 化工设备绘图.docx
化工设备绘图.docx
- 文档编号:26834253
- 上传时间:2023-06-23
- 格式:DOCX
- 页数:26
- 大小:226.67KB
化工设备绘图.docx
《化工设备绘图.docx》由会员分享,可在线阅读,更多相关《化工设备绘图.docx(26页珍藏版)》请在冰豆网上搜索。
化工设备绘图
第1页共17页化工设备绘图
§1-1图面布置
一.总图或装配图一般是不与零部件图画在一张图纸上的。
部件及其所属零件的图样,应尽可能画在同一张图纸上,此时部件图应安排在图纸的右下方和右方。
二.同一设备的零部件图样,应尽量编排成1号图纸,若干零部件需安排成两张以上图纸时,应尽可能将件号相连的零件图或加工,安装,结构关系密切的零件图安排在同一张图纸上。
在盖有标题栏的图纸右下角不得安排5号幅面的零件图。
三.图纸幅面及格式(GB4457.1
1.图纸幅面尺寸
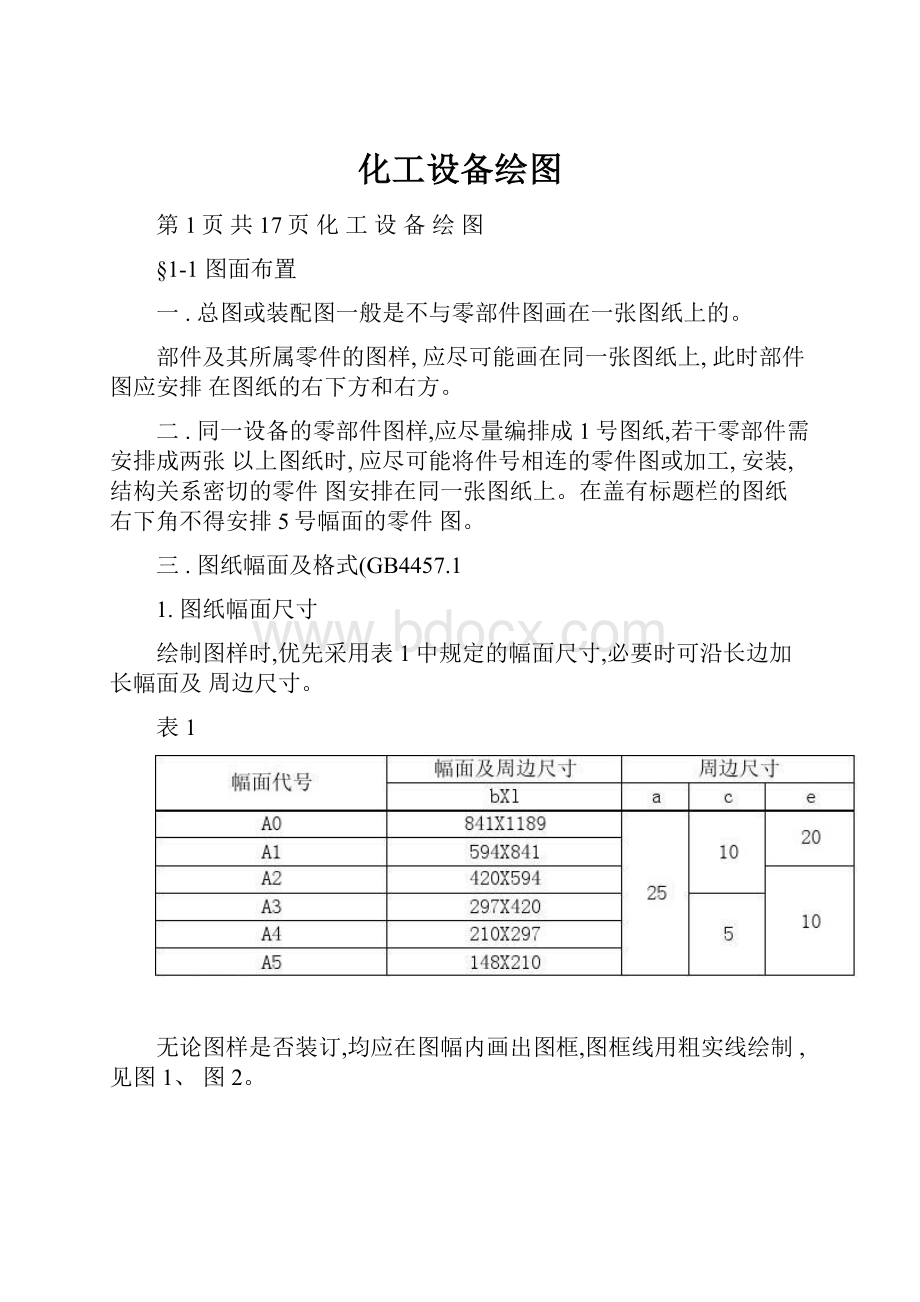
绘制图样时,优先采用表1中规定的幅面尺寸,必要时可沿长边加长幅面及周边尺寸。
表1
无论图样是否装订,均应在图幅内画出图框,图框线用粗实线绘制,见图1、图2。
需装订的图框格式图1
不留装订边的图框格式图
2
四.当一个装配图的部分视图分画在数张图纸上时,应按下列规定:
1.主要视图及其所属的技术要求,注:
技术特性表、管口表、明细栏和图纸目录均安排在第一张图纸上。
2.在每张图纸的“注”中要说明其相互关系。
例如:
在主视图图画子上应写明:
注:
左视图、A向视图及B-B剖面见XX—XXXX—2图纸(XX..XXX—2为上述视图,剖面所在图号。
在其它视图图纸上则相应写出:
注:
主视图见XX—XXXX—1图纸。
五.图样中的局部放大图应尽量安排在被放大部分的附近。
当一个图样有较多局部放大图时,允许按其顺序号整齐排列在离被放大部分较远的地方或安排在另一张(或几张图纸上,但其方位及结构形状等应与被放大部分一致。
在另一张图纸上绘制局部放大图后时,这张图纸上不准再绘其它零、部件图样。
六.图样的标题栏.明细栏.管口表.技术特性表.图纸目录.技术要求“注”等,在图面上的安排见图(图3、图4、图5、图6。
图
3
图4
第2页共17页
图
5
图6
§1-2图样上的符号、代号及零件、部件的件号
一.面粗糙度的代号及标注方法
1.面粗糙度代号
用表面粗糙度说明零件表面的粗糙度,其中最常用的是(1——表示表面是用不去除材料的方法(即不切削加工获得,如冲压变形.热轧.冷轧等。
(2
——其中的表示用去除材料的方法所获得的表面粗糙度,包括车、钻、抛
光加工等。
粗糙度符号上面的Ra是加工表面高低不平的轮廓算术平均偏差值,在标注时用单位为微米的数值表示。
为便于新旧标准对照,现将Ra(第一系列与表面光洁度代号对应关系,列表如下(见表2以便参考。
第3页共17页
1.表面粗糙度代号的标注方法
标注方法要点:
参见图7。
(1可以注在可见轮廓线.尺寸界线.尺寸线或这三种线的延长线上。
地位狭小时,也可引出标注。
图7
(2符号的尖端必须从材料外指向表面。
(3当零件大部分表面有相同的表面粗糙度要求,只有少数表面特殊时,可只注这些少数表面的粗糙度代号,其它表面的粗糙度代号统一注在图样右上角,并加注“其余”二字,若不加“其余”二字,则表示零件所有表面有相同粗糙度要求。
