 第十一章循环流化床锅炉的磨损结焦和膨胀.docx
第十一章循环流化床锅炉的磨损结焦和膨胀.docx
- 文档编号:26733414
- 上传时间:2023-06-22
- 格式:DOCX
- 页数:18
- 大小:54.34KB
第十一章循环流化床锅炉的磨损结焦和膨胀.docx
《第十一章循环流化床锅炉的磨损结焦和膨胀.docx》由会员分享,可在线阅读,更多相关《第十一章循环流化床锅炉的磨损结焦和膨胀.docx(18页珍藏版)》请在冰豆网上搜索。
第十一章循环流化床锅炉的磨损结焦和膨胀
第十一章循环流化床锅炉的磨损、膨胀和结焦
第一节循环流化床锅炉各部件的磨损
由于机械作用,间或伴有化学或电的作用,物体工作表面材料在相对运动中不断损耗的现象称为磨损。
按磨损机理不同,磨损一般可分为粘着磨损、磨料磨损、腐蚀磨损、接触疲劳磨损、冲蚀磨损、微动磨损等。
流体或固体颗粒以一定的速度和角度对材料表面进行冲击所造成的磨损称为冲蚀(或冲击磨损)。
冲蚀有两种基本类型,一种叫冲刷磨损,另一种叫撞击磨损,这两种磨损的冲蚀表面的流失过程的微观形貌是不完全相同的。
冲刷摩擦是颗粒相对固体表面冲击角较小,甚至接近平行。
颗粒垂直与固体表面的分速使得它锲入被冲击物体,而颗粒与固体表面相切的分速使得它沿物体表面滑动,两个分速合成的效果即起一种刨削作用。
如果被冲击的物体经不起这种作用,即被切削掉一小块,如此经过大量、反复的作用,固体表面将产生摩擦。
撞击磨损是指颗粒相对于固体表面冲击角度较大,或接近于垂直时,以一定的运动速度撞击固体表面使其产生微小的塑性变形或显微裂纹,在长期、大量的颗粒反复撞击下。
逐渐使塑性变形层整片脱落而形成的磨损。
一般在循环流化床锅炉受热面和耐火材料的磨损种,床粒颗粒与受热面和耐火材料的冲击角度在0~900之间,因此循环流化床锅炉受热面和耐火材料的磨损是上述两种磨损基本类型的综合结果。
磨损与固体颗粒浓度、速度、颗粒的特性和流道的几何尺形状等密切相关。
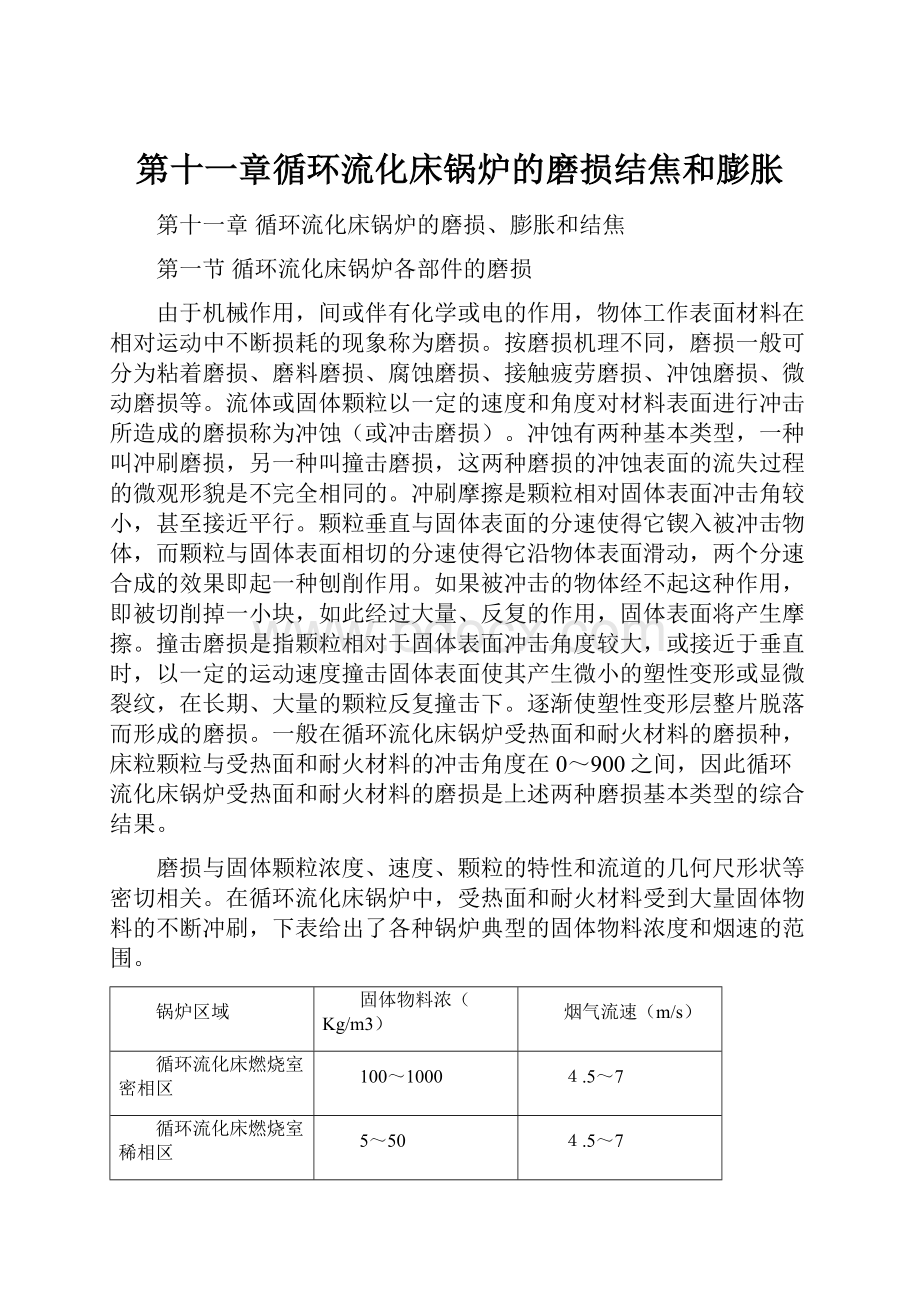
在循环流化床锅炉中,受热面和耐火材料受到大量固体物料的不断冲刷,下表给出了各种锅炉典型的固体物料浓度和烟速的范围。
锅炉区域
固体物料浓(Kg/m3)
烟气流速(m/s)
循环流化床燃烧室密相区
100~1000
4.5~7
循环流化床燃烧室稀相区
5~50
4.5~7
循环流化床对流烟道
<4
12~16
鼓泡流化床密相区
200~1000
1~3.5
煤粉炉对流烟道
<2
20~25
燃气炉对流烟道
0
30以上
从表中的数据可以看出,循环流化床锅炉内的固体物料浓度为煤粉锅炉的几十倍到上百倍,因此受热面和耐火材料的防磨问题应特别重视。
通常情况下CFB锅炉再如下部位磨损比较严重,应设计防磨衬里(如图):
以下分别讨论循环流化床锅炉内部金属件和耐火材料的磨损现象。
一、循环流化床锅炉金属件的磨损
(一)布风装置
循环流化床锅炉布风装置的磨损主要有两种情况。
第一种情况是风帽的磨损,其中风帽磨损最严重的区域发生在循环物料回料口附近。
其原因主要是由于较高颗粒浓度的循环物料以较大的平行于布风板的速度分量冲刷风帽。
