 数控轴套配合件加工实训.docx
数控轴套配合件加工实训.docx
- 文档编号:27007823
- 上传时间:2023-06-25
- 格式:DOCX
- 页数:21
- 大小:55.18KB
数控轴套配合件加工实训.docx
《数控轴套配合件加工实训.docx》由会员分享,可在线阅读,更多相关《数控轴套配合件加工实训.docx(21页珍藏版)》请在冰豆网上搜索。
数控轴套配合件加工实训
实训九轴套配合件的加工
一、实训目的:
1.掌握一般轴与套类零件加工程序编制和加工刀具的选择;
2.掌握配合件的加工方法;
3.掌握配合件的检测方法。
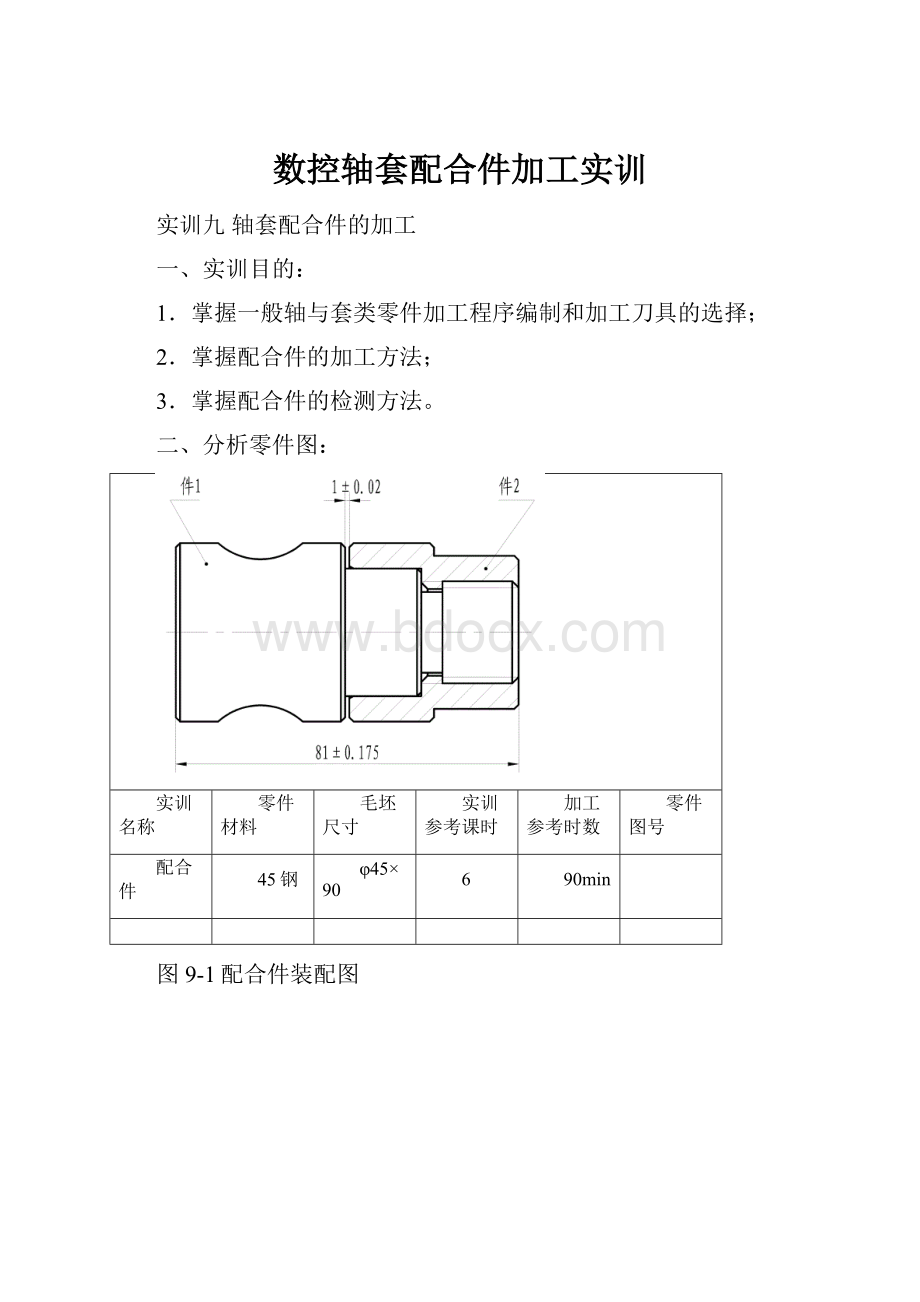
二、分析零件图:
实训名称
零件材料
毛坯尺寸
实训参考课时
加工参考时数
零件图号
配合件
45钢
φ45×90
6
90min
图9-1配合件装配图
实训名称
零件材料
毛坯尺寸
实训参考课时
加工参考时数
零件图号
配合件零件一
45钢
φ45×90
6
90min
SX09-1
图9-2配合件零件一零件图
实训名称
零件材料
毛坯尺寸
实训参考课时
加工参考时数
零件图号
螺纹轴
45钢
φ45×90
6
90min
SX06-1
图9-3配合件零件二零件图
三、确定工、量、刃具清单:
表9-1配合件工、量、刃具清单
配合件工、量、刃具清单
图号
SX06-1
序号
名称
规格
精度
数量
应用
1
千分尺
25~50mm
0.01mm
1把
检测外圆
2
内径百分表
25~50mm
0.01mm
1把
检测φ28内孔
3
游标卡尺
0~150mm
0.02mm
1把
检测毛坯和长度尺寸
4
硬质合金偏刀
r=0.4mm
1把
粗车零件外轮廓
5
硬质合金偏刀
r=0.2mm
1把
精车零件外轮廓
6
中心钻
φ3A
1个
钻φ3A型中心孔
7
φ18麻花钻
1个
钻φ18孔
8
不通孔硬质合金镗孔车刀
r=0.4mm
1把
粗、精镗孔
9
硬质合金切槽刀
1把
切断
10
车工常用附具
1套
完成工件、刀具装夹
11
材料
45号钢φ45X85
φ45X45
2根
毛坯
12
数控车床
CKA6150(FANUC0i)
1台
四、确定数控加工工艺
表9-2配合件轴数控加工工艺表
序
号
加工内容
车刀参数
切削用量
加工
程序
刀
具
号
刀
尖
半
径
刀
尖
方
位
主轴
转速n
r·min-1
进给
速度f
mm·r-1
背吃
刀量ap
mm
1
平端面
T01
0.8
T3
600
0.15
1.0
手动
2
粗车右端外轮廓留余量1mm
T01
0.8
T3
600
0.25
1.5
自动
O010
3
精车右端各表面至尺寸要求
T02
0.2
T3
800
0.15
0.5
自动
O010
4
切槽4X2至尺寸要求
T03
0.8
T3
450
0.05
自动
O010
5
粗、精加工螺纹
T04
400
1.5
自动
O010
6
调头,平端面保总长
T01
0.8
600
0.15
2.0
手动
7
粗车左端外轮廓留余量1mm
T01
0.8
T3
600
0.25
1.5
自动
(O8012)
8
精车左端各表面至尺寸要求
T02
0.2
T3
800
0.15
0.5
自动
O011
9
粗车左端外轮廓R20留余量0.5mm
T01
0.8
T3
600
0.25
1.5
自动
O011
10
精车左端各表面至尺寸要求
T02
0.2
T3
800
0.15
0.5
自动
O011
表9-3配合件套数控加工工艺表
序
号
加工内容
车刀参数
切削用量
加工
程序
刀
具
号
刀
尖
半
径
刀
尖
方
位
主轴
转速n
r·min-1
进给
速度f
mm·r-1
背吃
刀量ap
mm
1
平端面
T01
0.8
600
0.15
1.0
手动
2
