项目在位置画中一样。
参见位置画面一样。
4、5、6
度或mm(inch)
数据注册
下面数据可在工件偏置画面中。
1.工件坐标系G54到G59(项目[1][6])的零点偏置值
工件零点偏置值是从机床零点到工件零点的偏置值。
2.工件坐标系(项目[7])的偏置值。
用于工件坐标系G54到G59偏移的外部工件零点偏置值.
3.设定工件原点偏置值的步骤
A.设定已知的工件原点偏置值
(1)将光标移动到要设定偏置值的坐标系的相应轴的位置。
按下光标键调出光标,将光标移动到指定位置。
(2)设定偏置值。
输入已知数据,并按下
键。
(3)重复步骤
(1)和
(2),直到全部设定完成。
B.设定未知的工件原点偏置值
如果不知道要设定的偏置值,可以利用刀尖记忆功能(保存刀尖位置数据)来设定数据。
(1)安装一把有足够加工长度的刀具。
(2)将刀尖移动到指定的工件原点,手动移动各轴,直到刀尖达到工件原点。
(3)将光标移动到要设定偏置值的坐标系的相应轴的位置。
(4)按下刀尖记忆菜单键,然后直接按
键。
计算机会自动把当前的机械坐标输入到对应的位置。
(5)在指定轴向上设定从工件原点到刀具参考点的距离。
4.设定工件坐标系的偏移量
通过将工件零点设定为偏移坐标来设定偏移量,与“设定工件零点偏置的步骤”相同。
注意:
利用增量输入菜单功能,可以通过给当前数据选择增量或负增量来设定数据。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- mazake 操作 面板 工件 偏移 坐标
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《崔万志演讲观后感》.docx
《崔万志演讲观后感》.docx
-
《赤壁赋》理解性默写.docx
-
《匆匆》读书笔记15篇.docx
-
《公共政策概论》简答题题库.docx
-
《建设行政执法制度》.docx
-
《平凡的世界》读后感10篇.docx
-
《AUTO CAD》课程标准 2.docx
-
《搭石》课堂教学实录与评析2篇.docx
-
《广东省GSP认证现场检查项目》粤食药监.docx
-
《触摸春天》教案集合9篇.docx
-
《教育评价学》练习题库及答案.docx
-
《公差配合与测量》教案.docx
-
《软件工程》单项选择题答案.docx
-
《网页设计与制作Dreamweaver》试题附答案.docx
-
《易经》与中医学的关系.docx
-
①临床科室医疗质量管理记录册模板.docx
-
###经济开发区企业知识产权情况调研报告.docx
-
《别踩白块度典范版》设计计划文档.docx
-
《村居》教案模板合集七篇.docx
-
《高老头》读后感15篇.docx
-
《故乡》课堂教学实录.docx
-
《鉴定要素细目表》知识.docx
-
《脊椎病因治疗学》word版.docx
-
《马克思主义基本原理概论》考试真题及答案.docx
-
《人性论》读后感人性论读后感3000字.docx
-
《淘气包马小跳》读后感10篇.docx
-
《网页设计与制作》课程标准.docx
-
《小学音乐识谱教学有效性策略的研究》课题研究的中期报告.docx
-
《助产学》考试试题及答案01.docx
-
3分钟熟记精深中医针灸顺口溜附穴位图.docx
-
11大税种税法记忆口诀和计算方法.docx
-
《百家讲坛》观后感20篇.docx
-
公园服务中心物业保洁安全操作规程Word文档下载推荐.docx
-
广东省汕头市金中南校高一地理下学期第一次月考试题 文Word文档格式.docx
-
第八单元20以内的进位加法 1Word文档下载推荐.docx
-
古诗文第一十周Word格式.docx
-
贵州省贵师大附中周林高级中学学年高一下学文档格式.docx
-
第一轮复习第七章 实践应用性问题课件 测试共7份打包下载Word文档格式.docx
-
二年级生字组词文档格式.docx
-
广州南沙区中考语文一模试题及答案Word文档下载推荐.docx
-
国家统一法律职业资格考试之司法考试一及答案714Word文件下载.docx
-
湖南省郴州市第八中学中考语文复习 古诗词赏析文档格式.docx
-
华为中低端交换机控标主要技术点解析0325Word下载.docx
-
电力工业企业档案分类规则火电施工企业档案分类表Word下载.docx
-
民族风毕业设计书籍Word格式文档下载.docx
-
读悟结合品味语言体会感情 《卖火柴的小女孩儿》教学设计Word下载.docx
-
国家基本公共卫生项目测精彩试题库7高血压文档格式.docx
-
四年级国旗下讲话稿Word文档格式.doc
-
互联网+时代县区教育资源共享平台的构建Word格式文档下载.docx
-
四年级培优补差工作计划Word文档格式.doc
-
共产党员先进性个人总结多篇Word格式.docx
