 标准件审核标准.docx
标准件审核标准.docx
- 文档编号:27060747
- 上传时间:2023-06-26
- 格式:DOCX
- 页数:10
- 大小:17.39KB
标准件审核标准.docx
《标准件审核标准.docx》由会员分享,可在线阅读,更多相关《标准件审核标准.docx(10页珍藏版)》请在冰豆网上搜索。
标准件审核标准
标准件审核标准
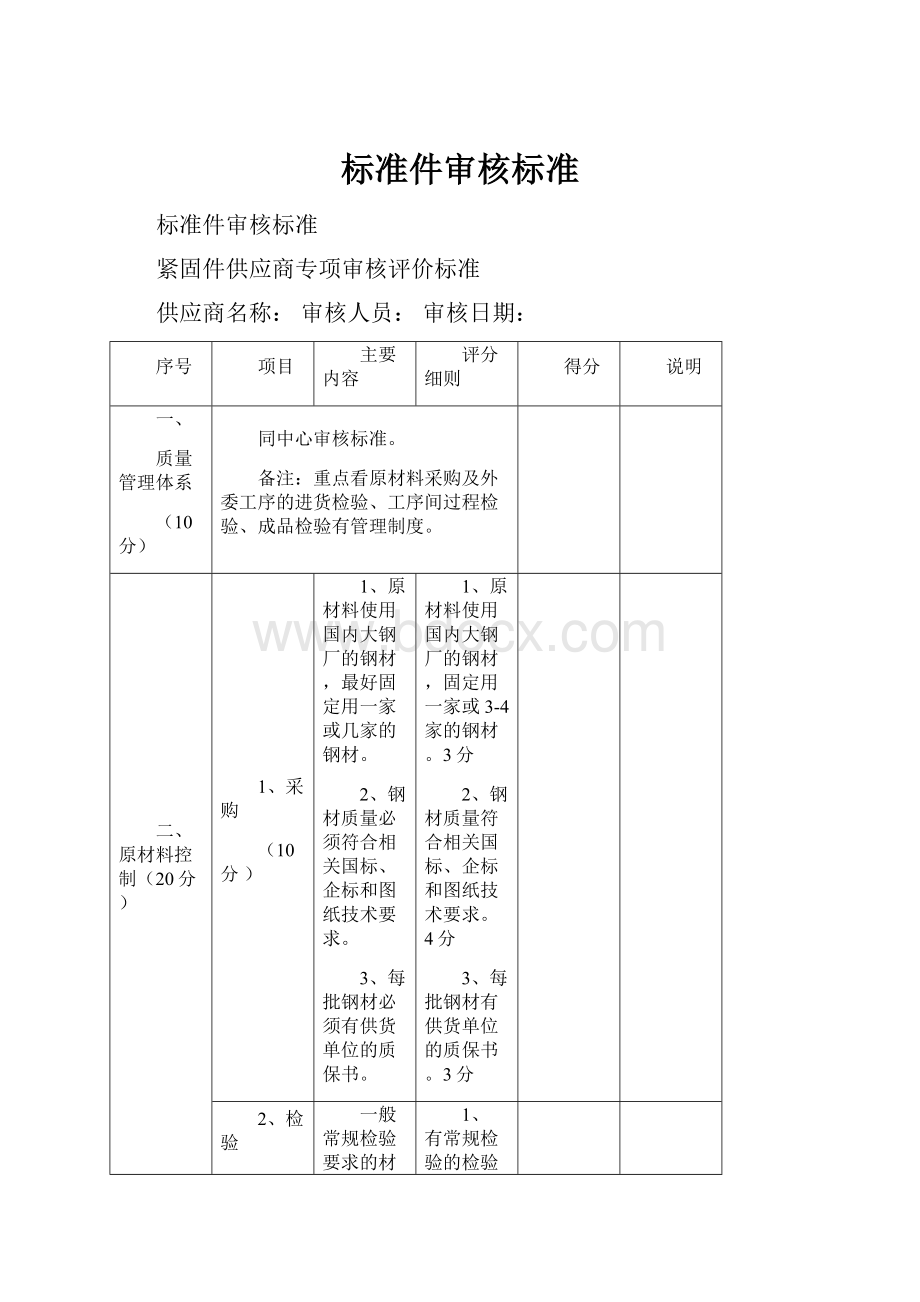
紧固件供应商专项审核评价标准
供应商名称:
审核人员:
审核日期:
序号
项目
主要内容
评分细则
得分
说明
一、
质量管理体系
(10分)
同中心审核标准。
备注:
重点看原材料采购及外委工序的进货检验、工序间过程检验、成品检验有管理制度。
二、原材料控制(20分)
1、采购
(10分)
1、原材料使用国内大钢厂的钢材,最好固定用一家或几家的钢材。
2、钢材质量必须符合相关国标、企标和图纸技术要求。
3、每批钢材必须有供货单位的质保书。
1、原材料使用国内大钢厂的钢材,固定用一家或3-4家的钢材。
3分
2、钢材质量符合相关国标、企标和图纸技术要求。
4分
3、每批钢材有供货单位的质保书。
3分
2、检验
(10分)
一般常规检验要求的材料,对外形尺寸及材质进行检验。
对有脱、贫碳要求的材料,按行业标准对材质进行检验。
当供方无检测设备,每季度到有资质的检测机构进行第三方检测材质至少一次。
1、有常规检验的检验作业指导书,并按要求对外形尺寸及材质进行检验。
5分
2、对有脱、贫碳要求的材料,有相关检验作业指导书,并按要求对材质进行检验。
5分
3、当供方无检测设备,每季度到有资质的检测机构进行第三方检测材质至少一次。
10分
三、机械加工过程控制
(20分)
1、设备(12分)
同中心审核标准二.1.1项。
具备标准件机械加工设备:
冲床、磨床、滚丝机、搓丝机、冷镦机(或多工位冷镦机)。
(每缺少一类设备扣1分。
)
有热处理生产的,具备满足生产需要的热处理生产设备和检测设备
2、检验(8分)
按工艺规定的项目进行检验,加工过程实行三检制,供方需具备螺纹环规、塞规、螺纹千分尺等专用量具。
1.有检验作业指导书,并按工艺规定的项目进行检验。
3分
2.按规定实施三检制。
2分
3.具备螺纹环规、塞规、螺纹千分尺等专用量具。
3分(缺一类扣0.5分)。
四、热处理质量控制:
(30分)
1、热处理(15分)
供方自行热处理:
配备满足生产需要的热处理生产设备和检测设备,按特殊过程要求对热处理过程工艺验证,工艺验证合格后,按照JB/T10175-2008《热处理质量控制要求》的内容对热处理进行全面质量控制。