布风装置磨损的另一种情况是风帽小孔的扩大,这种现象也发生在鼓泡流化床锅炉中,这类磨损将改变布风特性,同时造成固体物料漏至风室。
(二)炉膛水冷壁的磨损
水冷壁的磨损使循环流化床锅炉中与材料有关的最严重的问题。
炉内水冷壁管的磨损可分为四种情况:
炉膛下部卫燃带与水冷壁过渡区域管壁的磨损;炉膛四个角落区域的管壁磨损;一般水冷壁管壁的磨损;不规则区域管壁的磨损。
1、炉膛下部敷设卫燃带与水冷壁管过渡(交界)区域的管壁磨损。
大型循环流化床锅炉,其炉膛下部敷设(卫燃带)高度通常为5m左右,而磨损就发生在炉膛下部卫燃带与水冷壁管的交界处。
其磨损机理有两个方面一是过渡区域内由于沿壁面下流的固体颗粒与炉内向上运动的固体物料运动方向相反,因而在局部产生涡旋流;另一个原因是沿炉膛面下流的固体物料在交界区域产生流动方向的改变,因而对水冷壁产生冲刷。
卫燃带与水冷壁过渡区内水冷壁管壁的磨损并不是在炉膛四周均匀发生的,而是与炉内的物料总体流动形式有关。
本工程为防止下部水冷壁耐磨材料终止线(前、后水冷壁拐点以上05m)以上区域的磨损,采用由Ф51×6mm管子变为Ф60×8mm的管子,并加装防磨护板。
中部水冷壁由4m的高度采用厚壁管(Ф60×8mm),从而增加次区域的防磨。
2、炉膛角落区域的水冷壁磨损
在一些已运行的循环流化床锅炉中,已发现炉膛角落区域的水冷壁磨损比较严重,其原因可能是角落区域内沿壁面向下流动的固体料浓度比较高,同时流动状况也受到破坏。
3、炉膛一般水冷壁管壁的磨损
除卫燃带和水冷壁过渡区域以及炉膛角落以外,目前尚未发现炉膛水冷壁直管受严重磨损的情况,一般只是发现水冷壁管被磨亮。
4、不规则区域管壁的磨损
不规则区域管壁包括穿墙管、炉膛开孔处的弯管、管壁上的焊缝等,此外还有一些炉内的测试元件,如热电偶。
运行经验表明即使很小的几何尺寸的不规则也会造成局部的严重磨损。
(三)二次风喷嘴的磨损
在循环流化床锅炉中,二次风喷嘴紧邻于炉膛下部浓相区的上方,二次风喷嘴有烧红现象,导致这种现象的发生是由于浓相区内的脉动将床料带入二次风喷嘴,从而产生二次风喷嘴的磨损。
(四)炉内受热面的磨损
在循环流化床炉膛内,除布置炉膛水冷壁外,还布置了屏式过热器和再热器,其磨损机理与水冷壁相似,主要取决于受热面的具体结构和固体物料的流动特性等。
对于在浓相区布置埋管受热面的磨损,引本锅炉没有安装,在此不多介绍。
(五)炉膛顶部受热面的磨损
炉顶受热面的磨损主要是由于气固流在离开炉膛时在炉膛顶部区域转弯,产生离心作用,将大颗粒物料甩向炉顶而造成的。
随着循环流化床锅炉容量的增大,炉膛高度也增加,因而炉膛顶部受热面的磨损问题也变得不严重。
炉膛顶部受热面的磨损问题可通过将炉顶与旋风分离器的水平烟道拉开足够的距离来解决。
(六)旋风分离器的磨损
循环流化床锅炉旋风分离器的大部分构件,一般都敷设有耐火材料,因此旋风分离器金属件的磨损不是很严重,旋风分离器中心筒的损坏时由于受热变形所造成的。
(七)对流烟道受热面的磨损
循环流化床锅炉对流烟道的磨损就其特性而言与煤粉炉没有大的区别。
