 原料磨巡检作业指导书2.docx
原料磨巡检作业指导书2.docx
- 文档编号:27168466
- 上传时间:2023-06-27
- 格式:DOCX
- 页数:18
- 大小:24.31KB
原料磨巡检作业指导书2.docx
《原料磨巡检作业指导书2.docx》由会员分享,可在线阅读,更多相关《原料磨巡检作业指导书2.docx(18页珍藏版)》请在冰豆网上搜索。
原料磨巡检作业指导书2
1.总则
1.1本指导书适用于原料磨巡检岗位。
1.2本指导书规定了原料磨巡检岗位工的职责范围、工作内容与要求、操作规程、故障的处理方法、交接班制度。
2.引用文件
2.1天津水泥设计研究院《工艺设备表》《工艺流程图》
2.3设计院《工艺操作说明书》
2.4厂家设备手册
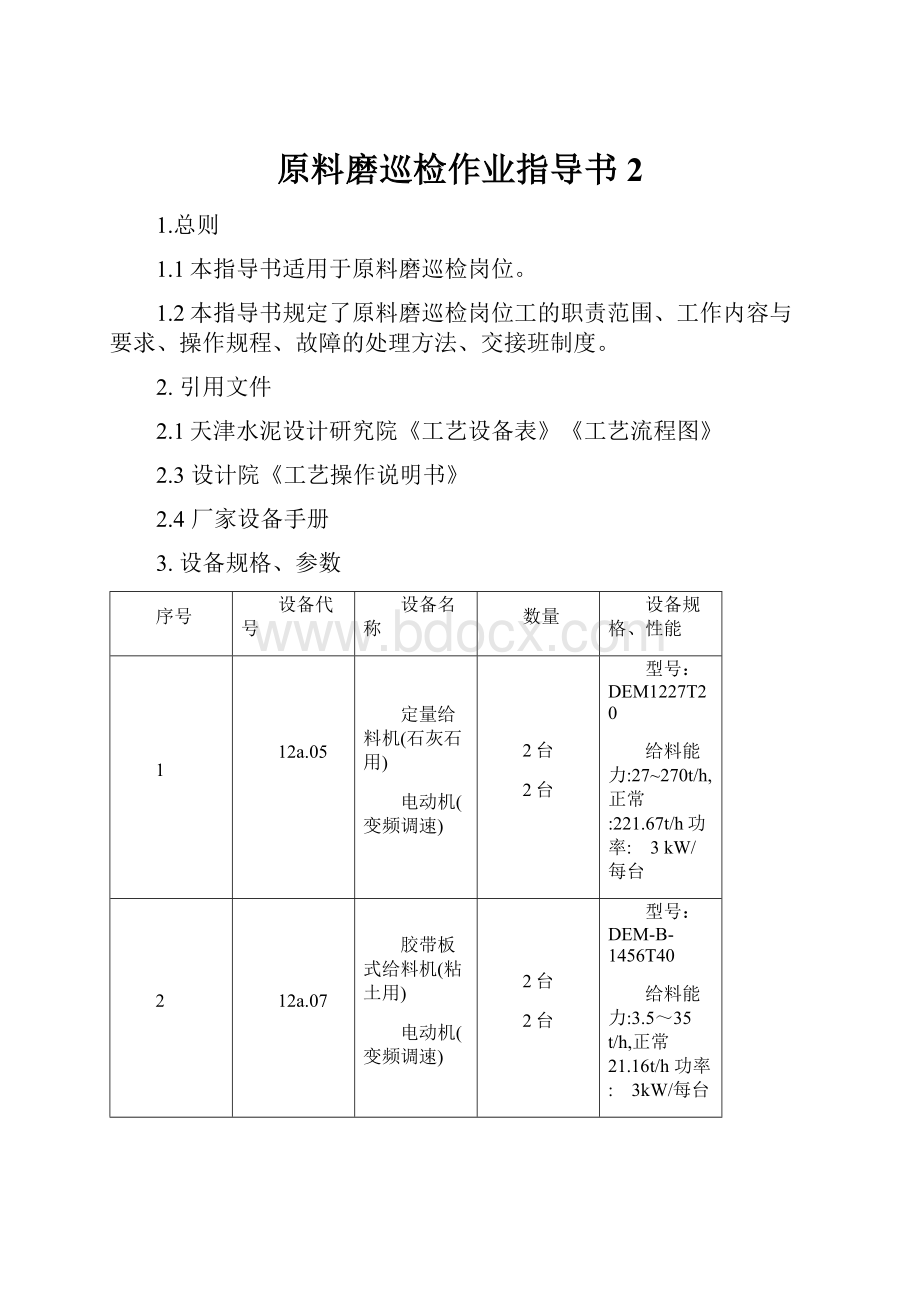
3.设备规格、参数
序号
设备代号
设备名称
数量
设备规格、性能
1
12a.05
定量给料机(石灰石用)
电动机(变频调速)
2台
2台
型号:
DEM1227T20
给料能力:
27~270t/h,正常:
221.67t/h功率:
3kW/每台
2
12a.07
胶带板式给料机(粘土用)
电动机(变频调速)
2台
2台
型号:
DEM-B-1456T40
给料能力:
3.5~35t/h,正常21.16t/h功率:
3kW/每台
3
12a.09
胶带板式给料机(火山灰用)
电动机(变频调速)
2台
2台
型号:
DEM-B-1446T40
给料能力:
5.0~50t/h,正常22.74t/h
功率:
3kW/每台
4
12a.11
胶带板式给料机(铁矿石用)
电动机(变频调速)
2台
2台
型号:
DEM-B-1246T40
给料能力:
1.5~15t/h,正常4.99t/h
功率:
2.2kW/每台
5
12a.16
胶带输送机
电动机
1台
1台
型号:
TD75槽型
规格:
B1000X73100mm
能力:
320t/h
带速:
1.25m/s
功率:
22kW
6
12a.17
胶带输送机
电动机
1台
1台
型号:
TD75槽型
规格:
B1000X75900mm
能力:
320t/h
带速:
1.25m/s
功率:
22kW
7
12a.18
气箱式脉冲袋收尘器
刚性叶轮给料机
减速电机
5台
5台
5台
型号:
LPF32-4
处理风量:
6696m3/h
规格:
300x300mm
功率:
1.1kW/每台
8
12a.19
离心通风机
电动机
3台
3台
型号:
9-28No.8D
风量:
8793m3/h
全压:
3893Pa
型号:
Y180M-4
功率:
18.5kW/每台
9
12a.20
离心通风机
电动机
2台
2台
型号:
9-19No11.2D
风量:
7388m3/h
全压:
3237Pa
型号:
Y180L-6
功率:
15kW/每台
10
12a.23
胶带输送机
电动机
1台
1台
型号:
TD75槽型
规格:
B1000X57000mm
能力:
320t/h
带速:
1.25m/s
功率:
30kW
11
12a.24
胶带输送机
电动机
1台
1台
型号:
TD75槽型
规格:
