 特种设备安全技术规范TSGZ6002摘要.docx
特种设备安全技术规范TSGZ6002摘要.docx
- 文档编号:26829677
- 上传时间:2023-06-23
- 格式:DOCX
- 页数:17
- 大小:762.40KB
特种设备安全技术规范TSGZ6002摘要.docx
《特种设备安全技术规范TSGZ6002摘要.docx》由会员分享,可在线阅读,更多相关《特种设备安全技术规范TSGZ6002摘要.docx(17页珍藏版)》请在冰豆网上搜索。
特种设备安全技术规范TSGZ6002摘要
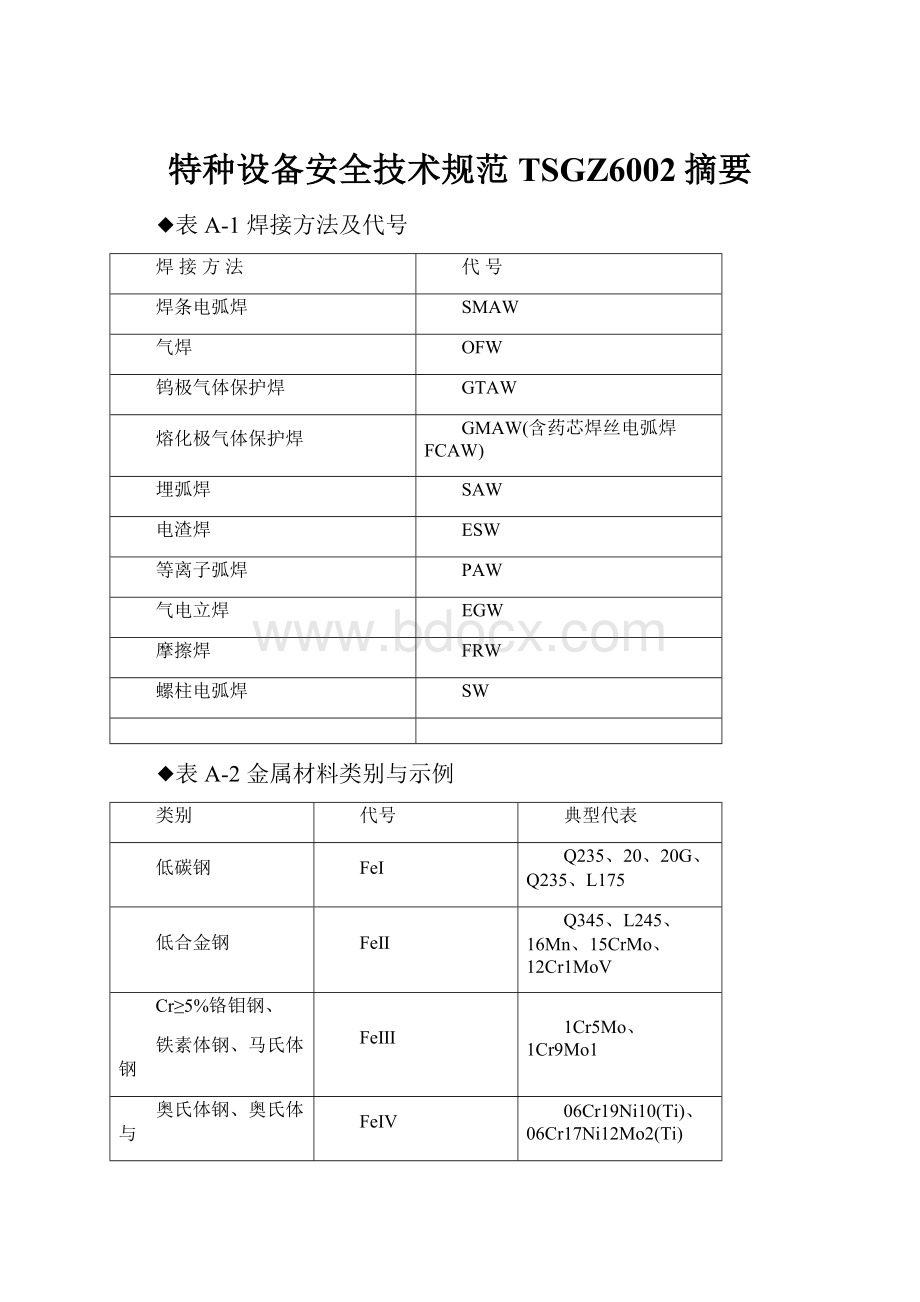
◆表A-1焊接方法及代号
焊接方法
代号
焊条电弧焊
SMAW
气焊
OFW
钨极气体保护焊
GTAW
熔化极气体保护焊
GMAW(含药芯焊丝电弧焊FCAW)
埋弧焊
SAW
电渣焊
ESW
等离子弧焊
PAW
气电立焊
EGW
摩擦焊
FRW
螺柱电弧焊
SW
◆表A-2金属材料类别与示例
类别
代号
典型代表
低碳钢
FeⅠ
Q235、20、20G、Q235、L175
低合金钢
FeⅡ
Q345、L245、16Mn、15CrMo、12Cr1MoV
Cr≥5%铬钼钢、
铁素体钢、马氏体钢
FeⅢ
1Cr5Mo、1Cr9Mo1
奥氏体钢、奥氏体与
铁素体双相钢
FeⅣ
06Cr19Ni10(Ti)、06Cr17Ni12Mo2(Ti)
◆表A-3填充金属类别、示例与适用范围
类别
代号
相应型号、牌号
适用范围
相应标准
低合金钢焊条、马氏体钢焊条、铁素体钢焊条、碳钢焊条
Fef1
(钛钙型)
EXX03
Fef1
JB/T4747
[GB/T5117
GB/T5118
GB/T983(奥氏体、奥氏体与铁素体双相钢焊条)]
Fef2
(纤维素型)
EXX10EXX11
EXX10-XEXX11-X
Fef1
Fef2
Fef3
(钛型、钛钙型)
EXXX(X)-16
EXXX(X)-17
Fef1
Fef3
Fef3J
(低氢型、碱型)
EXX15EXX16EXX18EXX48
EXX15-XEXX16-X
EXX18-XEXX48-X
EXXX(X)-15
EXXX(X)-16
EXXX(X)-17
Fef1
Fef3
Fef3J
奥氏体钢焊条、奥氏体与铁素体双相钢焊条
Fef4
(钛型、钛钙型)
EXXX(X)-16
EXXX(X)-17
Fef4
JB/T4747
[GB/T983(奥氏体、奥氏体与铁素体双相钢焊条)]
Fef4J
(碱型)
EXXX(X)-15
EXXX(X)-16
EXXX(X)-17
Fef4
Fef4J
全部钢焊丝
FefS
全部实芯焊丝或药芯焊丝
FefS
JB/T4747
◆表A-4试件类别、位置及代号
试件形式
试件位置
代号
板材对接焊缝试件
平焊试件
1G
横焊试件
2G
立焊试件
3G
仰焊试件
4G
板材角焊缝试件
平焊试件
1F
横焊试件
2F
立焊试件
3F
仰焊试件
4F
管材对接焊缝试件
水平转动试件
1G(转动)
垂直固定试件
2G
水平固定试件
向上
5G
向下
5GX(向下焊)
45固定试件
向上
6G
向下
6GX(向下焊)
管材角焊缝试件(分管板角焊缝试件和管-管角焊缝试件两种)
45转动试件
1F(转动)
垂直固定横焊试件
2F
水平转动试件
2FR(转动)
垂直固定仰焊试件
4F
水平固定试件
5F
管板角接头试件
水平转动试件
2FRG(转动)