钻中心孔
0.8
800
0.2
手动
3
钻孔
0.2
400
0.05
手动
4
粗车右端外轮廓留余量0.5mm
T01
0.8
T3
600
0.25
1.5
自动
O012
5
精车右端各表面至尺寸要求
T02
T3
800
0.15
0.5
自动
O012
6
镗右端孔得倒角
T03
0.4
T2
600
0.15
1.0
自动
O012
7
调头,平端面保总长
T01
0.8
T3
600
0.15
1.0
手动
8
粗车左端外轮廓留余量0.5mm
T01
0.2
T3
600
0.25
1.5
自动
O013
9
精车左端各表面至尺寸要求
T02
0.8
T3
800
0.15
0.5
自动
O013
10
粗镗内轮廓留余量0.5mm
T02
0.4
T2
600
0.25
1.5
自动
O013
11
精镗内轮廓各表面至尺寸要求
T02
0.4
T2
800
0.15
0.5
自动
O013
12
粗、精加工螺纹
T04
400
1.5
自动
O013
五、数控加工参考程序单
表9-4配合件轴右端数控加工参考程序单
程序号:
O010
段号
程序内容
说明
N10
N20
N30
N40
N50
N60
N70
N80
N90
N100
N110
N120
N130
N140
N150
N160
N170
N180
N190
N200
N210
N220
N230
N240
N250
N260
N270
N280
N290
N300
N310
N320
N330
N340
N350
N360
N370
N380
N390
N400
N410
N420
N430
N440
N450
N460
N470
N480
N490
N500
N510
N520
G40G97G99M03S600F0.25;
T0101;
M08;
G00X45.0Z2.0;
G71U1.5R0.5;
G71P70Q190U0.5W0.05;
G00X0;
G01G42Z0;
X21.0;
X23.8Z-1.5;
Z-22.0;
X27.97;
X29.97Z-23.5;
Z-40.0;
X39.969;
X41.969Z-41.0;
Z-53.0;
X45.0;
G01G40X46.0;
G00X200.0Z2.0;
M09;
M05;
T0202;
M03S800F0.12;
M08;
G00X45.0Z2.0;
G70P70Q190;
G00X200.0Z2.0;
M09;
M05;
T0303;
M03S450F0.05;
M08;
G00X31.0Z-22.0;
X23.9;
G01X20.0;
G04X1.0;
G00X200.0;
G00Z2.0;
M09;
M05;
T0404;
M03S400;
M08;
G00X28.0Z5.0;
G92X23.2;Z-20.0F1.5;
X22.6;
X22.2;
X20.05;
X20.05;
G00X200.0Z100.0;
M30;
主轴正转600r.min-1,进给量0.25mm.r-1
换刀T0101
切削液开
快速进刀至循环起点
粗车循环,切削深度1.5mm,退刀量0.5mm
精车路线为N70~N190,X向精车余量0.5mm,Z向精车余量0.05mm
快速进刀
刀具右补偿,精加工轮廓起点
平端面至螺纹倒角起点
车螺纹倒角
车螺纹牙顶圆外圆柱
车阶台
车倒角
车外圆
车阶台
车倒角
车外圆
车阶台
取消刀补
快速退刀至换刀点
切削液停
主轴停
换刀T0202
主轴正转800r.min-1,进给量0.12mm.r-1
切削液开
快速进刀至循环起点
精车循环
快速退刀至换刀点
切削液停
主轴停
换刀T0303
主轴正转450r.min-1,进给量0.05mm.r-1
切削液开
快速进刀
切槽起点
切槽
暂停1s
X向快速退刀
快速退刀至换刀点