B1000X56500mm
能力:
320t/h
带速:
1.25m/s
功率:
30kW
12
12a.25
永磁自卸带式除铁器
驱动电机
2台
2台
型号:
RCYD10
适用带宽:
1000mm
功率:
3kW/每台
13
12a.26
金属探测仪
2台
适用带宽:
1000mm
14
12a.30
气箱式脉冲袋收尘器
刚性叶轮给料机
减速电机
1台
1台
1台
型号:
LPF32-5
处理风量:
9000m3/h
规格:
300x300mm
功率:
1.1kW/每台
15
12a.31
离心通风机
电动机
1台
1台
型号:
9-26No.8D
风量:
9639m3/h
风压:
3802Pa
型号:
Y180M-4
功率:
18.5kW/每台
16
12a.32
气箱式脉冲袋收尘器
刚性叶轮给料机
减速电机
2台
2台
2台
型号:
LPF32-3
处理风量:
4464m3/h
规格:
300x300mm
功率:
1.1kW/每台
17
12a.33
离心通风机
电动机
2台
2台
型号:
9-19No.8D
风量:
5275m3/h
风压:
3584Pa
型号:
Y160M-4
功率:
11kW/每台
18
12/16.01
气动侧三通分料阀
2台
规格:
560x560,α=60°
通过能力:
300t/h
19
12/16.02
双层重锤翻板阀
2台
规格:
600x600
通过能力:
300t/h
20
12/16.03
V型选粉机
2台
型号:
VX9620G
喂料量:
880~1200t/h
选粉风量:
360000~550000m3/h
21
12/16.04
中央链斗式提升机
主电机
慢驱动电机
2台
2台
2台
型号:
GT1000-30.05m
输送能力:
850t/h(正常),1000t/h(最大)
功率:
160kW
功率:
9.2kW
22
12/16.05
稳流恒重仓
称重传感器
2台
2台
规格:
Φ3000mm
称量范围:
0~22t
23
12/16.06
棒条闸门
2台
规格:
1200×600mm
24
12/16.07
气动截止阀
2台
规格:
1200×600mm
25
12/16.08
辊压机
电动机
2台
4台
规格:
CLF180120-D-SD
通过量:
610~850t/h
型号:
YRKK630-6
功率:
1250kW,10kV
26
12/16.09
中央链斗式提升机
主电机
慢驱动电机
2台
2台
2台
型号:
GT1000-25.40m
输送能力:
900t/h
功率:
132kW
功率:
9.2kW
27
13/14.01
钢丝胶带斗式提升机
主电动机
辅助传动电机
1台
1台
1台
型号:
HC1000X64000mm
输送能力:
650t/h
功率:
200kW
功率:
4kW
28
13/14.02
空气输送斜槽
1台
规格:
XZ630x18458mm
能力:
650t/h
斜度:
8°
29
13/14.03
离心通风机
电动机
1台
1台
型号:
XQII4.7A
风量:
1392m3/h
全压:
5351Pa
功率:
4kW
30
13/14.04
溢流式八嘴生料分配器
1台
规格:
Φ1300/B250mm
流通能力:
650t/h
31
13/14.05
离心通风机
电动机
1台
1台
型号:
9-19No.5A
风量:
1932m3/h
风压:
5768Pa
功率:
7.5kW
32
13/14.06
空气输送斜槽
1台
规格:
XZ630x21517mm
输送能力:
420t/h
斜度:
8°
33
13/14.07
空气输送斜槽
1台
规格:
XZ630x28023mm
输送能力:
420t/h
斜度:
8°
34
13/14.08
离心通风机
电动机
1台
1台
型号:
9-19No.5A
风量:
2254m3/h
风压:
5740Pa
功率:
7.5kW
35
13/14.09
气箱式脉冲袋收尘器
回转卸料器
减速电机
1台
1台
1台
型号:
LPF4/8/6
处理风量:
11160m3/h
出口含尘浓度:
≤30mg/m3(标)
规格:
300x300mm
功率:
1.1kW
36
13/14.10
离心通风机
电动机
1台
1台
型号:
9-26No.8D
风量:
12166m3/h
风压:
3529Pa
型号:
Y180L-4
功率:
22kW
4.工艺流程简介
4.1原料磨采用2套辊压机终粉磨系统,当入磨物料粒度0~75mm,水份≤6%,当成品生料比表面积为160~320m3/kg,水份为0.5%时,磨系统产量为220~270t/h。
4.2各种原料经胶带机送入V型选粉机(12/16.03)分级打散,其中粗粉部分经提升机(12/16.04)、称重稳流仓(12/16.05)回辊压机(12/16.08)循环再挤压;另一部分进入选粉机(12/16.10)分选,合格成品随一部分气流送入旋风收尘器(12/16.11)收集,另一部分气流作为循环风重新进入V型选粉机。
收集下来的成品经空气输送斜槽、斗式提升机入生料库储存、均化。
出旋风收尘器的气体经循环风机,一部分气体作为循环风重新进入V型选粉机,其余气体则通过窑尾袋收尘器净化后,经尾排风机和烟囱排入大气。
窑尾袋收尘器收下的粉尘经链式输送机,斗式提升机与出磨生料一起经空气输送斜槽、斗式提升机入生料均化库。
当原料磨系统正常生产时,来自窑系统的废气经高温风机,全部进入原料磨系统作为烘干热源,从原料磨系统排出的废气由循环风机送入废气处理系统。
5.职责权限
5.1负责本岗位所属设备的日常维修和保养及安全运转。
5.2负责本岗位所辖区域的环境设备卫生的清洁工作。
5.3按规定认真填写岗位记录,对非正常运行状态进行判断处理,不能处理的及时报告操作员。
5.4积极参加公司、部门有关的工作会议和技术培训。
根据设备运行情况,提出本岗位设备检修和改进的意见。
5.5发现危及设备及人身安全的征兆,应立即报告;情况紧急时有权采取临时措施,事后报告工段、部门领导。
5.6原料粉磨系统是由辊式磨,v型选粉机、废气处理部分、原料调配的出库部分、生料均化库及入窑喂料系统的库顶部分组成。
,自动化程度高,密封性能要求很严格,要经常检查、维护、保养,以保持良好的工作状态,它决定了原料系统的稳定运行。
5.7本岗位维护人员必须熟悉本系统设备的性能参数,动作程序,以及各阀件的结构及工作原理。
5.8完成操作员、工段领导布置的其它任务。