热处理生产用的设备和仪表(加热炉、测温和控温仪表、热电偶、电位差计等)需经计量部门鉴定合格后方可使用。
热处理生产设备需按检定计划进行周期检定。
定期测量加热炉的炉温均匀性,校正炉温偏差。
厂家需定期维护保养设备,保证设备的稳定性和可靠性。
1.具备满足生产需要的热处理生产设备和检测设备。
5分
2.有热处理过程工艺验证,并按照JB/T10175-2008《热处理质量控制要求》对热处理进行全面质量控制。
2分
3.设备和仪表(加热炉、测温和控温仪表、热电偶、电位差计等)经计量部门鉴定合格有合格证。
2分
4.热处理生产设备按检定计划进行周期检定。
2分
5.定期测量加热炉的炉温均匀性,校正炉温偏差。
2分
6.定期维护保养设备,保证设备的稳定性和可靠性。
2分
供方外委热处理:
(需与热处理方签订相应的质量保证协议,协议要明确每批须提供热处理质量检验报告。
同时按照外委工序的技术要求,供方需编制检验规程及检验作业指导书,每批零件进货时,除要求热处理方提供检验合格证及必要的检验报告外,按照检验规程、检验作业指导书规定的检验项目和抽检比例对热处理质量进行检验。
1.与热处理方签订有质量保证协议,明确每批须提供热处理质量检验报告。
4分
2.供方具备检验规程及检验作业指导书。
3分
3.每批零件能提供检验合格证及必要的检验报告。
3分
4.有外委工序的检验规程、检验作业指导书,并能按规定的检验项目和抽检比例对热处理质量进行检验。
5分
2、检验
(15分)
1.不允许出现影响产品质量和后续加工的外观缺陷。
不允许出现裂纹,若发现裂纹,则同批零件必须进行100%探伤检测。
2、硬度检验:
按照图纸技术要求按比例抽检。
进行热处理工序间检验时,必须分别检测淬火后和回火后的硬度。
执行每班首检制度,每班的首炉(周期性加热炉)或首批(连续性加热炉)必须检测硬度。
淬火后和回火后每炉零件的硬度都要检测。
硬度必须满足图纸技术要求,且单件和同批零件的硬度不均匀性满足规定要求。
3、无损检测裂纹等表面缺陷。
4、供方需具备金相检验手段,定期抽检金相组织,若无检验手段,每个月至少委托权威资质部门进行检验一次,并将检验报告提供我厂一份。
1.按要求对外观、裂纹进行检验。
且有处理制度。
3分
2.能够按照图纸技术要求对硬度按比例抽检。
硬度满足图纸技术要求,且单件和同批零件的硬度不均匀性满足规定要求。
3分
3.热处理工序间检验时,执行每班首检制度;检测淬火后和回火后每炉零件的硬度。
3分
4.具备无损检测裂纹等表面缺陷。
3分
5.具备金相检验手段,定期抽检金相组织,若无检验手段,每个月至少委托权威资质部门进行检验一次。
3分
五、镀锌质量控制(20分)
1、去氢处理
(5分)
对所有8.8级及以上级别高强度镀锌零件必须进行去氢处理。