切削液停
主轴停
换刀T0404
主轴正转400r.min-1
切削液开
快速进刀至螺纹循环起点
螺纹车削循环第一刀切深0.8mm,螺距为1.5mm
螺纹车削循环第二刀切深0.6mm
螺纹车削循环第三刀切深0.4mm
螺纹车削循环第四刀切深0.15mm
螺纹车削循环第五刀光一刀
快速退刀
程序结束
表9-5配合件轴左端数控加工参考程序单
程序号:
O011
段号
程序内容
说明
N10
N20
N30
N40
N50
N60
N70
N80
N90
N100
N110
N120
N130
N140
N150
N160
N170
N180
N190
N200
N210
N220
N230
N240
N250
N260
N270
N280
N290
N300
N310
N320
N330
N340
N350
N360
G40G97G99M03S600F0.25;
T0101;
M08;
G00X45.0Z2.0;
G71U1.5R0.5;
G71P70Q130U0.5W0.05;
G00X0;
G01G42Z0;
X39.969;
X41.969Z-1.0;
Z-29.0;
X42.0;
G01G40X45.0;
G00X200.0Z2.0;
M09;
M05;
T0202;
M03S800F0.12;
M08;
G00X45.0Z2.0;
G70P70Q130;
G00X200.0Z2.0;
M09;
M05;
T00404;
M03S600F0.12;
M08;
G00X45.0Z-10.0;
G73U2.68W0R4.0;
G73P300Q310U1.0W0.05;
G01G42X42.0;
G02X42.0Z-30.0R20.0F0.12;
G00X45.0Z-10.0;
G70P2300Q310;
G00X200.0Z100.0;
M30;
主轴正转600r.min-1,进给量0.25mm.r-1
换刀T0101
切削液开
快速进刀至循环起点
粗车循环,切削深度1.5mm,退刀量0.5mm
精车路线为N70~N130,X向精车余量0.5mm,Z向精车余量0.05mm
快速进刀
刀具右补偿,精加工轮廓起点
倒角起点
车倒角
车外圆
X退刀
取消刀补
快速退刀至换刀点
切削液停
主轴停
换刀T0202
主轴正转800r.min-1,进给量0.12mm.r-1
切削液开
快速进刀至循环起点
精车循环
快速退刀至换刀点
切削液停
主轴停
换刀T0404
主轴正转600r.min-1,进给量0.12mm.r-1
切削液开
快速进刀至圆弧加工循环起点
固定形状车削循环X轴的退刀量2.68mm,Z轴的退刀量0,粗车分4刀;循环300~310,精车余量X轴1mm,Z轴0.05mm;
精车循环起点
车R15圆弧
外圆精车加工循环起点
外圆精车循环300~310
快速退刀
程序结束
表9-6配合件套右端数控加工参考程序单
程序号:
O012
段号
程序内容
说明
N10
N20
N30
N40
N50
N60
N70
N80
N90
N100
N110
N120
N130
N140
N150
N160
N170
N180
N190
N200
N210
N220
N230
N240
N250
N260
N270
N280
N290
N300
N310
N320
N330
N340
N350
N360
N370
N380
N390
N400
N410
N420
N430
G40G97G99M03S600F0.25;
T0101;
M08;
G00X45.0Z2.0;
G71U1.5R0.5;
G71P70Q150U0.5W0.05;
G00X0;
G01G42Z0;
X33.969;
X35.969Z-1.0;
Z-20.0;
X39.969;
X41.969Z-21.0;
X45.0;
G01G40X46.0;