6.操作规程
6.1开车前的准备
6.11检查各冷却水阀门是否打开,确认冷却水流量、水压正常
6.12检查液压系统稀油站、减速机润滑系统稀油站、主电机稀油站油温是否正常,如油温过低须提前开启加热器;检查各管道密封装置是否有泄漏现象;
6.13检查氮气预充压力是否合适;
6.14检查现场测温、测压、测振仪表是否完好;
6.15检查吐渣口是否清理,吐渣斗锁风是否正常,配重是否合适,确认人孔门关闭,密封完好;
6.16检查所有螺栓是否有松动、脱落;
6.17检查入磨皮带(12a.11)上是否有足够物料;
6.18检查现场开关是否置于“中控”中控位置。
6.19检查各扬尘点袋收尘器所需压缩空气是否达到要求。
(0.5~0.8Mpa)
6.2巡检内容
6.2.1原料磨
6.2.1.1检查、确认主电机、减速机的所有地脚螺栓、联接已紧固。
6.2.1.2检查、确认主电机、减速机的润滑到位。
6.2.1.3检查原料磨翻板阀是否锁风可靠及闪动灵活。
6.2.1.4检查原料磨观察门是否关好,螺栓不能有松动现象。
6.2.1.5检查原料磨液压稀油站储油箱内的油量、油温是否正常,开启后压力是否正常。
6.2.1.6检查减速机、电机稀油站储油箱内的油量、油温是否正常。
冬季油温低于20℃时,开启加热装置加热至40℃左右。
油温正常值最高不超过55℃。
6.2.1.7检查原料磨磨各稀油站进出冷却水阀门、油箱冷却器进出冷却水阀门、供油管路进出油阀门、过滤器阀门等是否开启正确。
6.2.1.8检查稀油站各显示仪表是否完好正常,PLC电柜指示灯显示是否有电正常、轴瓦、减速机轴承仪表显示是否完好正常。
6.2.1.9立磨上下前后周围有无其它遗留杂物
6.2.2提升机的检查:
6.2.2.1慢传动机构必须脱开,并锁紧。
6.2.2.2电动联轴器完好,塑料棒无断裂现象。
6.2.2.3减速机油量适宜,上下头尾传动链轮轴承、逆止器轴承完好,并适当加足润滑脂。
6.3原料磨循环风机检查:
6.3.1各检修门是否关严。
6.3.2安全罩是否松动并紧固无碰壳现象。
6.3.3两端轴承润滑是否良好,并适当加油,油量不宜过多,否则易发热损坏。
6.3.4电机联轴器联接螺栓、胶垫圈有无松动损坏,并及时更换处理。
6.3.5检查电机稀油站储油箱内的油量、油温、油压是否正常。
6.3.6调节阀门机构无松脱现象。
6.3.7确认冷却水压力正常、畅通。
6.4v型选粉机检查:
6.4.1各检查门或孔是否关严。
6.4.2减速机油量是否合适足够。
循环油泵是否正常。
6.4.3电机与减速机、减速机与选粉机主轴的联轴器有无联接螺栓松动或胶圈损坏现象。
6.4.4开关选择在中控位置。
6.5空气输送斜槽检查:
6.5.1检查有无堵塞现象。
6.5.2清除机内大颗粒物料及铁屑。
6.5.3机壳螺栓有无松动并紧固。
6.5.4透气帆布有无磨损穿孔现象。
6.6袋收尘的检查:
6.6.1检查滤袋的积灰情况,若滤袋破损,应及时更换。
6.6.2检查收尘器料斗有无积料,如有应及时清除,并找出原因。
6.7其它检查:
6.7.1对检修过后的设备应全方面详细检查。
6.7.2机旁控制按钮应在中控位置。
6.7.3各管道控制阀门应开启灵活正常。