垂直固定平焊试件
2FG
垂直固定仰焊试件
4FG
水平固定试件
5FG
45固定试件
6FG
螺柱焊试件
平焊试件
1S
横焊试件
2S
仰焊试件
3S
◆表A-5焊接工艺因素与代号
机动化程度
焊接工艺因素
焊接工艺
因素代号
手工焊
气焊、钨极气体保护焊、等离子弧焊用填充金属丝
无
01
实芯
02
药芯
03
钨极气体保护焊、熔化极气体保护焊和等离子弧焊时,背面保护气体
有
10
无
11
钨极气体保护焊电流类别与极性
直流正接
12
直流反接
13
交流
14
熔化极气体保护焊
喷射弧、熔滴弧、脉冲弧
15
短路弧
16
机动焊
钨极气体保护焊自动稳压系统
有
04
无
05
各种焊接方法
目视观察、控制
19
遥控
20
各种焊接方法自动跟踪系统
有
06
无
07
各种焊接方法每面坡口内焊道
单道
08
多道
09
自动焊
摩擦焊
连续驱动摩擦
21
惯性驱动摩擦
22
◆表A-6试件适用焊件焊缝和焊件位置
试件
适用焊件范围
对接焊缝位置
角焊缝位置
管板角接头
焊件位置
类别
代号
板材和外径大于600mm的管材
外径小于等于
600mm的管材(≥76)
板材对接焊缝试件
1G
2G
3G
4G
平
平、横
平、立(注1)
平、仰
平(注2)
平、横(注2)
平(注2)
平(注2)
平
平、横
平、横、立
平、横、仰
—
—
—
—
管材对接焊缝试件
1G
2G
5G
5GX
6G
6GX
平
平、横
平、立、仰
平、立向下、仰
平、横、立、仰
平、立向下、横、仰
平
平、横
平、立、仰
平、立向下、仰
平、横、立、仰
平、立向下、横、仰
平
平、横
平、立、仰
平、立向下、仰
平、横、立、仰
平、立向下、横、仰
—
—
—
—
—
—
管材角焊缝试件
1F
2F
2FR
4F
5F
—
—
—
—
—
—
—
—
—
—
平
平、横
平、横
平、横、仰
平、立、横、仰
—
—
—
—
—
管板角接头试件
2FG
2FRG
4FG
5FG
6FG
—
—
—
—
—
—
—
—
—
—
平、横
平、横
平、横、仰
平、横、立、仰
平、横、立、仰
2FG
2FRG、2FG
4FG、2FG
5FG、2FRG、2FG
所有位置
板材角焊缝试件
1F
2F
3F
4F
—
—
—
—
—
—
—
—
平
平、横
平、横、立
平、横、仰
—
—
—
—
注:
1、表中“立”表示向上立焊;向下立焊表示为“立向下”焊。
2、板材对接焊缝试件考试合格后,适用管材对接焊缝焊件时,管外径应≥76mm。
3、板材角焊缝试件考试合格后,适用管材角焊缝焊件时,管外径应≥76mm。
◆表A-7手工焊对接焊缝试件适用于对接焊缝焊件焊缝金属厚度范围(mm)
试件母材厚度T
适用于焊件焊缝金属厚度
最小值
最大值
<12
不限
2t
≥12
不限
不限
◆表A-8手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围(mm)
管材试件外径D
适用于管材焊件外径范围
最小值
最大值
<25
D
不限
25≤D<76
25
不限
≥76
76
不限
≥300(注)
76
不限
注:
管材向下焊试件
◆表A-9手工焊管板角接头试件适用于管板角接头焊件尺寸范围(mm)
试件管外径D
适用焊件范围
管外径
管壁厚度
焊件焊缝金属厚度
最小值
最大值
最小值
最大值
<25
D
不限
不限
不限
当S0<12时,2t;
当S0≥12时,不限
25≤D<76
25
不限
不限