但在循环流化床锅炉中,虽安装了旋风分离器,其效率达到95%以上,但由于炉内的固体物料浓度很高,分离器未能捕集而随烟气进入对流烟道的飞灰量的绝对值仍可能很高,因而对流烟道中的飞灰浓度仍相当大,同时在尾部烟道中烟气一般向下流动,固体颗粒一边随烟气流动,同时又受重力作用,颗粒的绝对速度是烟气速度加颗粒终端速度,不炉膛内的烟气的绝度速度要高。
高的颗粒浓度加上高的颗粒速度,常常导致省煤器等尾部受热面磨损严重,因此在循环流化床锅炉的设计中对流受热面的磨损应引起高度重视。
二、循环流化床锅炉耐火材料的磨损及破坏
由于循环流化床运行在高温条件下(温度可达900~1000℃),而且温度变化频繁,造成循环热冲击,此外炉内有大量高速运动的高温固体物料,因此循环流化床锅炉使用大量的耐火材料来进行保护。
循环流化床锅炉使用耐火材料的区域包括燃烧室、高温分离器、烟道及物料回送系统。
循环流化床锅炉耐磨材料破坏的主要原因和机理有以下两类:
1、由于温度循环波动和热冲击以及机械应力造成的耐火材料产生裂缝和剥落。
温度循环波动时,由于耐火材料骨料和粘合料间热膨胀系数不同而形成内应力从而破坏耐火材料层,温度循环波动常常造成耐磨材料的内衬的大裂缝和剥落。
温度快速变化造成的热冲击(启动中)可使耐火材料内的应力超过抗拉强度而剥落。
机械应力所造成的耐火材料的破坏则主要是由于耐火材料与穿过耐火材料内衬处金属件间热膨胀系数不同而造成,因此在设计时若不考虑适当的膨胀空间酒会造成耐火材料的剥落。
2、由于固体物料对耐火材料的冲刷而造成恼火材料的破坏。
循环流化床锅炉内恼火材料易磨损区域包括边角区、旋风分离器和固体物料回送管路。
脆性材料诸如耐火材料的磨损随冲击角的增大而增加,因此在旋风分离烟道设计时,应使冲击角尽量地小。
除上述两种主要原因外,循环流床锅炉耐磨材料的的破坏还有因碱金属的渗透而造成的恼火材料减衰失效很渗透而造成的恼火材料的变质破坏等。
以下分别介绍循环流护床锅炉各部位耐火材料的破环形式以及设计方法。
(1)炉膛
在循环流床锅炉中,炉膛温度达到850~1000℃,在此区域内经常发生热冲击和温度循环变化。
燃烧室内温度的变化在几秒九可达500℃。
炉内的还原性气氛要求耐火材料中含游离态铁和铁的氧化物少。
从化学的角度来说,铁能促使CO生成C02和碳,而这个过程又能导致耐火材料中碳的堆积,进而引起内部膨胀及材料的逐渐损坏。
(2)旋风分离器入口及筒体
炉膛顶部及分离器入口一般经受900℃左右的高温,有时会达到1000℃以上。
这里由于这两种部件的保温材料都有密实的不锈钢纤维丝的抗磨材料所覆盖。
因而都具有较长的使用寿命。
如果由于过度的热冲击而引起过多的裂缝,可以采用溶氧化硅基浇注料取而代之。
分离器筒体和锥体都承受着相当恶劣的工作条件,其中有在几分钟之内的500~600℃左右的温度波动、有温度循环变化及磨损等。
对许多衬里来说,反复的热冲击和温度循环变化、磨损和挤压剥落一起导致了大面积损坏,修补方案之一是用耐磨莫来石砖覆盖的耐火或耐火预制块来代替浇注的厚衬里。
上述所说的那些衬里可以用磷酸粘结可塑料进行修补。
另一种可能性是使用热膨胀系数低的薄衬里。
分离器锥体所经历的工作条件与其筒体大致相同。
推荐使用振动浇注使衬里具有足够的强度和耐磨性能,锥体部分推荐使用热膨胀系数低的浇注料。
(3)返料回路机返料机构
在循环流化床锅炉中,返料回路机返料机构经常出问题。
