 作业测定在装配生产线中的应用实例.docx
作业测定在装配生产线中的应用实例.docx
- 文档编号:27118593
- 上传时间:2023-06-27
- 格式:DOCX
- 页数:27
- 大小:103.76KB
作业测定在装配生产线中的应用实例.docx
《作业测定在装配生产线中的应用实例.docx》由会员分享,可在线阅读,更多相关《作业测定在装配生产线中的应用实例.docx(27页珍藏版)》请在冰豆网上搜索。
作业测定在装配生产线中的应用实例
作业测定在装配生产线中的应用实例
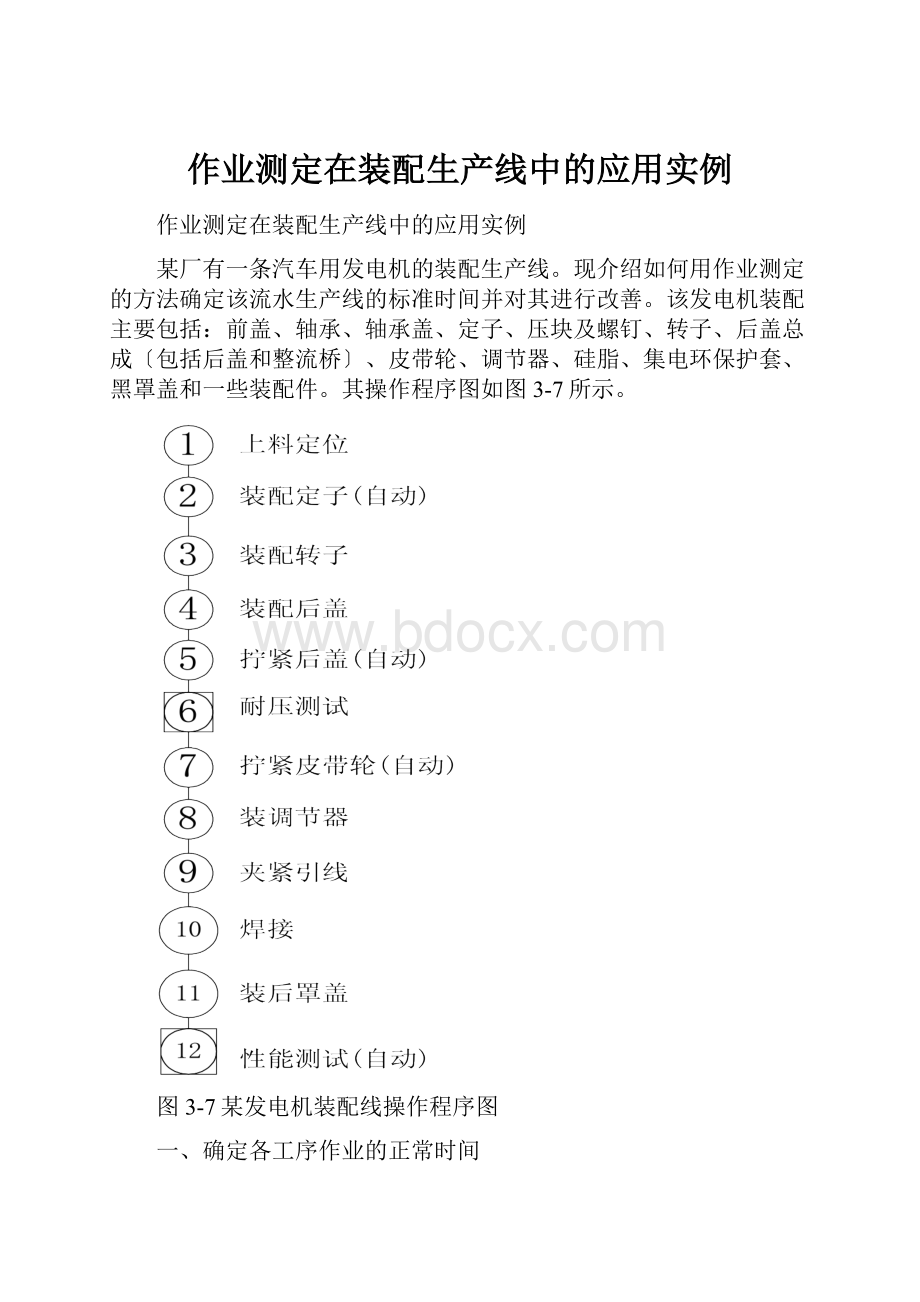
某厂有一条汽车用发电机的装配生产线。
现介绍如何用作业测定的方法确定该流水生产线的标准时间并对其进行改善。
该发电机装配主要包括:
前盖、轴承、轴承盖、定子、压块及螺钉、转子、后盖总成〔包括后盖和整流桥〕、皮带轮、调节器、硅脂、集电环保护套、黑罩盖和一些装配件。
其操作程序图如图3-7所示。
图3-7某发电机装配线操作程序图
一、确定各工序作业的正常时间
〔一〕上料定位
1.操作步骤
⑴从工位器具中取前盖,目测检验型号是否有误后定位放置在随行工装上。
⑵从前置料架上取定子放入前盖,并整理6根定子引出线,使其垂直并在合适的位置,引线位置不得小于定子线圈内径。
⑶分别取螺钉和压板并组合,将组合件插入前盖螺孔中,注意压板不得错位太多,以防后道自拧紧工序的导入发生困难。
⑷按下绿色按钮放送完工工件到下一工序。
2.工位配置
⑴配置前盖组件前置式送料装置,二层〔下层进料盘,上层回料盘〕
⑵配置定子前置式送料装置,二层〔下层进料盘,上层回料盘〕
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-26为第1工位双手操作程序图。
求得正常时间为秒。
表3-26第1工位动作因素分析(双手操作程序)
作业
内容
上料定位
工位号
1
工作地布置位置
MOD数
139
时间(秒)
定员
1
单元
左手
时间
右手
动作表达
分析式
次数
MOD
次数
分析式
动作表达
1
从工位器具中拿取前盖并判断型号
M4G1E2D3
1
10
2
将前盖放置于随行板上
M4P2
1
6
3
从工位器具中拿取定子并判断型号
M4G1E2D3
1
10
4
将定子放入前盖
M4P5
1
9
5
校正定子位置
M2R2
1
4
校正定子位置
6
校正引出线
M1R2
3
9
3
M1R2
校正引出线
7
取压板
M3G3
4
24
4
M3G3
取螺钉
8
组合压板与螺钉
M3P5
4
32
组合压板与螺钉
9
32
4
M3P5
将组合件插入前盖镙孔
10
按下绿色按钮放行
M3G0
1
3
1
M3G0
按下绿色按钮放行
总计
139
UT
〔二〕上装配定子〔自动〕
1.操作步骤
⑴机器自动将定子中心与前盖轴承中心定位。
⑵定中心装置的涨芯涨紧定子内圆旋转找准引出线位置,以便准确定位。
⑶机器上四把电动扳手自动将压块及螺钉4套同时拧紧。
2.工位配置
配置安装四把电动扳手的显示屏位置,其显示屏必须使人能够容易看到〔直视〕。
3.工位作业时间测定
由于是机器自动操作,采用秒表测时法,测得正常时间为17.480秒。
〔三〕装配转子
1.操作步骤
⑴从工位器具中取出转子,目测检验转子型号是否有误,集电环有无碰伤。