G00X200.0Z2.0;
M09;
M05;
T0202;
M03S800F0.12;
M08;
G00X45.0Z2.0;
G70P70Q150;
G00X200.0Z2.0;
M09;
M05;
T0303;
M03S600F0.25;
M08;
G00X20.0Z2.0;
G01G41X0;
X18.0Z-1.0;
G00Z2.0;
X22.0;
G01Z0;
X18.0Z-2.0;
G00Z2.0;
X23.0;
G01Z0;
X18.0Z-2.5;
G00Z100.0;
X200.0;
M30;
主轴正转600r.min-1,进给量0.25mm.r-1
换刀T0101
切削液开
快速进刀至循环起点
粗车循环,切削深度1.5mm,退刀量0.5mm
精车路线为N70~N150,X向精车余量0.5mm,Z向精车余量0.05mm
快速进刀
刀具右补偿,精加工轮廓起点
倒角起点
车倒角
车外圆
车阶台
车倒角
X向退刀
取消刀补
快速退刀至换刀点
切削液停
主轴停
换刀T0202
主轴正转800r.min-1,进给量0.12mm.r-1
切削液开
快速进刀至循环起点
精车循环
快速退刀至换刀点
切削液停
主轴停
换刀T0303
主轴正转600r.min-1,进给量0.25mm.r-1
切削液开
快速进刀
左刀补,内孔倒角第一刀的起点
内孔倒角第一刀
Z向快速退刀
X向快速进刀
内孔倒角第二刀的起点
内孔倒角第二刀
Z向快速退刀
X向快速进刀
内孔倒角第三刀的起点
内孔倒角第三刀
Z向快速退刀
X向快速退至换刀点
程序结束
表9-7配合件套左端数控加工参考程序单
程序号:
O013
段号
程序内容
说明
N10
N20
N30
N40
N50
N60
N70
N80
N90
N100
N110
N120
N130
N140
N150
N160
N170
N180
N190
N200
N210
N220
N230
N240
N250
N260
N270
N280
N290
N300
N310
N320
N330
N340
N350
N360
N370
N380
N390
N400
N410
N420
N430
N440
N450
N460
N470
N480
N490
N500
N510
N520
N530
N540
N550
N560
N570
N580
N590
N600
N610
G40G97G99M03S600F0.25;
T0101;
M08;
G00X45.0Z2.0;
G71U1.5R0.5;
G71P70Q130U0.5W0.05;
G00X0;
G01G42Z0;
X39.969;
X41.969Z-1.0;
Z-20.0;
X45.0;
G01G40X46.0;
G00X200.0Z2.0;
M09;
M05;
T0202;
M03S800F0.12;
M08;
G00X45.0Z2.0;
G70P70Q140;
G00X200.0Z2.0;
M09;
M05;
T0303;
M03S600F0.25;
M08;
G00X18.0Z2.0;
G71U1.5R0.5;
G71P320Q400U-0.5W0.05;
G00X31.171;
G01G41Z0;
X30.017Z-1.0;
Z-17.0;
X25.5;
X22.5Z-18.5;
Z-41.0;
X20.0;
Z2.0
G01G40X18.0;
G00X200.0;
M09;
M05;
M03S800F0.12;
M08;
G00X18.0Z2.0;
G70P310Q400;
G00Z2.0;
X200.0
M09;
M05;
T0404;
M03S400;
G00X16.0Z-12.0;
G92X22.85Z-42.0F1.5;
X23.45;
X23.85;
X24.0;
X24.0;
G00X200.0Z100.0;