二.焊缝的代号标注方法
在图样中,焊缝可以用焊缝代号标注,焊缝代号是有基本符号.辅助符号.引出线和焊缝尺寸号组成。
基本符号:
它是表示焊缝横剖面形状的符号,用粗实线绘制。
常用焊缝的基本符号见表3
常用的三个辅助符号见表4
第4页共17页
上的有关焊缝处,横线则用于在其上面和下面标注各有关符号尺寸(见国家标准,行业标准
焊缝尺寸符号:
当需在图样的焊缝代号中注明焊缝尺寸时,一般主要标注以下尺寸,所标的位置是:
在焊缝符号左边标注:
熔化深度S、钝边高度P、焊角高度K;
在焊缝符号右边标注:
焊缝长度L;
在焊缝符号的上边标注:
坡口角度α、对接间隙b。
焊缝代号的标注示例见国家标准和行业标准有关要求。
需指出:
当焊缝结构和代号在图样中未标注时,则应在“技术要求”中注明采用的标准号及焊缝代号。
并在图样上绘出主要焊缝节点放大图。
三.管口符号标注
管口符号采用小写英语字母,如:
a、b、c、d„„.字母中i、l、o、q不推荐使用。
管口符号的标注应有主视图的左下方开始,按顺时针方向顺序排列。
四.零件.部件的件号
1.编件号的原则
(1所有部件、零件和外构件,不论有图或无图均需要编独立的件号。
(2一个图样中相同的零件或相同的部件应编同一件号。
(3直属零件与部件中的零件相同,或不同部件中的零件相同时,应将其分别编不同的件号。
2.编件号的方法
(1在一个设备内将直接组成设备的部件,直属零件和外构件以1、2、3„„顺序表示。
(2组成一个部件的零件或二级部件的件号由两部分组成。
中间用连字符号隔开,如:
部件中的零件或二级部件顺序号
部件件号
组成二级部件的零件的件号由二级部件件号及零件序号组成,中间用连字符号隔开。
2—4—3
二级部件中的零件顺序号
二级部件件号
3.标注方法
件号应尽量编排在主视图上,并由其左下方开始,按件号顺序顺时针方向排列,件号可布满四周,但应尽量编排在图形的左方和上方,并安排在外形尺寸线的内侧,见图8。
若有遗漏或增凑的件号应在外圈编排补足。
第5页共17页
对一组紧固件(如螺栓、螺母、垫片„„,以及装配关系清楚的一组零件或另外绘制局部放大图的一组零、部件,允许在一个引出线上同时引出若干件号,但放大图应将其件号分开标注。
图8
§1-3图样的比例及尺寸标注的补充规定
一.图样的比例
1.图样一般应按国家标注《机械制图》中规定的比例绘制,必要时可用M1:
6、M1:
15、M1:
30。
2.表格图.通用局部放大图可不标注比例,但必须按其中一组参数的比例画出。
3.图样中的某些视图(包括剖视.剖面.局部放大图的比例与主视图不同时,应
在视图的字母代号下方注出比例,中间用细实线隔开。
如:
如图样不按比例时,应注明“不按比例”字样。
二.图样上尺寸标注的补充规定
1.尺寸标注基准面
a.化工设备的结构基准面,一般应取筒体和封头的结合处,设备法兰的端面.裙座或其它支座的底面等,如图9所示。
图9图10
b.接管伸出长度以接管中心线和相接零件的外表面的交点为基准标注,如图
10所示。
2.不允许注封闭尺寸,参考尺寸和外形例外。
3.尺寸线应尽量安排在视图的右侧和下方。