热冲击、严重的磨损及温度循环变化导致反复的磨损。
本部位一般采用密实保温浇注。
衬里的浇注料保温层采用振动浇注法施工。
在耐磨浇注料中应考虑是当添加不锈钢纤维丝。
用保温砖或浇注料打底,上铺耐磨砖的衬里使用起来效果也不错。
含有不锈钢纤维丝的磷酸盐粘结可塑料主要用在锅炉衬里的修补上。
第二节影响流化床锅炉受热面磨损的各种因素分析
影响循环流化床锅炉受热面磨损的因素很多,现将这些影响因素加以归纳并分析讨论如下:
一、循环流化床锅炉内部物料总体循环形式的影响
在循环流化床锅炉中,受热面的磨损与流经其表面的固体物料运行形式密切相关,因此要了解炉内的磨损情况,不仅要分析流经受热面的固体物料的局部运动形式,而且循环流化床锅炉内物料总体循环形式的分析是非常有必要的。
炉内物料总体循环形式有锅炉系统的几何尺寸和各种射流所决定,这些射流包括布风板送入的一次风、炉膛中的二次风、燃料给入、石灰石给入以及循环物料流等。
二、运行参数的影响
1、烟气流速的影响
磨损量与烟气流速成3次方的关系原因可解释为:
冲蚀磨损之所以产生关健在于灰粒具有动能,颗粒动能与其速度的平均成正比,不但如此,磨损还与灰浓度有关(灰浓度又与速度的一次风成正比)灰粒撞击频率因子和灰粒对被磨损物体的相关速度有关。
若近似认为烟气速度和颗粒速度相等时,则磨损量就将和烟气速度的3次方成正比,烟气速度的提高,会使上述有关因素的作用加强,从而导致冲蚀磨损的迅速增加。
所以烟气流速越大时,磨损越严重。
2、烟气温度的影响
若飞灰颗粒温度低于软化温度,则温度变化将不影响其硬度,也不影响其外形,因此飞灰本身的磨损性能基本上不随烟气温度的变化而有所变化。
然而烟气温度的变化将影响到受热面管壁的温度,管壁温度的变化将很大程度上影响到金属材料的机械强度,管壁温度对金属材料表面的影响主要变现在金属表面产生的氧化膜。
通常由三层组成氧化膜:
与空气接触的最外层氧化膜为Fe2O3,该层最薄;中间层为Fe3O4,而内层为FeO,其各层的硬度分别为Fe2O3—11450Mpa、Fe3O4—6450MPa、FeO—5500Mpa,而管材金属的硬度为1400Mpa。
因此,磨损随壁温的变化是由这些氧化层的组合所组成的,当烟速不高时,飞灰只能将管壁外的腐蚀物冲刷掉,只有当烟速大于某个临界速度后,飞灰颗粒的撞击塑性变形和切削的机械作用已足以破坏氧化膜层后,金属表面才开始磨损,这个烟气速度成为临界磨损速度,它是随金属强速和氧化膜组成而变化的。
另外管壁温度低于露点时,将产生酸腐蚀。
3、烟气成分的影响
含烟气流对金属壁面冲蚀磨损
烟气中常含有一些微量腐蚀气体,如SO2、SO3、H2S等。
在250℃以下烟温时这些腐蚀性气体会对壁面产生腐蚀作用,即使在300℃及以上壁温时,烟气中O2、SO2和壁面的氧化铁层作用仍然会产生SO3,并逐渐腐蚀管壁,这些腐蚀产物较容易被灰冲刷掉,露出新的金属表面,又再进行腐蚀。
因此磨损和腐蚀交替进行,使总的管子磨损速度大大加快,试验表明,在有腐蚀性气氛的烟气中比在中性烟气中管壁磨损速度快4~5倍。
三、床料特性的影响
1、床料粒径的影响
受热面的磨损量与床料的直径大小有关,床料直径很小时,受热面所受的冲蚀磨损很小。