⑵目测检测定子引出线位置是否垂直,不会在转子压入时受损。
⑶下推压缩顶针,将转子对准上顶针座缺口,使转子定位于上下顶针中。
⑷双手按住启动按钮,将转子压到位。
注意等到绿灯亮时,方可松开按钮。
遇到超出控制限自动报警时,取下工件放入黄盘隔离。
⑸取后盖总成〔目测检查型号是否有误〕,将后盖窗口对准定子引出线方向套入前盖组件。
⑹按动绿色按钮放送完工件到下一工序。
2.工位配置
⑴配置转子前置式送料装置,二层〔下层进料盘,上层回料盘〕。
⑵配置后盖前置式送料装置,二层〔下层进料盘,上层回料盘〕。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-27为第3工位双手操作程序图。
求得正常时间为8.305秒。
表3-27第3工位动作因素分析(双手操作程序图)
作业内容
装转子
工位号
3
工作地布置位置
MOD数
45
时间(秒)
8.305
定员
1
单元
左手
时间
右手
动作表达
分析式
次数
MOD
次数
分析式
动作表达
1
按下黑色按钮,顶出下顶针
M3P0
1
3
1
M3P0
按下黑色按钮
2
从器具箱中取出转子
M4G1
1
5
3
判断型号是否有误
E2D3
1
5
4
将转子放置于上下顶针之间
M3P5
1
8
5
按下按钮压入转子
M3P0
UT=2.5s
1
3
6
5
1
M4G1
从器具箱中取后盖
7
判断型号是否有误
E2D3
1
5
8
双手装入后盖组件
M3P5
1
8
1
M3P5
双手装入后盖组件
9
3
1
M3P0
按下绿色按钮放行
总计
45
测时
UT=2.5s
〔四〕装配后盖
1.操作步骤
⑴调整后盖组件位置使尼龙定位销导入。
⑵检查整理定子引出线,使6根引出线脱离整流桥音叉,以方便后道的耐压测试,视检定子引出线上的热缩管是否可靠地起到绝缘作用。
⑶用手板压机压入,使前后盖接触面闭合。
⑷手工插入4-M5螺钉。
⑸按动绿色按钮放送完工件到下一工序。
2.工位配置
配备存放钳子工具装置。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-28为第4工位双手操作程序图。
求得正常时间为秒。
表3-28第4工位动作因素分析(双手操作程序图)
作业内容
后盖装配
工位号
4
工作地布置位置
MOD数
105
时间(秒)
定员
1
单元
左手
时间
右手
动作表达
分析式
次数
MOD
次数
分析式
动作表达
1
扶正,转开工件180o
M3R2M2C4
1
11
2
7
1
M3G1M3P0
拿钳子移至工件旁
3
扶住工件,并转过一定角度
M2R2
5
20
4
30
6
M1P0M2R2
用钳子整理定子引出线
5
12
1
M3G1C4A4
握住压机把手并压下
6
取螺钉
M3G3
2
12
2
M3G3
取螺钉
7
将螺钉插入镙孔
M3P2
2
10
2
M3P2
将螺钉插入镙孔
8
按下绿色按钮放行
M3P0
1
3
总计
105
〔五〕拧紧后盖〔自动〕
1.操作步骤
⑴由小气缸压紧前后端盖。
⑵采用四把电动扳手的机器自动将四根连接螺钉同时拧紧。
2.工位配置
配置安装四把电动扳手的显示屏位置,其显示屏必须使人能够容易看到〔直视〕。
3.工位作业时间测定
由于是机器自动操作,采用秒表测时法,测得正常时间为秒。
〔六〕耐压测试
1.操作步骤
⑴视检6根定子引出线是否与整流桥音叉别离。