6.8停车后的检查:
6.8.1检查液压系统,减速机润滑系统油质、油位,将过滤网清洗干净;
6.8.2将冷却水系统过滤器清洗干净;
6.8.3检查液压系统氮气囊预充氮气压力是否正常;
6.8.4检查磨机磨盘,磨辊衬板磨损情况,有无裂痕并作好磨损记录;
6.8.5检查密封管道密封情况,密封环磨损情况;
6.8.6检查磨内仪表情况及喷水系统是否堵塞、脱落;
6.8.7检查拉伸杆磨损情况,密封状况;
6.8.8检查挡料环、喷嘴环磨损情况,固定是否牢固;
6.8.9检查磨辊压力框架挡块磨损情况,磨辊推力框架和铰链连接件的磨损情况,磨辊角度是否正确;
6.8.10检查辊内润滑油油质、油量,并及时补充,更换;
6.8.11检查球面轴承润滑状况是否良好;
6.8.12检查刮料板磨损情况,固定是否牢靠;
6.8.13检查进、出口风管积料是否严重,并及时清理;
6.8.14检查各螺栓是否松动、脱落,并及时紧固,更换;
6.8.15检查磨内有无异物、检修工具,并关闭人孔门;
6.8.16及时清扫系统卫生。
6.9常见故障及处理方法:
1)磨机振动突然大
序号
故障分析
处理方法
1
调配站不下料,料仓堵料
现场清堵,堵料严重则停磨处理
2
换向阀频繁动作
通知相关人员检查金属探测仪和换向阀是否有故障
3
12a.11皮带跑偏
及时调整
4
磨内进大件物料或进铁块
及时剔除,同时检查除铁器
5
磨内物料过多,特别粉料过多
及时降低喂料量、加大磨内通风
2)磨机差压急剧上升
序号
故障分析
处理方法
1
喂料量增加速度过快
缓慢增加喂料量
2
系统通风量突然上升
分析通风量上升的原因,调整磨内通风
3
磨机出口温度急剧上升
增大循环风挡板开度,增加喷水量,关小热风挡板开度,掺部分冷风,找出异常原因
3)换向阀频繁动作
序号
故障分析
处理方法
1
金属探测仪频繁报警
检查除铁器是否工作,若工作正常,再观察物料是否有其它金属物,若有剔除,若无金属物说明金属探测器误报警,联系相关人员处理好
2
换向阀本身的故障
通知相关人员检查处理,若处理不好立即停磨
4)选粉机突然跳停立即通知调度、相关电气自动化人员查找原因,检查选粉机电流及转速变化情况,查明原因后待试开平稳后再启动其它设备。
5)磨机跳停
序号
故障分析
处理方法
1
振动大
查看趋势图,看配料站下料量是否平稳、断料,堵料检查是否有大块金属进入磨内
2
密封风机跳停或压力低
现场检查密封风机及管道,并清吹过滤网
3
选粉机跳停
找出跳停原因并处理
4
生料输送设备跳停
找出跳停原因并处理
5
液压泵或减速机油泵跳停
找出跳停原因并处理
6
磨主电机绕组温度达140℃电机轴承温度达65℃
查明温升原因,待温度下降再启动
7维护保养
7.1风机
检查固定螺栓和连接螺栓的紧固性,检查风机是否存在超振现象;检查润滑系统是否正常工作;停机时清除叶轮上的灰尘和污泥;主轴和联轴节保持清洁;对轴承润滑油进行检查;清除机壳内的积灰。
7.2气箱脉冲袋收尘的维护
检查袋收尘器的密封和保温情况;检查气路系统和排灰系统的工作情况;检查滤袋和阀的使用情况。
7.3皮带机的维护和保养
经常观察减速器的油面指示器,及时添加润滑油.
及时更换转运不灵活的和轴向窜动大于2㎜的托辊辊子.