4.当个别尺寸不按比例时,应在尺寸数字下方画一西实线,如图11。
图11
§1-4不需单独绘制图样的原则
每一设备的部件或零件,一般均应单独绘制图样,但符合下列情况时,可不单独绘制。
一.国家标准、专业标准的标准的零部件。
二.对结构简单,而尺寸、图样及其它资料已在部件图上表示清楚,不需机械加工(焊缝坡口及少量钻孔等加工除外铆焊件.浇入件.胶合件等,可不单独绘制零件图。
三.符合标准的螺栓、螺母、垫圈法兰等连接零件,其材料虽与标准不同,也不单独绘制零件图。
但应在明细栏中注明规格和材料,并在备注栏内注明“尺寸按XXXX标准”字样。
四.两个相互对称、方向相反的零件一般应分别绘出图样。
但两个简单的对称零件,在不致造成施工错误的情况下,可以只画出其中一个。
但每件应标以不同的件号,并在图样中予以说明,如“本图样系表示件号X,而件号Y与件号X左右(或上下对称”。
五.形状相同.结构简单可用一图样表示清楚的,一般不超过5个不同可变参数的零件,可用表格图绘制。
§1-5技术特性表
技术特性表格式见表5或表6,现将表格内容填写说明如下:
表5技术特性表
表6技术特性表
一.对于一般化工设备表格内容包括设计压力、工作压力(Mpa(指表压如为绝对压力则应注明“决压”、设计温度、工作温度(℃、焊缝系数(φ、腐蚀裕度(mm、容器类别以及主要受压元件材质。
此外,根据设备类型不同还应在上表中填写出下列内容。
1.容器类:
全容积(m3必要时还应填写工作容积。
对于具有夹套或蛇管的容器可参照换热器填写。
2.换热器类:
上述内容应按壳程.管程分别填写。
同时还应填写换热器面积(以换热器外径为准计算。
3.搅拌器类:
全容积(必要时应填写操作容积、搅拌转速(r/min、电动机功率(KW等。
4.塔器类:
设计风压值(N/m2,地震设防烈度。
对专用塔尚须填写气量、喷淋量等。
二.对专用化工设备应填写主要物料名称,如系有毒、易燃或腐蚀性较强的物料应详细填写。
§1-6管口表
管口表格式及填写方法见表7
表7
管口表
填写说明:
一.管口公称尺寸按公称直径填写。
无公称直径时,按实际内径填写(矩形孔填“长*宽”,椭圆孔填“椭长轴*短轴”。
二.带衬套的接管,按衬管的实际内径填写;带薄衬套的钢接管,按钢接管的公称直径填写,如无公称直径按“一”条款填写。
三.管口符号按a、b、c、d„„,顺序由上往下填写。
当管口规格,连接标准用途完全相同时,可合并成一项填写,如f1~3。
四.不对外连接的管口,在连接尺寸标准和连接面形式两栏内用斜细实线表示,如人孔、手孔等。
五.螺纹连接的管口,公称尺寸栏内按条款“一”填写,连接尺寸标准栏内填写螺纹规格,如M24、G3/4、ZG3/4,连接面形式栏内填写内螺纹或外螺纹。
§1-7明细栏
明细栏格式见表8,明细栏在图面上的位置见图(4、5。
当件号较多位置不够时,可按顺序将一部分放在主标题栏左边,此时该处明细栏的表头中各项字样可不重复。
表8明细栏
一.件号栏按图样上件号的顺序,由上而下填写。
二.图号或标准号栏
1.填写零、部件图所在图纸的图号(不绘图样的零件,此栏不填。
2.填写标准零、部件的标准号(材料不同于标准件的零件,此栏不填。
三.名称栏
名称栏填写零、部件或外构件的名称。
零件、部件的名称应简短,并采用公认的术语。