≥76
76
不限
不限
◆表A-10手工焊焊工管材角焊缝试件适用于管材角焊缝尺寸范围(mm)
管材试件外径D
适用管材焊件尺寸范围
外径最小值
外径最大值
管壁厚度
<25
D
不限
不限
25≤D<76
25
不限
不限
≥76
76
不限
不限
◆表A-11手工焊焊工板材角焊缝试件适用于角焊缝焊件范围
(mm)
试件母材厚度T
适用于角焊缝焊件范围
母材厚度
焊件类别
5—10
不限
板材角焊缝
外径D≥76管材角焊缝
<5
T~2T
◆表A-12堆焊试件适用焊件母材厚度范围
(mm)
试件母材厚度T
适用于堆焊焊件母材厚度范围
母材厚度
焊件类别
<25
T
不限
≥25
25
不限
◆表A-13考试试件的尺寸和数量
试件
类别
试件
形式
试件尺寸(mm)
试件数量(个)
L1
L2
B
T
D
S0
对接
焊缝
试件
板
手工焊
≥300
—
≥200
自定
—
—
1
机动焊
自动焊
≥400
—
≥240
管
手工焊
机动焊
自动焊
≥200
—
—
自定
<25
—
3
25≤D<76
—
3
≥76
—
1
手工向下焊
≥200
—
—
自定
≥300
—
1
角焊缝试件
板
手工焊
≥300
≥75
≥100
≤10
—
≥T
1
机动焊
自动焊
≥400
≥75
≥100
—
≥T
1
管与板
(管)
手工焊
—
≥75
≥D+100
自定
<76
≥T
2
机动焊
自动焊
—
≥75
≥76
1
管板角接头试件
管与板
手工焊
—
≥75
≥D+100
任意
厚度
<76
≥T
2
机动焊
自动焊
≥5
≥76
1
堆焊试件
板
≥250
—
≥150
任意厚度
<25
或≥25
—
1(注)
管
≥200
—
—
螺柱焊试件
板与柱
—
8D~10D
≥50
—
—
—
5
注:
管材堆焊试件最少数量应当满足取样要求。
◆表A-14试件检验项目、数量和试样数量
试件
类别
试件
形式
试件厚度或管径(mm)
检验项目
厚度
管外径
外观
检查
(件)
射线
检测
(件)
弯曲试验(个)
金相检验
(宏观,个)
面弯
背弯
侧弯(注1)
对接
焊缝
试件
板
<12
—
1
1
1
1
—
≥12
—
1
1
—
2
—
管
(注2)
—
<76
3
3
1
1
—
—
—
≥76
1
1
1
1
—
—
管材
向下焊
<12
≥300
1
1
1
1
—
—
≥12
1
1
—
2
—
管板角接头试件
管与板
—
<76
2
—
—
—
—
任一试件取
4个检查面
≥76
1
—
—
—
—
4
角焊缝试件
板
≤10
—
1
—
—
—
—
4
管与板
(管)
任意
厚度
<76
2
—
—
—
—
任一试件取
4个检查面
≥76
1
—
—
—
—
4
耐蚀堆焊试件
板或管
—
1
1
(渗透)
—
—
2
—
螺柱焊试件
板与柱
—
5
—
—
—
5
(折弯)
—
注:
1、当试件厚度大于或者等于10mm时,可以用2个侧弯试样代替面弯与背弯试样。
2、管子摩擦焊按照对接焊缝试件对待。
◆表A-15试件焊缝表面缺陷规定
缺陷名称
允许的最大尺寸
咬边
深度大于或者等于0.5mm,焊缝两侧咬边总长度不得超过焊缝长度的10%
背面凹坑
(1)当T≤5mm时,深度不大于25%T,且不大于1mm;
(2)当T>5mm时,深度不大于20%T,且不大于2mm;
(3)除仰焊位置的板材试件不作规定外,总长度不超过焊缝长度的10%
◆表A-16试件焊缝外形尺寸
(mm)