随着床料直径的增大,磨损量随之增加,当床料直径大到某一临界值后,受热面磨损量几乎不变或者变化十分缓慢。
2、颗粒形状的影响
一般认为带有棱角的颗粒比近似球形的颗粒更具有磨损性,即随着颗粒圆度的增加磨损量较少。
3、床料硬度的影响
对于流化床锅炉,必须引起注意的是床料在炉内停留一段时间后其表面会生成一膜层,其硬度要大大高于新鲜床料的硬度,因此在循环流化床锅炉中,受热面的磨损将主要取决于床料表面膜层的硬度。
4、颗粒成分的影响
循环流化床锅炉床料的主要成分为Ca、Si、Al、S等,有试验研究表明,含Si和Al成分较高的床料比含Ca和S成分较高的床料对受热面的磨损性更强一些。
其原因是各种不同成分的床料其强度是不同的,含Ca和S成分较高的床料,强度较低,撞击后易破损,从而对受热面的磨损较轻;此外,含Ca和S含量较高的床料可使受热面表面产生较厚的保护层从而降低磨损。
四、受热面特性的影响
1、受热面材质的影响
(1)增加材料的硬度会提高耐磨性;
(2)材料的抗冲蚀能力与熔点有关。
2、受热面结构布置的影响
五、循环流化床锅炉内受热面产生磨损的原因
循环流化床锅炉内的受热面包括炉膛水冷壁管、炉内受热面、尾部对流烟道受热面等,国内制造的循环流化床锅炉大都还再密相区布置有埋管受热面。
上述受热面中除尾部对流烟道受热面的磨损与常规煤粉燃烧锅炉相似外,其他受热面的磨损过程是十分复杂的,造成循环流化床锅炉受热面产生磨损的原因有:
(1)烟气中颗粒对受热面床及产生的磨损,这一点与煤粉炉尾部受热面的冲刷磨损相类似;
(2)受热面表面受运动速度相对较慢的颗粒冲刷所造成的磨损;
(3)烟受热面表面运动的固体物料受其他颗粒的作用,利用贴壁的固体颗粒作为磨损介质,使受热面产生磨损,这也就是所谓的三体磨损;
(4)随气泡快速运动的颗粒对受热面产生磨损;
(5)气泡破裂后颗粒被喷溅到受热面表面从而对受热面产生磨损;
(6)炉内局部射流造成受热面的磨损,循环流化床锅炉中的各种射流包括给料(燃料和脱硫剂)口射流,固体物料再循环口射流、布风板风帽的空气射流、二次风空气射流以及因管道泄漏而造成的射流等,射流卷吸的床料对相邻的受热面形成直接的冲刷而造成磨损;
(7)伴随着炉内和炉外固体物料整体流动形式所造成的受热面的磨损;
(8)由于几何不规则造成的受热面的磨损,例如若床内布置有一根带有焊缝的垂直布置受热面,由于在焊缝附近产生局部的涡流从而使焊缝以上的受热面产生磨损。
第三节循环流化床锅炉受热面的防磨
循环流化床锅炉受热面的防磨措施除煤粉锅炉所采用的常规方法外,还有如下特殊防磨措施和注意点。
一、选择合适于流化床使用的防磨材料
为了使锅炉的造价有竞争能力,设计锅炉的材料既要成本最低,又要满足锅炉运行性能的要求,与常规锅炉一样,循环流化床锅炉的在选择材料时,不能过分保守而选用价格昂贵的材料,其次,对会产生严重后果、易出故障的部位则应当使用余量足够的材料。
但一般遵循以下通则:
(1)低碳钢和合金钢用于氧化性气氛下的传热耐压件和其他结构件;
(2)耐火材料用于腐蚀性或还原性气氛的区域,包括燃烧室底部、旋风分离器和某些部件,例如循环物料回路的料封和流化床锅炉换热器的壳体。
(3)锅炉大型部件(例如旋风分离器和燃烧室)之间采用调节胀差的膨胀节。