例如人孔,管板等。
1.标准零,部件按标准规定的标示方法填写。
如填料箱Pg6,Dg50;封头Dg1000*10。
2.不绘图的零件在名称后应列出规格或实际尺寸。
如:
简体Dg1000δ=10H=2000
接管φ57*3.5L=160
垫片φ1140/φ1030δ=3
3.外构件按有关部门规定的名称填写
四.数量栏
用于在装配图,部件图中填写所属零件,部件及外构件的件数。
五.材料栏
1.填写零件的材料名称时,应按“国标”或“部标”规定填写出材料的标号或名称。
2.对于国内生产的或国外的标准材料,应同时标出材料的名称和代号。
必要时,尚需在“技术要求”中作一些补充说明。
对于无标准规定的材料,应按材料的习惯名称标。
3.对于部件和外构件作,此栏不填(用斜洗实线。
但对需注明材料的外构件,此栏仍需填写。
六.重量栏
1.零.部件重量准确到有效数字三位,小数点后取两位,贵重金属例外。
如
1150、115、11.5、1.15。
2.对重量小,数量少的普通材料的小零件可不填写,在总重量栏内划一斜细实线表示。
如垫片,螺栓等。
§1-8标题栏
标题栏分以下几种:
即大主标题栏,小主标题栏和简单标题栏。
一.大、小主标题栏
大主标题栏:
格式见表9,用于工程图0、1、2号图纸上。
小主标题栏:
格式见表10,用于工程图3、4号图纸及技术文件首页上。
填写方法及内容:
大,小主标题栏的填写,现按表9、表10中空格(1~(7列举其应填内容。
1.空格(1填写设计单位名称。
2.空格(2图纸名称栏,分三行填写,第一行填写设备名称,第二行填写设备主要规范,第三行填写图样或技术文件名称。
例如:
a.通用化工设备的名称应按化工单元设备的名称命名,并在基本名称前以必要的特性。
例如容器类的高位槽、卧式贮槽等;换热器类的浮头式换热器,U形管式换热器等;塔类的浮阀塔等。
b.专用化工设备名称,按照化学反应或设备的特殊工艺用途命名。
如氨合成塔,电解槽等。
(2设备主要规格
a.槽罐类:
应注出公称容积,如Vg=XXm3
b.换热器:
应注出公称换热面积,如Fg=XXm2;(对蒸发设备应注出加热面积;
c.塔类:
注出公称直径及总高度Dg*H,两段直径不同时按DgA/DgB*H标注(DgA表示塔上段内径;DgB表示塔下段内径;
d.专用设备应注明其特性。
如电解槽应注出电流大小I=XXXX安培。
(3图样或技术文件名称
a.图样名称如装配图、部件图、零件图等,技术文件名称如图纸目录。
b.一台设备的图样部分,仅一张图纸时,不必填写。
c.同一张图纸上绘有零件图和部件图时,可写为“零部件图”。
d.零部件图的主标题栏内不填设备规格。
3.空格(3图号栏:
填写该图图号(可按各单位有关规定编写。
4.空格(4工程名称栏,空格(5项目名称栏一般均不填写。
5.空格(6设计阶段栏:
填初步设计或施工图。
6.空格(7修改标记栏:
在修改图纸时填写修改标记。
7.比例栏:
填写总图,装配图中主要视图的比例。
零部件图的比例应在各样的简单标题栏内填写,此栏不填。
表9大主标题栏
表10小主标题栏
.简单标题
栏
简单标题栏格式见表11
表11简单标题栏
1.件号,名称,材料,重量栏中的填写内容均与总图,装配图或部件图明细栏中的一致。