清扫器、导料槽的橡胶板磨损后应及时调整。
清理粘结在托辊和滚筒表面的物料。
检查输送带表面的剥落情况,及时修补。
7.4袋收尘器的维护保养
收尘器整机应作好防雨、防潮、防尘工作。
密封件等应保持严密,发现老化及破损应及时更换。
外壳等部件如脱漆要及时修补,以防锈蚀。
风机电机、排灰装置等应按设备要求运行及维护,按规定注油润滑,发现不正常现象及时排除。
压缩空气过滤器应每班排污一次。
脉冲阀发生故障应及时检修,内部有杂质、水分应进行清理,如膜片损坏应及时更换。
若收尘器出现冒灰现象,极有可能性是滤袋破损,可在停机的时候进行维修。
8.安全注意事项
8.1设备未停止运转之前,严禁打开各种检修观察门孔。
8.2进入设备检查或设备故障检修必须办理停电拉闸手续,进入原料磨前应确认进料口头部无物料堆积。
进入设备内部应备36伏以下照明电源。
8.3进入原料磨内必须两人以上,并与中控保持密切联系,原料磨外设专人监护。
8.4大块石头及其它铁器木条等杂物严禁输送进原料磨内。
8.5更换衬板、耐磨板等部件时,要防止碰撞、滑落伤人。
8.6设备巡检必须穿戴好防护用品。
8.7遇危及到人身、设备安全的时候,巡检人员可采取机旁急停(如急停按钮、拉绳开关)措施。
8.8巡检人员每小时必须对所管辖区域的设备仔细巡回检查一次,发现异常及故障要及时通报中控员及有关人员处理,并认真填写好记录
9.交接班制度
9.1操作不稳步交;记录不全不交;当班能整改的问题未整改不交;卫生不好不交;工具不全不交;
9.2交接地点:
9.3交接班前准备工作
9.3.1检查本岗位设备的运转情况,发生的故障必须及时处理,不可以留给下一班。
9.3.2生料库中原料贮备必须达到总贮量的75%以上。
9.3.3打扫本岗位设备及所辖区域的卫生,作好记录。
9.4接班人在接班前的工作。
9.4.1对本岗位设备进行全面检查。
9.4.2检查及询问物料使用,库存量情况,上班设备运转情况。
9.4.3清点、检查工具。
9.5交接班内容
9.5.1本班生料库存量。
9.5.2本岗位设备的运行情况以及设备、故障原因、故障处理经过、存在的问题,注意事项。
9.5.3检修时要交清检修进度、内容、质量要求。
9.5.4需要下班继续执行的通知,应详细交待清楚。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 原料 巡检 作业 指导书
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《崔万志演讲观后感》.docx
《崔万志演讲观后感》.docx
-
《赤壁赋》理解性默写.docx
-
《匆匆》读书笔记15篇.docx
-
《公共政策概论》简答题题库.docx
-
《建设行政执法制度》.docx
-
《平凡的世界》读后感10篇.docx
-
《AUTO CAD》课程标准 2.docx
-
《搭石》课堂教学实录与评析2篇.docx
-
《广东省GSP认证现场检查项目》粤食药监.docx
-
《触摸春天》教案集合9篇.docx
-
《教育评价学》练习题库及答案.docx
-
《公差配合与测量》教案.docx
-
《软件工程》单项选择题答案.docx
-
《网页设计与制作Dreamweaver》试题附答案.docx
-
《易经》与中医学的关系.docx
-
①临床科室医疗质量管理记录册模板.docx
-
###经济开发区企业知识产权情况调研报告.docx
-
《别踩白块度典范版》设计计划文档.docx
-
《村居》教案模板合集七篇.docx
-
《高老头》读后感15篇.docx
-
《故乡》课堂教学实录.docx
-
《鉴定要素细目表》知识.docx
-
《脊椎病因治疗学》word版.docx
-
《马克思主义基本原理概论》考试真题及答案.docx
-
《人性论》读后感人性论读后感3000字.docx
-
《淘气包马小跳》读后感10篇.docx
-
《网页设计与制作》课程标准.docx
-
《小学音乐识谱教学有效性策略的研究》课题研究的中期报告.docx
-
《助产学》考试试题及答案01.docx
-
3分钟熟记精深中医针灸顺口溜附穴位图.docx
-
11大税种税法记忆口诀和计算方法.docx
-
《百家讲坛》观后感20篇.docx
-
《幼儿园组织与管理》练习题库Word下载.docx
-
7《动物有哪些相同特点》教学设计教科版小学三年级科学上册文档格式.docx
-
02水利建筑工程预算定额章节说明课案文档格式.docx
-
95分英语考研达人笔记与心得Word格式.docx
-
C语言上机模拟题1Word下载.docx
-
PublicRelationsPlanTemplateWord文件下载.docx
-
10篇师德优秀征文合集Word文档格式.docx
-
4S店实习报告Word文档下载推荐.docx
-
INFORMIX维护基本问题解答文档格式.docx
-
CAD练习图集45张Word文档格式.docx
-
102又好又快 科学发展教案 精品Word文档下载推荐.docx
-
Informatica 90详细安装及应用Word文档格式.docx
-
505调节系统说明书解析Word格式.docx
-
article1Word文档下载推荐.docx
-
1601安驾庄镇小学期末质量监测方案Word格式文档下载.docx
-
IE工程师专业英语精简版Word格式.docx
-
10503综采工作设备拆除技术措施 2doc124文档格式.docx
-
N88 PACK TESTER SETUP GUIDEWord下载.docx
-
K12学习七年级语文下册《驿路梨花》教案设计Word文档格式.docx