⑵660V耐压测试:
a.用耐压测试枪触碰集电环;b.依次触碰一侧的定子的3根引出线;〔测试完毕后将高压枪放入插座〕。
⑶用专用起子触碰集电环进行ESD卸载,并用起子将6根引出线放在音叉内。
⑷取M16轴端螺母放入定位座内再取皮带轮套入后启动进入下道自开工作。
⑸由工业摄像判断皮带型号是否有误后,BOSCH电自动拧紧机自动拧紧M16螺母。
2.工位配置
⑴置皮带轮前置式送料装置,二层〔下层进料盘,上层回料盘〕。
⑵配置安装耐压测试议和正负极测棒的架子并方便取舍。
⑶配置料台存放螺母、垫圈。
⑷配备耐压测试时用于绝缘、隔离的手工工具。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-29为第6工位双手操作程序图。
求得正常时间为秒。
表3-29第6工位动作因素分析(双手操作程序图)
作业
内容
耐压测试
工位号
6
工作地布置位置
MOD数
116
时间(秒)
定员
1
单元
左手
时间
右手
动作表达
分析式
次数
MOD
次数
分析式
动作表达
1
7
1
M3G1M3P0
伸手拿高压枪并移至工件旁
2
12
3
M2P2
手持高压枪接触定子引出线
3
4
1
M2P2
手持高压枪接触端盖
4
观察仪表
E2D3
1
5
手持高压枪
5
5
1
M3P2
手持高压枪接触端盖
6
5
1
M3P2
将高压枪放回枪套
7
手持起子接触集电环
M3P2
1
5
8
6
1
M2G1M3P0
将起子从左手换至右手并移至工件旁
9
18
3
M2P2R2
手持起子将前3根定子引出线放入音叉
10
12
2
M2P2R2
手持起子将后2根定子引出线放入音叉
11
将起子从右手换到左手
M2G1
1
3
12
手持起子将第6根定子引出线放入音叉
M3P2R2
1
7
13
伸手拿螺母并放置
M3G1M3P5
M3P5
1
12
14
伸手拿皮带轮并放置
M3G1M3P5
1
12
15
按下绿色按钮放行
M3P0
3
总计
116
〔七〕拧紧皮带轮〔自动〕
1.操作步骤
⑴工业摄像自动检测皮带轮。
⑵机器自动拧紧皮带轮螺母。
2.工位配置
配置安装四把电动扳手的显示屏位置,其显示屏必须使人能够容易看到〔直视〕。
3.工位作业时间测定
由于是机器自动操作,采用秒表测时法,测得正常时间为秒。
〔八〕装调节器
1.操作步骤
⑴操作者戴好防静电接地腕带。
⑵在料架上取调节器组件,放置定位于加硅脂夹具上,推入工作区自动加脂。
⑶取下加脂后调节器,目视检查4点是否都有硅脂。
合格的装到后盖上,插入3-M5螺钉。
⑷按次序,用BOCSH电动枪拧紧3-M5螺钉。
⑸按动绿色按钮放送完工件到下一工序。
表3-30第8工位动作因素分析(双手操作程序图)
作业内容
装调节器
工位号
8
工作地布置位置
MOD数
85
时间(秒)
19.965
定员
1
单元
左手
时间
右手
动作表达
分析式
次数
MOD
次数
分析式
动作表达
1
从器具中取调节器
M3P1
1
4
2
放置于加硅脂夹具上
M3P5
1
8
3
推入工作区
M3P0A4
UT=1s
1
7
4
目视检查
M3G1M3
E2D3
1
12
5
将调节器放置在后盖上
M3P5
1
8
6
27
3
M3G1
M3P2
取3个M5螺钉并插入螺孔
7
4
1
M3G1
伸手握住BOSCH枪
8
12
3
M2P2
UT=8s