2.当直属零件和部件中的零件或不同部件中的零件用同一零件图时,件号栏内应分行填写清楚各个零件的件号。
3.比例栏:
填写零件或部件主要视图的比例。
不按比例的图样,应用实线表示。
§1-9设备净重
1.设备净重标注在明细栏的右上方。
2.当设备中有特殊材料(如贵重金属、触煤、瓷环应分项列出。
如:
设备净重:
XXXXkg
其中:
不锈钢XXXkg
瓷环XXXkg
3.净重取整数,有效数字四位,在100kg以上未尾数采用1~4进到5、6~9进到10的方法,贵重金属例外。
4、标准零、部件的重量准确到有效数字三位,小数点后取两位。
§1-10图样技术要求
图样技术要求是施工图上的一个重要内容。
在总图、部件图和零件图上都应分别写明各自的技术要求。
图样技术要求应写在图纸的右上方,可用条文表示,也可用表格表示。
图样技术要求的内容包括设备(或零、部件在制造、试验和验收时应遵循的规范或规定,以及对于材料、表面处理及涂饰、润滑、包装、保管和运输等的特殊要求。
具体说,在编写图样技术要求中:
一.需写明设备是按哪一个通用技术条件的规定制造,目前在压力容器制造行业中所普遍采用的通用技术条件及规程是GB150《钢制压力容器》GB151《管壳式换热器》《压力容器安全技术监察规程》。
若在图样技术要求中注明了按照上述通用技术条件(标准和规程进行制造试验和验收,则可省去很多问题的叙述。
但对某些设备往往还有一些特殊的技术要求,这些超出通用技术条件的特殊要求,也必须写入图样技术要求中。
二.焊接材料
由于设备的用途不同、结构不同、材料不同,所以不同的设备在焊接材料(焊条、焊丝、焊剂的选用应予以注明。
三.焊接型式及尺寸
设备焊接接头的型式和尺寸的确定,以及焊前、焊后有无热处理的要求等方面都有不同,这些都应在图样技术要求中予以注明。
其中焊接接头的型式,可以用文字或代号说明是采用哪个规程或标准中的什么样型式焊缝。
对于一些重要焊缝,除文字说明外,还应该用局部放大图画出这些焊接接头的坡口形状或尺寸。
在编写焊接要求时,主要可参照GB985~986—88及JB/T4709—2000《钢制压力容器焊接规程》。
四.探伤要求
关于焊缝的无损探伤要求,按照GB150《钢制压力容器》和GB151《管壳式换热器》《压力容器安全技术监察规程》有关规定,根据容器类型、焊缝型式、板厚、材质特性的不同,具体规定也将有所不同,例如有些焊缝必须作100%的探伤检查,而有的焊缝则允许进行局部检查探伤长度不得不少于各条焊缝的20%且不少于250mm。
五.检查要求
压力容器制造完成后,均须经压力试验,在图样技术要求中需写明这一点,并明确注出水压(或气压试验压力(表压。
当容器不能进行水压试验时,才允许进行气压试验,加压介质一般为空气或其它惰性气体,这均需在图样技术要求上注明,并写出气试压力(表压。
有的容器在水压试验合格,尚需进行气密性试验,这也要在图样技术要求上注明,并写出试验压力(表压和加压介质的种类。
六.管口及支座方位
当管口、支座方位和该施工图的俯视图一致时,可在图样技术要求中写明:
管口及支座方位按本图。
当另有管口方位图时,可在图样技术要求中写明:
管口及支座方位见管口方位图,并应标明管口方位图图号。
七.其它特殊要求
八.钢制焊接压力容器技术要求举例(不包括特殊要求