1、碳钢和合金钢
在循环流化床锅炉中,钢最重要的用途是制作锅炉承压管,这些管子通常以各种复杂的结构布置,包括:
(1)膜式壁;
(2)对流管束(过热器、再热器和省煤器);
(3)用于支撑管束的吊挂管;
(4)较特殊的管子,包括:
①流化床换热器管束;②燃烧室上部的悬挂屏;③燃烧室内的管屏;④水冷风室。
从大多数循环流化床锅炉应用情况来看,绝大部分的管子受热面(包括膜式壁、省煤器受热面和低温过热器)都选用低碳钢。
然后选用价格较贵的合金钢,有选择性的用在金属壁温较高的过热器和再热器上。
2、耐火材料
耐火材料在循环流化床锅炉部件中的应用由三个原因:
(1)耐火材料在还原性气氛中比钢耐磨,因而在燃烧室底部的还原区通常以耐火材料制品为主。
(2)埋有焊接件的耐火材料比较容易制成复杂的形状(例如旋风分离器和回料回路的料封),而环形膜式壁却较难制造。
(3)安装的耐火材料是很厚的浇注或砖,是防止磨损、成本低廉的阻隔层。
3、膨胀节
循环流化床锅炉的旋风分离器布置水冷燃烧室和汽水冷却对流烟道的中间,并衬有大量的耐火材料。
这种布置带来了复杂的胀差问题。
旋风分离器的膨胀量比燃烧室要小的多,旋风分离器的结构件(支撑件)的平均温度维持在约90,而燃烧室水冷闭馆的平均结构温度(实际是汽包饱和温度)为170~200,这就会使移动胀差高达150mm,而三维的胀差就更大了。
因此,循环流化床锅炉需要有许多个膨胀节。
此外,由于床内压力高,为了确保燃烧室底部密封良好以防泄漏,在燃烧室底部各种通道上(如给煤通道、石灰石通道和其他输送通道)都装上小膨胀节。
虽然温度和压力值不会达到膨胀节的极限值,但设计人员必须考虑固体物料的影响,因为床料会漏进膨胀节内,物料堆积在膨胀节内,膨胀节就会失去应有的伸缩能力,在膨胀节的内部通常使用高温的绝热垫料。
为了防止烟气泄漏,在膨胀节外侧采用奶250~300温度的纤维织品密封罩。
二、采用金属表面热喷涂技术和其他表面处理技术防磨
金属表面喷涂能防止磨损和腐蚀由两方面的原因:
第一,土层的硬度可能较基体的硬度更大;第二,涂层在高温下会生成致密、坚硬和化学稳定性更好的氧化层,且氧化层与其基体的结合更牢固。
其后一种更为重要。
除金属表面的热喷涂技术外,还可采用其他表面处理技术来达到防磨效果,如英国煤炭公司的煤炭研究所曾对流化床埋管进行渗氮技术,经过1500h的运行试验发现受热面没有产生磨损。
三、炉膛下部水冷壁与耐火材料的交接处的防磨
1、使用耐磨浇注料
2、耐磨浇注料上沿为平台,运行时上部堆灰
3、布风板耐磨材料上表面前后向中间倾斜50mm
4、耐磨材料上沿与防磨板下沿留有3mm的间隙
5、风帽外罩的下沿与布风板耐磨材料上沿留有30±2mm
6、下部水冷壁与浇注料上部采用变径管,在向火侧加装不锈钢防磨板。
7、下部水冷壁,防磨板上部4m采用Ф60×8的厚壁管(中部Ф60×6.5)
四、炉内受热面的防磨
1、为防止磨损采用屏和双面水冷壁下部敷设2×90mm厚的耐磨浇注料
2、受热面的外表面一定要光滑
3、穿墙管外部采用墙盒密封,浇注料要做成一体
五、高温绝热分离器的防磨
1、旋风分离器筒身采用350mm耐磨材料,采用耐磨砖113mm、保温砖和耐火砖各116mm进行保温