紧固螺钉
9
3
M3P0
按下绿色按钮放行工件
总计
85
测时
UT=9s
2.工位配置
⑴置调节器前置式送料装置,二层〔下层进料盘,上层回料盘〕。
⑵配置一把电动扳手用三向移动平衡支架固定位置。
⑶配置安装四把电动扳手的显示屏位置,其显示屏必须使人能够容易看到〔直视〕。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-30为第8工位双手操作程序图。
求得正常时间为19.965秒。
〔九〕夹紧引线
1.操作步骤
⑴操作者戴好防静电接地腕带。
⑵用专用起子导正定子引线入托板音叉后,用气动夹紧,使音叉包住定子引出线。
⑶重复上述动作完成6处作业。
⑷用手板压机压入调节器集电环保护罩至最终位置。
⑸按动绿色按钮放送完工件到下一工序。
2.工位配置
⑴配置存放集电环保护圈料盘位置。
⑵配备压装集电环保护套装置或工具。
表3-31第9工位动作因素分析(双手操作程序图)
作业
内容
夹紧引线
工位号
9
工作地布置位置
MOD数
81
时间(秒)
定员
1
单元
左手
时间
右手
动作表达
分析式
次数
MOD
次数
分析式
动作表达
1
松开工装
M3G1
M1P0
1
5
2
调整工件角度
M2P0
1
2
3
7
1
M3G1
M3P0
取气动钳并移至工件旁
4
12
12
M1P0
夹紧引线
5
手扶工件转过一定角度
M2P0
12
24
6
5
1
M3P2
放回气动钳
7
伸手取集电环保护罩并放入后盖
M3G1
M3P5
1
12
8
11
1
M3G1
M3P0A4
伸手握住压机手柄并压下
9
3
M3P0
按下绿色按钮放行
10
总计
81
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-31为第9工位双手操作程序图。
求得正常时间为秒。
〔十〕焊接
1.操作步骤
⑴操作者戴好防静电接地腕带。
⑵用温控烙铁焊接6处,温度350-400oC。
⑶全数视检各焊点以发现漏焊或假焊,各焊点符合要求后用记号笔在最后一个焊点上做好标记。
⑷按动绿色按钮放送完工件到下一工序。
2.工位配置
⑴配备安装调温电烙铁位置。
⑵安装吸风口。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-32为第10工位双手操作程序图。
求得正常时间为秒。
表3-32第10工位动作因素分析(双手操作程序图)
作业内容
焊接定子引出线
工位号
10
工作地布置位置
MOD数
116
时间(秒)
定员
1
单元
左手
时间
右手
动作表达
分析式
次数
MOD
次数
分析式
动作表达
1
拿焊丝并移至工件旁
M3G1
M3P0
7
2
7
M3G1
M3P0
拿焊枪并移至工件旁
3
42
6
M2P5
将焊枪顶住引出线
4
插入焊丝
M2P5
UT=3s
6
42
5
旋转工件
M2P0
5
10
6
5
1
M3P2
放回焊枪
7
3
1
M3P0
按下绿色按钮放行
8
9
总计
116
测时
UT=3s
〔十一〕装后罩盖
1.操作步骤
⑴操作者戴好防静电接地腕带。
⑵在料架上取塑料罩盖,视检型号是否正确。
装上电机,在插座处插上防错位工具。
⑶取工件自攻锁紧螺钉插入孔中,用定扭矩气动扳手拧紧2处自攻螺丝,控制扭矩2.5-3.5Nm,取下插座处的防错位工具。