1.本设备按GB150《钢制压力容器》和国家劳动部《压力容器安全技术监察规格》进行制造、试验和验收。
2.焊接采用电弧焊,焊条型号。
3.焊接接头型式及尺寸除图中注明外,按GB985~986-88中规定,角焊缝的腰高按较薄板的厚度;法兰的焊接按相应法兰标准中的规定。
4.设备的A、B类焊缝应进行无损探伤检查,探伤长度100%(或不得少于各条焊缝的20%,且不少于250mm。
射线探伤符合GB3323-87规定中Ⅱ(Ⅲ级为合格。
5.设备制造完毕后,以Mpa表压进行水压试验。
(合格后再以Mpa表压的压缩空气进行气密性试验。
6.管口及支座方位按本图。
(或按XX图
§1-11图样的简化画法
一.装配图中接管法兰的画法
1.一般法兰的连接面型式如图12
图12
2.一般法兰的连接螺栓、螺母、垫片,如图
13
图13
二.多孔板孔眼的画法
1.按规则排列的管板、折流板或塔板上的孔眼,如图14
-φ
(用粗实线表示
孔圆心连接线
(用细实线表示
图14
图14中“+”为粗实线,表示管板上定距杆螺孔的位置。
该螺孔与周围孔眼的相对位置、排列方式、孔间距、螺孔深度等尺寸和加工情况等应用局部放大图来表示。
此外,孔眼的倒角和开槽、排列方式、间距、加工情况,应用局部放大图表示。
2.按同心圆排列的管板、折流板或塔板的孔眼,如图15
3.对孔数要求不严的多孔板(如隔板不必画出孔眼,如图16,此时必须用局部放大图表示孔眼的尺寸、排列方法及间距。
图15图16
三.装配图中带有两个接管的液面计(如玻璃管、双面板式、磁性液面计等的画法。
如图17
图17
四.剖视图中填料、填充物的画法
1.同一规格、材料和同一堆放方法的填充物(如瓷环、卵石和砂砾等的画法。
如图18。
图18
2.装有不同规格或同一规格不同堆放方法的填充物。
如图19
图19
五.管束(如换热器在图中至少画一根,其余用中心线表示。
六.焊缝画法
1.当焊缝宽度或焊脚高度经缩小比例后,图形线间距离的实际尺寸≥3毫米时,焊缝轮廓线(粗线应按实际焊缝形状画出。
剖面线用交叉的细实线或涂色法表示。
如图20
图20
2.当焊缝宽度或焊脚高度经缩小比例后,图形线间距离的实际尺寸<3毫米时:
(1)对于对接焊缝,焊缝图形用一条粗线表示。
对于角焊缝,因一般已有母体金属轮廓线,故焊缝可不画出。
焊缝剖面用涂色法表示。
如图21。
(2)型钢之间和类似型钢件之间的焊接表示方法。
如图22。
图21图22§1-12化工设备图的视图表达特点一.基本视图的配置由于化工设备的基本形体以回转形体居多,所以一般用两个基本视图来表达设备的主体。
立式设备通常采用主、俯两个基本视图。
卧式设备通常采用主、左两个基本视图。
主视图一般采用全剖视。
二.多次旋转的表达方法由于设备壳体周围分布着各种管口和零部件,为了在主视图上清楚地表达它们的形状和位置,采用了一种多次旋转的表达方法,即将分布在设备周向方位上的一些管口或零部件结构,分别按画旋转视图的方法,在主视图上画出它们的投影,以能反映这些结构的真实形状和位置。
如图23中,人孔b是按逆时针向(从俯视图看),假想旋转了45°之后,在主视图上画出其投影的;管口C的轴线位置与投影平行,所以不需旋转,可直接投影在主视图上。