M30;
主轴正转600r.min-1,进给量0.25mm.r-1
换刀T0101
切削液开
快速进刀至循环起点
粗车循环,切削深度1.5mm,退刀量0.5mm
精车路线为N70~N130,X向精车余量0.5mm,Z向精车余量0.05mm
快速进刀
刀具右补偿,精加工轮廓起点
倒角起点
车倒角
车外圆
X向退刀
取消刀补
快速退刀至换刀点
切削液停
主轴停
换刀T0202
主轴正转800r.min-1,进给量0.12mm.r-1
切削液开
快速进刀至循环起点
精车循环
快速退刀至换刀点
切削液停
主轴停
换刀T0303(镗孔车刀)
主轴正转600r.min-1,进给量0.25mm.r-1
切削液开
快速进刀至循环起点
粗车循环,切削深度1.5mm,退刀量0.5mm
精车路线为N70~N400,X向精车余量0.5mm,Z向精车余量0.05mm
快速进刀倒角起点
刀具左补偿,精加工轮廓起点
镗倒角
镗孔
镗内阶台
镗螺纹孔倒角
镗螺纹底孔
X向退刀
Z向退刀
取消刀补
快速退刀至换刀点
切削液停
主轴停
主轴正转800r.min-1,进给量0.12mm.r-1
切削液开
快速进刀至循环起点
精车循环
快速退刀至换刀点
切削液停
主轴停
换刀T0404(内螺纹刀)
主轴正转400r.min-1
快速进刀至螺纹循环起点
螺纹车削循环第一刀切深0.8mm,螺距为1.5mm
螺纹车削循环第二刀切深0.6mm
螺纹车削循环第三刀切深0.4mm
螺纹车削循环第四刀切深0.15mm
螺纹车削循环第五刀光一刀
快速退刀至换刀点
程序结束
六、实训步骤
1.数控仿真训练见实训二
2.加工操作训练见实训二
如图9-1、9-2、9-3所示,根据零件的工艺特点和毛坯φ45×85mm、φ45×45mm两段尺寸,确定加工方案:
(1)采用三爪卡盘装卡,夹零件1毛坯伸出卡盘45mm,车端面,加工零件1右端外轮廓至φ42×53mm,倒角,切槽4×2mm,车螺纹。
设置编程原点在零件右端面的轴线上,加工程序名为O010。
(2)零件1调头,包铜皮夹φ30mm外圆找正,车端面保总长。
加工零件1左端外轮廓至φ42×28mm,加工R20圆弧。
设置编程原点在零件左端面的轴线上,加工程序名为O011。
(3)夹零件2毛坯伸出卡盘25mm,车端面,钻中心孔,钻φ18mm孔,加工零件2右端外轮廓至φ30×21mm处,车孔的倒角。
设置编程原点在零件右端面的轴线上,加工程序名为O012。
(4)零件2调头,包紫铜皮夹φ30mm外圆找正,车端面保总长。
加工零件2左端φ42mm外圆,加工零件内轮廓至尺寸要求,车内螺纹。
设置编程原点在零件右端面的轴线上,加工程序名为O013。
注意事项:
(1)二次装夹找正后,不能损伤零件已加工表面。
(2)装夹内、外螺纹车刀时,用三角螺纹样板对螺纹刀。
(3)加工件2内轮廓时,通过Z向加磨耗的方法调整17配的尺寸,保证配合尺寸1±0.02mm。
(4)加工件2外轮廓时,调整48长度尺寸,保证配合尺寸81±0.125mm。
(5)加工件1和件2上的内、外螺纹时,用螺纹环规和螺纹塞规检验,通过加磨耗的方法调整牙深尺寸,保证与外螺纹的连接松紧合适。
3.实训九评分表
表9-8实训九评分表
班级
姓名
学号
日期
实训课题
配合件编程与操作实训
图号
SX09-1、2
基本检查
编程
序号
检测项目
配分
学生自评分
教师评分
1
切削加工工艺制定正确
2
2
切削用量选用合理
2
3
程序正确、简单明确且规范
6
操作
4
仿真练习认真
10
5
正确操作与维护保养设备
2
安全、文明生产
3
基本检查结果总计
25
尺寸检测
序号
图样
尺寸
mm
允差
mm
量具
配分
实际尺寸
分数
名称
规格/mm
学生自测
教师检测
件一
总长80
±0.070
游标卡尺
0~125
4
外圆φ42
0
-0.062