⑷取接线柱,视检型号是否有误后旋入螺孔。
⑸按动绿色按钮放送完工件到下一工序。
2.工位配置
⑴置后罩盖前置式送料装置,二层〔下层进料盘,上层回料盘〕。
⑵配置一把电动扳手用三向移动平衡支架固定位置。
⑶配置安装四把电动扳手的显示屏位置,其显示屏必须使人能够容易看到〔直视〕。
⑷气动扳手一把需配有吊装平衡器、气源三联件、螺旋气管、气源快速接头。
3.工位作业时间测定
采用模特法进行动作因素分析。
表3-33为第11工位双手操作程序图。
求得正常时间为秒。
表3-33第11工位动作因素分析(双手操作程序图)
作业内容
装罩盖
工位号
11
工作地布置位置
MOD数
104
时间(秒)
定员
1
单元
左手
时间
右手
动作表达
分析式
次数
MOD
次数
分析式
动作表达
1
12
1
M3G1
M3P5
取防错位工具并放于后盖上
2
取罩盖并视检
M4G1
E2D3
1
10
3
装后罩盖
M3P5
1
8
4
4
1
A4
敲紧
5
取2个螺钉放入螺孔
M3G1
M3P2
2
18
6
4
1
M3G1
手握住扭矩枪
7
16
2
M3P5
UT=6s
紧固螺钉
8
取接线柱放置于罩盖上
M3G1
M3P5
1
12
9
扶住
H
8
1
M3P5
UT=3s
紧固接线柱
10
9
1
M3G1
M3P2
取下防错位器具放于原位
3
1
M3P0
按下绿色按钮放行
总计
104
测时
UT=9s
〔十二〕性能测试〔自动〕
1.操作步骤
试验台自动测试电机性能。
2.工位配置
电脑柜、噪声测试控制柜、电子负载箱、电器控制箱、工位处防护装置。
3.工位作业时间测定
由于是机器自动操作,采用秒表测时法,测得正常时间为。
二、确定生产线各工序标准时间
根据以上分析得到改善前生产线各工序的正常时间,并加入一定的宽放得到标准时间如表3-34所示。
表3-34改善前流水线标准时间表
工位
名称
正常时间(秒)
宽放〔%〕
标准时间
(秒)
私事宽放
疲劳宽放
作业宽放
特殊宽放
合计宽放
1
上料定位
5
10
2
0
17
2
固定定子
0
0
2
0
2
3
装转子
5
10
2
0
17
4
后盖装配
5
10
2
0
17
5
拧紧后盖
0
0
2
0
2
6
测高压
5
12
2
0
19
7
装皮带轮
0
0
2
0
2
8
装调节器
5
10
2
0
17
9
夹紧引线
5
10
2
0
17
10
焊接
5
14
2
0
21
11
装后罩盖
5
10
2
0
17
12
性能测试
0
0
2
0
2
三、基于标准时间的生产线改善
在对装配生产线进行平衡时,综合利用流水线平衡方法中的分担转移、作业改善压缩、拆解去除、重排和作业改善后合并等方法进行改善。
改善前后的比较方案如表3-35所示。
表3-35流水线改善前后比较
改良前
改良后
工位时间(秒)
工位
操作
操作时间(秒)
操作时间(秒)
操作
工位
工位时间
(秒)
1
上料定位
上料定位
1
2
固定定子*
固定定子*
2
3
装转子
装转子
3
装后盖
装后盖
放行
整理第1根引出线
4
整理第1根引出线
整理第2至6根引出线
整理第2至6根引出线
压紧后盖
压紧后盖
放行
取螺钉插入螺孔
取螺钉插入螺孔
4
放行
拧紧后盖❶
5
拧紧后盖*
高压测试
6
高压测试
引出线放入音叉1
引出线放入音叉1
放行
引出线放入音叉2至5
引出线放入音叉2至5
5