必须注意,在应用多次旋转的方法同时在主视图上表达出来,因为它无论如何旋转,都会在主视图上出现与管口C的图形重叠,在这种情况下管口d就需用其它剖视方法来表达。
在化工设备中采用多次旋转画法时,允许不作任何标注,但这些结构的周向方位必须按图上的注明,以管口方位图(或俯视图)为准。
图23三.局部结构的表达方法第16页共17页图24
由于设备总体与某些零部件的大小悬殊,按总体尺寸所选定的绘图比例,往往无法同时将某些局部形状表达清楚。
因此,在化工设备上往往较多的采用局部放大图的表达方法,以补充表达某些局部结构的形状。
局部放大图可以用视图、剖视、剖面等多种形式表达出来,也可用几个视图来表达,它与被放大部分的表达方式无关。
如图24中,画出的部位是塔设备底座支承图的一部分,原因为单线简化画法,而放大图则画成三个局部(剖)视图。
四.夸大的表达方法化工设备中,除采用局部放大的画法外,有时还必须采用夸大的表达方法。
例如:
设备的壁厚、垫片、挡板、折流板等,在绘图比例缩小较多时,其壁厚一般无法画出,这就须用夸大的方法,即不按比例,适当夸大地(用双线)画出他们的厚度。
化工设备中的薄壁设备,除用双线夸大画出它的壁厚外。
起薄壁部分的剖面符号允许用涂色的方法来表示。
五.管口方位的表达方法化工设备上的管口较多,它们的方位必须在图样中表达清楚。
如果设备的管口方位已由工艺设计人员画出单独的管口方位图,则在设备图上只需注明“管口及支座方位见管口方位图,图号XX—XX”等字样。
此时,在设备图的俯视图中画出的管口方位,不一定是管口的真实方位,故不能注写角度(方位)尺寸。
如果绘制设备图时,管口方位已由工艺设计人员确定,则可在设备图的俯(左)视图上表示设备的管口方位,注出表示方位的相应尺寸和角度。
并在技术要求项内注明“管口方位按本图”等字样。
六.断开和分段(层)的表达方法当设备的总体尺寸很大,而又有相当部分的形状和结构相同,或按规律变化或重复时,就可以采用断开的画法。
这样可以使图形缩短,简化作图,并


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 化工设备 绘图
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
工资单模板样本44747.docx
-
弓长岭区版二级建造师《建设工程法规及相关知识》试题 含答案.docx
-
工作报告 小学教育实习报告最新版.docx
-
二建法规时间归纳.docx
-
工作总结及计划格式.docx
-
公路工程道桥施工常识问答.docx
-
废水污染源自动在线监控设施业务知识.docx
-
二年级上册语文导学案.docx
-
公共场所卫生管理条例实施细则.docx
-
河北省职称计算机应用能力考试模拟练习.docx
-
高考文言文阅读简答题学案及教案.docx
-
恒丰园食堂施工组织设计盛整理版施工方案.docx
-
烘焙店创业计划书.docx
-
红楼梦读书笔记30字.docx
-
呼吸系统三基考试题库.docx
-
湖北省随州市政务服务中心招聘考试《中华人民共和国公务员法》其它.docx
-
湖北十大白酒品牌.docx
-
湖南省雅礼中学届高三第二次月考生物试题 Word版含答案.docx
-
护理学研究试题及答案.docx
