 级进模结构设计.ppt
级进模结构设计.ppt
- 文档编号:2725752
- 上传时间:2022-11-09
- 格式:PPT
- 页数:21
- 大小:1.59MB
级进模结构设计.ppt
《级进模结构设计.ppt》由会员分享,可在线阅读,更多相关《级进模结构设计.ppt(21页珍藏版)》请在冰豆网上搜索。
Resolution:
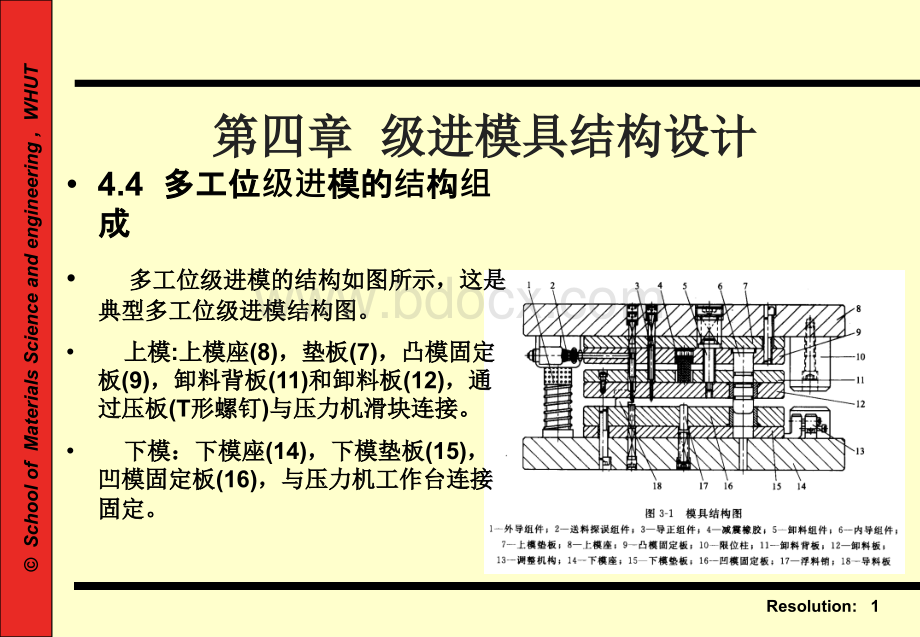
1SchoolofMaterialsScienceandengineering,WHUT第四章第四章级进模具结构设计级进模具结构设计4.4多工位多工位级进模的模的结构构组成成多工位级进模的结构如图所示,这是多工位级进模的结构如图所示,这是典型多工位级进模结构图。
典型多工位级进模结构图。
上模上模:
上模座上模座(8),垫板,垫板(7),凸模固定,凸模固定板板(9),卸料背板,卸料背板(11)和卸料板和卸料板(12),通,通过压板过压板(T形螺钉形螺钉)与压力机滑块连接。
与压力机滑块连接。
下模:
下模座下模:
下模座(14),下模垫板,下模垫板(15),凹模固定板凹模固定板(16),与压力机工作台连接,与压力机工作台连接固定。
固定。
页码页码:
2SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计图示模具特点:
图示模具特点:
(1)支撑牢固支撑牢固
(2)导向精密导向精密(3)导料准确导料准确(4)定位精确定位精确(5)卸料可调卸料可调页码页码:
3SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计多工位级进模结构可多工位级进模结构可以分成两大类:
以分成两大类:
工艺零件工艺零件结构零件结构零件如图所示。
如图所示。
页码页码:
4SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计4.5.1固定导料板多工位级进模固定导料板多工位级进模图示为典型的多工位固定图示为典型的多工位固定导料板导料板级进模级进模该模具的件该模具的件4为固定式的导料板,只有导料功能,没有其他的浮为固定式的导料板,只有导料功能,没有其他的浮料和压料功能。
料和压料功能。
页码页码:
5SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计
(1)模具结构特点模具结构特点使用中等精度的使用中等精度的标准模架:
准模架:
4个个滚珠珠导柱柱导套、下模座和上模座,允套、下模座和上模座,允许使使用两个用两个滚珠珠导向向导柱柱导套中高精度的套中高精度的标准模架。
准模架。
模板之模板之间没有其他的没有其他的导向向导柱,模板包括:
上模柱,模板包括:
上模垫板、上模板、固定板、上模板、固定导料板、下模板、下模料板、下模板、下模垫板及可能需要的上盖板。
板及可能需要的上盖板。
固定固定导料板只具有条料定位及卸料的作用,没有料板只具有条料定位及卸料的作用,没有弹压作用;固定作用;固定导料板料板的型孔与凸模之的型孔与凸模之间的的间隙隙为单边0.10mm。
下模板下模板(凹模凹模)的抬料装置用上模的打杆的抬料装置用上模的打杆压下。
下。
页码页码:
6SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计
(2)多工位固定导料板级进模应用场合多工位固定导料板级进模应用场合原材料厚度原材料厚度0.35mm;产品生产批量中等及大批量;产品生产批量中等及大批量;产品精度中等及以下,毛刺产品精度中等及以下,毛刺0.03mm;工艺不含细小冲裁凸模及成形凸模结构;工艺不含细小冲裁凸模及成形凸模结构;可以适应比较复杂的产品冲压;可以适应比较复杂的产品冲压;模具稳定性可靠性偏低,模具寿命偏低;模具稳定性可靠性偏低,模具寿命偏低;模具冲压速度偏低,不超过模具冲压速度偏低,不超过500次次/min;模具的制造与设计成本低,模具的设计与制造周期短;模具的制造与设计成本低,模具的设计与制造周期短;模具零件数量最少,装配复杂,装配要求高;模具零件数量最少,装配复杂,装配要求高;模具的零件更换、维护容易,模具的零件位置调整容易。
模具的零件更换、维护容易,模具的零件位置调整容易。
页码页码:
7SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计(3)多工位固定导料板级进模设计及运用多工位固定导料板级进模设计及运用下模板内凹模刃口要有导料板的可靠压盖,下模板内成形凹模最好也有下模板内凹模刃口要有导料板的可靠压盖,下模板内成形凹模最好也有导料板的压盖,带内弹顶装置的成形零件一定要有可靠压盖。
导料板的压盖,带内弹顶装置的成形零件一定要有可靠压盖。
模板内镶嵌零件与安装孔采用过渡或小过盈配合,过盈配合的双边负间模板内镶嵌零件与安装孔采用过渡或小过盈配合,过盈配合的双边负间隙为隙为0.005mm。
弯曲起伏尽量采取向下弯曲方式。
弯曲起伏尽量采取向下弯曲方式。
下模板内的抬料弹顶装置要用装在上模板上的打杆打下,注意:
下模板内的抬料弹顶装置要用装在上模板上的打杆打下,注意:
弹顶杆长度弹顶杆长度定位针有效长度定位针有效长度冲裁凸模及成形凸模的长度;它们之间的冲裁凸模及成形凸模的长度;它们之间的长度级差为长度级差为0.51.0mm。
推荐采用上下模板各工位有合模要求的型孔及定位销孔同线切割。
推荐采用上下模板各工位有合模要求的型孔及定位销孔同线切割。
页码页码:
8SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计4.5.2半弹压板多工位级进模半弹压板多工位级进模半弹压板多工位级进模如图所示半弹压板多工位级进模如图所示模具的弹性卸料板的长度小于模模具的弹性卸料板的长度小于模板长度板长度这种结构设计是为简化模具结构、这种结构设计是为简化模具结构、降低模具成本。
降低模具成本。
页码页码:
9SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计
(1)半弹压板多工位级进模半弹压板多工位级进模模具结构特点模具结构特点模具使用中高级精度的标准模架,包括四个滚珠导向导柱导模具使用中高级精度的标准模架,包括四个滚珠导向导柱导套、下模座、上模座,前半部套、下模座、上模座,前半部(冲裁刃口集中部分冲裁刃口集中部分)带有四个导带有四个导柱的半弹压板,后半部没有导向导柱。
柱的半弹压板,后半部没有导向导柱。
模板包括上垫板、上模板、半弹压板、固定送料板、半弹压模板包括上垫板、上模板、半弹压板、固定送料板、半弹压板盖板、下模板、下垫板及上盖板。
板盖板、下模板、下垫板及上盖板。
前半部半弹压板可以保证冲裁过程中压住条料并对凸模导向,前半部半弹压板可以保证冲裁过程中压住条料并对凸模导向,后半部固定导料板只有定位及刚性卸料作用。
后半部固定导料板只有定位及刚性卸料作用。
半弹压板覆盖范围内的下模板内的抬料弹顶装置依靠半弹压半弹压板覆盖范围内的下模板内的抬料弹顶装置依靠半弹压板压下,后半部下模板内的抬料弹顶装置要用装在上模板上的板压下,后半部下模板内的抬料弹顶装置要用装在上模板上的打杆打下。
打杆打下。
页码页码:
10SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计
(2)半弹压板多工位级进模半弹压板多工位级进模应用场合应用场合原材料厚度大于或等于原材料厚度大于或等于0.30mm;产品生产批量中等及以上;产品生产批量中等及以上;产品精度中等,毛刺大于;产品精度中等,毛刺大于;在半弹压板范围内允许有细小在半弹压板范围内允许有细小的冲裁凸模及成形凸模结构;的冲裁凸模及成形凸模结构;模具稳定性可靠性较高,寿命模具稳定性可靠性较高,寿命较高;较高;尤其适合于模具很长、工位数尤其适合于模具很长、工位数多、后半部成形工位数多并且成多、后半部成形工位数多并且成形起伏大的产品生产;形起伏大的产品生产;页码页码:
11SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计(3)半弹压板多工位级进模半弹压板多工位级进模设计及运用设计及运用下模板内冲裁刃口有导料板压盖。
下模板内冲裁刃口有导料板压盖。
模板内的零件与模板上的型孔使用过渡或小过盈配合,过盈配合的双边模板内的零件与模板上的型孔使用过渡或小过盈配合,过盈配合的双边负间隙为负间隙为00.015mm;与半弹压板对应部位的上模板内的型孔直接与各凸模;与半弹压板对应部位的上模板内的型孔直接与各凸模采用大间隙配合,双边间隙采用大间隙配合,双边间隙0.040.08mm。