2、料腿采用300mm耐磨材料,采用耐磨砖113mm、保温砖66mm和耐火砖116mm进行保温
3、支撑分层卸载环板上为防止倒塌,装有拉钩砖,支撑架上涂沥青(金属与耐磨材料的线胀系数不同)在每层支撑架下部留有膨胀缝,补偿耐磨砖与筒壁的胀差,膨胀缝内填入陶瓷纤维
4、回料阀耐磨材料总厚度为300mm,其中下降管段和斜腿管段下半圆采用耐磨砖和耐磨保温砖外,其余采用耐磨浇注料。
5、分离器的顶棚由耐磨浇注料130mm、耐火保温砖65mm、保温浇注料155mm组成,由异型砖固定,敞盖施工完后,若不盖金属盖,应采取防雨措施,焊上金属盖,应开气孔,热养生后,再焊好排气孔。
六、对流受热面的防磨
对流受热面可采用以下防磨措施:
1、提高气固分离器的分离效率,以降低烟气中的飞灰浓度从而减轻对流受热面的磨损;
2、设计考虑合理的烟速
3、降低速度场合飞灰浓度场的不均匀性,如在烟道转弯处加导向板等,以防止局部严重磨损。
4、受热面管束尽量采用顺列布置;
5、防止烟气走廊
6、管束前加假管
7、局部易磨损处采用厚壁管
8、采用管壁表面处理技术,如喷涂、渗氮等
9、防止磨损与腐蚀同时发生。
第四节HG-465/13.7-L.PM7型CFB锅炉的保温与膨胀
一、保温
HG-465/13.7-L.PM7型CFB锅炉的保温主要炉墙结构由三部分组成:
第一层:
(贴近管子)为梳形硅酸铝耐火纤维板。
此种材料使用温度高,除具有一般保温材料的优点外,还具有良好的密封性,即透气率较小,有效起到了隔热作用。
第二层:
厚度为50mm的平板复合硅酸盐毡。
第三层:
耐高温玻璃棉,其容量小,导热系数低,具有好的保温性能。
第四层:
抹面层。
有效地隔断了保温针和铁丝网的散热,减小了其散热损失。
具体的保温厚度如下:
炉膛部分:
前后墙及两侧墙收口以上(标高约12500mm)处,炉墙厚度为200mm,一层梳形硅酸铝耐火纤维板(从管中心线算起δ=80mm),一层平板复合硅酸盐板(δ=50mm),一层玻璃棉板(δ=50mm),外面敷设铁丝网,最外层为抹面层。
前后墙及两侧墙收口以下(标高约12500mm)处,炉墙厚度为300mm,一层梳形硅酸铝耐火纤维板(从管中心线算起δ=80mm),一层平板复合硅酸盐板(δ=50mm),一层玻璃棉板(δ=50mm),外面敷设铁丝网,最外层为抹面层。
炉膛顶棚及包墙顶棚,炉墙总厚度为280mm,从管中心线算起,(δ=60mm)耐火可塑料,一层梳形硅酸铝耐火纤维板(δ=60mm),一层复合硅酸盐板(δ=50mm),二层耐高温玻璃棉板(一层δ=50mm,一层40mm),外面敷设铁丝网,最外层为抹面层。
包墙管四周,炉墙总厚度为200mm,结构同炉膛部分。
省煤器及空气预热器四周:
保温层总厚度为170mm,用一层硅酸铝耐火纤维板(δ=50mm),一层复合硅酸盐板(δ=50mm),一层玻璃棉板(δ=50mm),外面敷设铁丝网,最外层为抹面层。
空气预热器灰斗:
一层玻璃棉板和抹面层,总厚度为70mm。
床下启动燃烧器中的耐火和保温材料:
预燃室中,内壁处仅有耐火层,其厚度为120mm,后部为300mm厚的保温层和120mm厚的耐火层;混合筒、非金属补偿器及风箱接口中皆为120mm厚的耐火层和300mm厚的保温层。