去氢时间必须控制在镀锌后、钝化前4个小时内进行,去氢时间不低于8小时,去氢温度190-220℃。
1.对8.8级及以上级别高强度镀锌零件有去氢处理规定。
2.5分
2.去氢时间、去氢温度有管控手段。
2.5分
2、生产记录(3分)
对所有镀锌去氢零件要有生产记录,记录包括去氢当批零件镀后时间、入炉和出炉时间和去氢温度等,送交零件时要同时携带一份原记录复印件。
供方对镀锌方的生产记录定期进行抽检。
有零件镀后时间、入炉和出炉时间和去氢温度等的生产记录。
3分
3、返修控制(3分)
对返修的镀锌件要根据实际情况适当增加去氢时间。
每批返镀一遍的零件去氢时间比前一次多增加1小时。
1.有返修的镀锌件管理规定。
1分
2.按规定要求执行。
返镀一遍的零件去氢时间比前一次多增加1小时。
2分
4、性能检验(5分)
1、外观检查:
(1)镀锌零件应100%地进行外观检查。
(2)镀锌后的零件颜色为米黄色的细结晶,经钝化后为黄绿蓝的彩虹色或金黄色。
再经漂白后为带青兰色或银白色。
(3)镀锌层必须成整体的,不许有未镀覆处。
(4)镀锌层结晶应细致均匀,不许有粗糙颗粒状、堆积突起和海绵状的结晶。
(5)镀锌层不许有烧焦、气泡、剥落、挂灰及清洗不净的现象,(6)零件不许有磕碰伤。
(7)零件箱要擦净,镀锌后零件不能有油污。
2、镀锌层厚度检查:
镀锌层厚度应严格按工艺要求生产,镀层厚度应保证在0.007~0.01mm,但镀后螺纹尺寸不能超过最大实体尺寸。
3、镀锌件的防锈性能至少应达到国标要求。
1.有检验作业指导书(包含镀层质量的检验要求及100%外观检查要求)。
2分
2.零件箱干净,并有防磕碰伤措施。
1分
3.具备镀锌层厚度检查手段,镀层厚度应保证在0.007~0.01mm,但镀后螺纹尺寸不能超过最大实体尺寸。
1分
4.具备镀锌件的防锈性能的管控手段,达到国标要求。
1分
5、强度检验(4分)
所有8.8级及以上级别高强度镀锌零件要求:
每批提供按GB3098.17-2000《紧固件机械性能检查氢脆用预载荷试验平行支承面法》要求的检测试验记录。
或每批进行拉力性能抽检,提供拉力性能检测报告。
1.对8.8级及以上级别高强度镀锌零件有强度检测的规定。
2分
2.有检验记录或报告。
2分


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 标准件 审核 标准
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《崔万志演讲观后感》.docx
《崔万志演讲观后感》.docx
-
《赤壁赋》理解性默写.docx
-
《匆匆》读书笔记15篇.docx
-
《公共政策概论》简答题题库.docx
-
《建设行政执法制度》.docx