引出线放入音叉6
引出线放入音叉6
放置螺母和皮带轮
放置螺母和皮带轮
放行
装皮带轮❷
7
装皮带轮*
放行
8
调节器加脂
调节器加脂
6
装调节器
装调节器
放3个M5螺钉
放3个M5螺钉
紧固3个螺钉
紧固3个螺钉
放行
放行
9
夹紧6根引线
夹紧6根引线
7
压集电环保护罩
压集电环保护罩
放行
焊第1~2点
10
焊第1~2点
放行
焊第3~6点
焊第3~6点
8
放行
装后罩盖
11
装后罩盖
放行
紧固2个螺钉
紧固2个螺钉
9
装接线柱
装接线柱
放行
放行
12
性能测试*
性能测试*
10
注:
❶❷这两个工位原来为自动操作,现改为手控,需加上手按按钮的时间〔M2P2〕0.516秒,其中标有*的项目为自开工位。
改善后的标准时间如表3-36所示。
表3-36改善后的流水线标准时间表
工位
正常时间
(秒)
宽放〔%〕
标准时间
(秒)
私事宽放
疲劳宽放
作业宽放
特殊宽放
合计宽放
1
5
10
2
0
17
2
0
0
2
0
2
3
5
10
2
0
17
4
5
10
2
0
17
5
5
10
2
0
17
6
5
10
2
0
17
7
5
13
2
0
20
8
5
14
2
0
21
9
5
10
2
0
17
10
0
0
2
0
2
通过以上改良,使此条流水线的节拍减少了1.048秒,工位减少了两个,负荷率提高了22.02%,有效地减少了工位间的等待时间。
具体比照方表3-37所示。
表3-37新方案与原方案的比较
原方案
改良方案
工位数
12
10
人员
8
8
节拍(秒)
25.179
流水线负荷率(%)
66.91%
%


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 作业 测定 装配 生产线 中的 应用 实例
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
XX中心小学学校教研活动总结文档格式.docx
-
全国青少年科技创新活动服务平台Word文件下载.docx
-
延庆一模 北京市延庆县届高三模拟理综试题 Word版含答案Word格式文档下载.docx
-
读书交流心得体会Word格式.docx
-
发电厂各级人员岗位职责Word格式文档下载.docx
-
机械能守恒定律与其应用文档格式.docx
-
河北省衡水中学18届高三二十模考试b物理试题解析版Word下载.docx
-
场镇管理会议纪要与坚定党的群众路线落实务实清廉发言稿汇编Word下载.docx
-
基础教育课程改革工作先进个人事迹精选Word文件下载.docx
-
全国房地产经纪人《交易制度政策》必考知识点大全Word下载.docx
-
如何提高基层政府管理能力Word文档格式.docx
-
计算机科学与技术毕业设计论文Word下载.docx
-
标准最新协议合同上海市房屋租赁合同精品推荐文档格式.docx
-
扫黄打非半年工作总结与扶贫个人工作总结汇编Word下载.docx
-
技术人员工作总结精选与技术人员年终个人工作总结范文汇编docWord文档下载推荐.docx
-
财政预决算报告Word下载.docx
-
企业在国内与国外上市的比较Word下载.doc
-
XX年度昌江县教研工作总结Word格式文档下载.docx
-
钢构柱及立柱桩基础施工Word下载.docx