整个床下启动燃烧器中的耐火及保温的敷设应按严格耐火材料及保温材料厂家提供的材料敷设说明进行,敷设过程中应按需要设置膨胀缝,敷设过程的养生尤为重要。
二、膨胀中心
本锅炉设有膨胀中心,燃烧室、分离器、尾部对流烟道前、后、左、右方向的膨胀中心都设在各自的中心向上;上下方向的膨胀中心:
燃烧室在侧墙上集箱中心线上。
旋风分离器在标高33800mm处,尾部对流烟道在侧墙包墙上集箱中心线上。
燃烧室、尾部对流烟道、旋风分离器以及返料装置都设有几层或单层导向装置,地震载荷、风载荷以及导向载荷可通过这些导向装置传递给锅炉钢架。
炉墙厚度、耐磨层厚度及材料见本教材附表5
第五节防止床层超温、结焦的措施
结焦是流化床锅炉运行中较为常见的问题,无论点火或正常运行中都可能发生,原因也有多种。
表面上看,结焦的直接原因是局部或整体温度超出灰熔点或烧结温度。
依此标准,常将结焦分为高温结焦和低温结焦两种。
当床层整体温度低于灰渣变形温度而由于局部超温或低温烧结而引起的结焦叫低温结焦,它不仅会在启动过程或压火时出现在床内,也有可能出现在炉膛以外,如高温旋风分离器的灰斗及回料阀内,灰渣中碱金属钾、钠含量较高时容易发生,要避免低温结焦,最好的方法是保证易发地带流化良好,颗粒混合迅速,或处于正常的移动状态(指分离器和回料阀内),这样温度均匀,防止结焦。
有些场合,向床内加入石灰石等补充床料也有助于避免低温结焦。
高温结焦是指床层整体温度水平较高而流化正常时所形成


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 第十一 循环 流化床 锅炉 磨损 结焦 膨胀
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
教学法规Word格式.docx
-
借用百度产品进行SEO优化与推广Word下载.docx
-
部编本人教版小学二年级语文上学期第四单元各课课后作业及答案汇编含5套题文档格式.docx
-
平凡读书者的心得精选多篇Word格式文档下载.docx
-
剧场安排模型doc文档格式.docx
-
某盆景园项目申请报告盆景园文档Word下载.docx
-
湖南省三湘名校教育联盟届高三第一次大联考语文试题+Word版含答案Word文件下载.docx
-
人教版小学一年级语文下册每课看拼音写词语练习原版 2Word下载.docx
-
旅游策划案范文3篇Word文档格式.docx
-
劳动保障英语怎么说Word文件下载.docx
-
陕西级文明社区测评体系Word格式文档下载.docx
-
合肥市岩棉板外墙外保温系统应用技术导则Word下载.docx
-
爱在老区爱在深山Word格式.docx
-
8专业计算机网络课程设计任务与要求Word文档下载推荐.docx
-
基于特征价格模型的房地产价格影响因素研究Word格式文档下载.docx
-
奇瑞472发动机Word文档格式.docx
-
某新媒体运营方案Word下载.docx
-
必修1中的文化常识Word文档格式.docx
-
人教版高中物理选修31高二第一学期期中考试Word文档下载推荐.docx