-
《平凡的世界》读后感10篇.docx
-
《AUTO CAD》课程标准 2.docx
-
《搭石》课堂教学实录与评析2篇.docx
-
《广东省GSP认证现场检查项目》粤食药监.docx
-
《触摸春天》教案集合9篇.docx
-
《教育评价学》练习题库及答案.docx
-
《公差配合与测量》教案.docx
-
《软件工程》单项选择题答案.docx
-
《网页设计与制作Dreamweaver》试题附答案.docx
-
《易经》与中医学的关系.docx
-
①临床科室医疗质量管理记录册模板.docx
-
###经济开发区企业知识产权情况调研报告.docx
-
《别踩白块度典范版》设计计划文档.docx
-
《村居》教案模板合集七篇.docx
-
《高老头》读后感15篇.docx
-
《故乡》课堂教学实录.docx
-
《鉴定要素细目表》知识.docx
-
《脊椎病因治疗学》word版.docx
-
《马克思主义基本原理概论》考试真题及答案.docx
-
《人性论》读后感人性论读后感3000字.docx
-
《淘气包马小跳》读后感10篇.docx
-
《网页设计与制作》课程标准.docx
-
《小学音乐识谱教学有效性策略的研究》课题研究的中期报告.docx
-
《助产学》考试试题及答案01.docx
-
3分钟熟记精深中医针灸顺口溜附穴位图.docx
-
11大税种税法记忆口诀和计算方法.docx
-
《百家讲坛》观后感20篇.docx
-
市政工程施工组织设计Word下载.docx
-
OA用户操作手册Word格式.docx
-
中考英语Word格式文档下载.docx
-
小学语文第四册全册第四单元教案文档格式.docx
-
仙目人GPS安装及常见故障处理方法图文精Word下载.docx
-
安全意识培育和素质建设Word格式.docx
-
商标网上系统使用手册文档格式.docx
-
解读《消防设施操作员职业技能标准》Word文件下载.docx
-
K12学习一年级数学下册第四单元教案西师版Word格式.docx
-
社保专干工作总结Word文档下载推荐.docx
-
试题题库江口水电厂水库调度技能竞赛复习题库Word文档格式.docx
-
怎么才能上好一堂微型课Word文件下载.docx
-
届高考物理热学大题专题训练专用带答案Word下载.docx
-
八年级古诗文 课标内古文复习整合Word文档格式.docx
-
战友拜年短信五篇Word格式文档下载.docx
-
智慧城市高于数字城市Word文档下载推荐.docx
-
旅游商区高端精品主题客栈建设商业计划书Word格式.docx
-
商务谈判情景英语对话Word文件下载.docx
-
电磁现象中考试题汇编Word文档格式.docx