焊接方法、
机动化程度
焊缝余高
焊缝余高差
焊缝宽度
焊缝高度差
平焊
其他
位置
平焊
其他
位置
比坡口
每侧增宽
宽度差
平焊
其他
位置
手工焊
0~3
0~3
≤2
≤3
0.5~2.5
≤3
—
—
机动焊和自动焊
0~3
0~3
≤2
≤2
2~4
≤2
—
—
堆焊
—
—
—
—
—
—
≤1.5
≤1.5


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 特种设备 安全技术 规范 TSGZ6002 摘要
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《崔万志演讲观后感》.docx
《崔万志演讲观后感》.docx
-
《赤壁赋》理解性默写.docx
-
《匆匆》读书笔记15篇.docx
-
《公共政策概论》简答题题库.docx
-
《建设行政执法制度》.docx
-
《平凡的世界》读后感10篇.docx
-
《AUTO CAD》课程标准 2.docx
-
《搭石》课堂教学实录与评析2篇.docx
-
《广东省GSP认证现场检查项目》粤食药监.docx
-
《触摸春天》教案集合9篇.docx
-
《教育评价学》练习题库及答案.docx
-
《公差配合与测量》教案.docx
-
《软件工程》单项选择题答案.docx
-
《网页设计与制作Dreamweaver》试题附答案.docx
-
《易经》与中医学的关系.docx
-
①临床科室医疗质量管理记录册模板.docx
-
###经济开发区企业知识产权情况调研报告.docx
-
《别踩白块度典范版》设计计划文档.docx
-
《村居》教案模板合集七篇.docx
-
《高老头》读后感15篇.docx
-
《故乡》课堂教学实录.docx
-
《鉴定要素细目表》知识.docx
-
《脊椎病因治疗学》word版.docx
-
《马克思主义基本原理概论》考试真题及答案.docx
-
《人性论》读后感人性论读后感3000字.docx
-
《淘气包马小跳》读后感10篇.docx
-
《网页设计与制作》课程标准.docx
-
《小学音乐识谱教学有效性策略的研究》课题研究的中期报告.docx
-
《助产学》考试试题及答案01.docx
-
3分钟熟记精深中医针灸顺口溜附穴位图.docx
-
11大税种税法记忆口诀和计算方法.docx
-
《百家讲坛》观后感20篇.docx
-
《四川省地方标准森林康养基地建设基础设施》.docx
-
《亡羊补牢》读书笔记15篇.docx
-
《西游记》读后感精选15篇.docx
-
《SDH技术》综合练习题及答案.docx
-
《草船借箭》教学案例文档资料.docx
-
《应用统计学》复习题库48832.docx
-
《端午》古诗赏析语文教案多篇.docx
-
《园林树木学》复习题及答案.docx
-
《工程质量管理岗位职责认知之见解》.docx
-
《环境与资源经济学中级》教学大纲.docx
-
《九年级数学下学期》课程纲要.docx
-
《没有任何借口》读书体会4500字.docx
-
《血液透析机学习报告五篇》.docx
-
《艺术学概论》彭吉象知识点提要1.docx
-
00现代教育学讲义打印版.docx
-
3DSMAX模拟试题及答案.docx
-
14年福建省信息技术高考总复习材料二.docx
-
《搏击俱乐部》影视鉴赏拉片报告.docx
-
17秋学期《礼仪与社交尔雅》在线作业1.docx