千分尺
25~50
4
外圆φ30
-0.020
-0.041
千分尺
25~50
4
R20圆弧
半径规
R15~R25
5
4X2槽
游标卡尺
0~125
4
M24×1.5
松紧
适当
螺纹环规
M24×1.5
8
表面粗糙度
粗糙度样规
3
其他长度
游标卡尺
0~125
2
倒角、未注倒角
2
件二
总长40
±0.050
游标卡尺
0~125
4
外圆φ36
0
-0.062
千分尺
25~50
4
内孔φ30
+0.033
0
内径千分尺
25~50
6
M24×1.5
螺纹塞规
8
表面粗糙度
粗糙度样规
2
其他长度
游标卡尺
0~125
2
倒角、未注倒角
2
配合
1±0.02
±0.02
塞尺
6
80±0.175
±0.175
游标卡尺
0~12


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 轴套 配合 加工
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《崔万志演讲观后感》.docx
《崔万志演讲观后感》.docx
-
《赤壁赋》理解性默写.docx
-
《匆匆》读书笔记15篇.docx
-
《公共政策概论》简答题题库.docx
-
《建设行政执法制度》.docx
-
《平凡的世界》读后感10篇.docx
-
《AUTO CAD》课程标准 2.docx
-
《搭石》课堂教学实录与评析2篇.docx
-
《广东省GSP认证现场检查项目》粤食药监.docx
-
《触摸春天》教案集合9篇.docx
-
《教育评价学》练习题库及答案.docx
-
《公差配合与测量》教案.docx
-
《软件工程》单项选择题答案.docx
-
《网页设计与制作Dreamweaver》试题附答案.docx
-
《易经》与中医学的关系.docx
-
①临床科室医疗质量管理记录册模板.docx
-
###经济开发区企业知识产权情况调研报告.docx
-
《别踩白块度典范版》设计计划文档.docx
-
《村居》教案模板合集七篇.docx
-
《高老头》读后感15篇.docx
-
《故乡》课堂教学实录.docx
-
《鉴定要素细目表》知识.docx
-
《脊椎病因治疗学》word版.docx
-
《马克思主义基本原理概论》考试真题及答案.docx
-
《人性论》读后感人性论读后感3000字.docx
-
《淘气包马小跳》读后感10篇.docx
-
《网页设计与制作》课程标准.docx
-
《小学音乐识谱教学有效性策略的研究》课题研究的中期报告.docx
-
《助产学》考试试题及答案01.docx
-
3分钟熟记精深中医针灸顺口溜附穴位图.docx
-
11大税种税法记忆口诀和计算方法.docx
-
《百家讲坛》观后感20篇.docx
-
造价工程师《工程计价》章节练习第六章一节同步练习及答案.docx
-
疾控中心卫生实习报告4000字.docx
-
ted演讲稿5篇精选.docx
-
高考语文试题分类汇编作文.docx
-
总结范文成本会计工作内容.docx
-
81 网络用户管理.docx
-
八年级历史上册试题.docx
-
真空干燥机真是越便宜约好真空干燥机图文详解.docx
-
上海初中科学会考复习资料附答案.docx
-
小学四年级数学上册期末专项复习解决问题 460.docx
-
依托规范求发展着眼特色树品牌.docx
-
报审 报验表.docx
-
幼儿园小班德育工作计划.docx
-
新版小学英语四年级下册第二单元教案.docx
-
GSP全套制度.docx
-
写作素材写作素材专辑284.docx
-
PEP三年级下unit3Atthezoo英语教案汇总.docx
-
学年度下学期期中高二物理试题.docx
-
CA证书应用浏览器的安全配置.docx