弯曲起伏尽量采取弯曲方向向下的弯曲方式。
弯曲起伏尽量采取弯曲方向向下的弯曲方式。
特别注意,弹顶打杆长度略长于半弹压板下底平面特别注意,弹顶打杆长度略长于半弹压板下底平面1.201.50mm,弹顶打杆长度弹顶打杆长度后半部的定位针及定位叉的有效长度后半部的定位针及定位叉的有效长度冲裁凸模及成形凸模的冲裁凸模及成形凸模的长度。
长度。
推荐采用半弹压板与下模板中各工位有合模要求的型孔及导向导柱之导推荐采用半弹压板与下模板中各工位有合模要求的型孔及导向导柱之导套孔同线切割。
套孔同线切割。
页码页码:
12SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计4.5.3整体弹压板多工位级进模整体弹压板多工位级进模整体弹压板多工位级进模分为整体弹压板多工位级进模分为A、B两类两类A型采用小块送料板的导料方式型采用小块送料板的导料方式B型采用小方块或圆柱钉的导料方式。
型采用小方块或圆柱钉的导料方式。
页码页码:
13SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计
(1)整体弹压板多工位级进模整体弹压板多工位级进模结构特点构特点使用高精度标准模架使用高精度标准模架各相互运动的模板之间有四个或六个滚珠导向导柱各相互运动的模板之间有四个或六个滚珠导向导柱卸料板与下模板内装置滚珠导向套;上模板安装内导柱,卸料板与下模板内装置滚珠导向套;上模板安装内导柱,内导柱与上模板孔间隙内导柱与上模板孔间隙0.200.30mm。
整体弹压板可以保证冲压过程中全程压住条料并对所有整体弹压板可以保证冲压过程中全程压住条料并对所有凸模导向。
凸模导向。
弹顶装置依靠弹压板压下。
弹顶装置依靠弹压板压下。
定位针装在弹压板上,定位针露出弹压板下平面的有效定位针装在弹压板上,定位针露出弹压板下平面的有效长度为长度为lmm左右。
左右。
页码页码:
14SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计
(2)整体弹压板多工位级进模整体弹压板多工位级进模应用场合应用场合A型整体弹压板模具适应所有原料厚度,型整体弹压板模具适应所有原料厚度,B型整体弹压板模具适应原型整体弹压板模具适应原材料厚度大于材料厚度大于0.15mm;原材料硬度超过;原材料硬度超过100HV的情形。
的情形。
适应大批量生产。
适应大批量生产。
适应各类产品生产。
适应各类产品生产。
产品精度高,毛刺小于产品精度高,毛刺小于0.03mm。
模具可以使用细小的冲裁及成形凸模结构。
模具可以使用细小的冲裁及成形凸模结构。
模具稳定性及可靠性高,寿命高。
模具稳定性及可靠性高,寿命高。
模具冲压速度高,模具冲压速度高,4001200次次/min。
模具制造与设计成本较高,模具的设计与制造周期较长。
模具制造与设计成本较高,模具的设计与制造周期较长。
模具零件数量较多,模具装配简易,装配要求低。
模具零件数量较多,模具装配简易,装配要求低。
页码页码:
15SchoolofMaterialsScienceandengineering,WHUT快速制模理论与技术第4章级进模具结构设计(


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 级进模 结构设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
小学数学研修心得精选多篇.docx
-
心得体会之人事工作体会和感悟.docx
-
嵌入式Linux面试试题库汇总.docx
-
升旗仪式学生演讲稿通用5篇.docx
-
招商管理及筹建.docx
-
建筑施工企业安全生产三项制度.docx
-
四年级数学下册第一单元教案.docx
-
疫情期间幼儿园安全教育活动方案总结反思例文三篇合集16疫情下安全教育.docx
-
维修服务合同范本.docx
-
科学与知性.docx
-
五年级下册心理健康doc.docx
-
英语句子朋友圈.docx
-
上海市高中结业文化考试化学卷及答案.docx
-
最新流行病学协和医科大学选择题1.docx
-
护士个人工作业绩总结.docx
-
积分表.docx
-
四路抢答器.docx
-
仁布事业编招聘考试真题及答案解析word打印.docx
-
超星尔雅中国古代史.docx
