 数控机床复习提纲福州大学.docx
数控机床复习提纲福州大学.docx
- 文档编号:26668828
- 上传时间:2023-06-21
- 格式:DOCX
- 页数:16
- 大小:786.16KB
数控机床复习提纲福州大学.docx
《数控机床复习提纲福州大学.docx》由会员分享,可在线阅读,更多相关《数控机床复习提纲福州大学.docx(16页珍藏版)》请在冰豆网上搜索。
数控机床复习提纲福州大学
数控机床复习提纲福州大学(总12页)
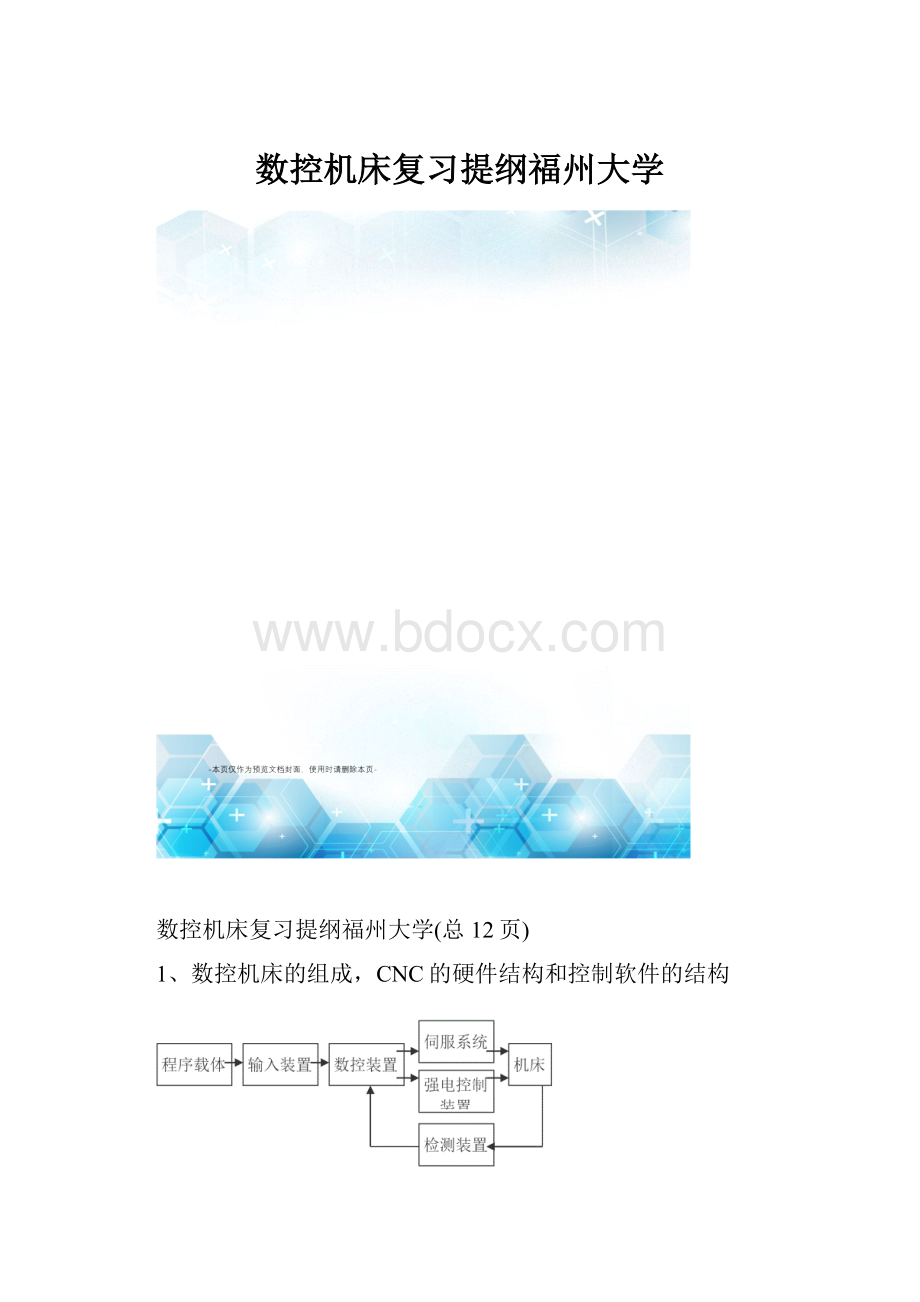
1、数控机床的组成,CNC的硬件结构和控制软件的结构
常规CNC硬件结构:
1.总线式模块化结构的CNC,
2.以单板或专用芯片及模板组成结构紧凑的CNC,
3.基于通用计算机(PC或IPC)基础上开发的CNC;
开放式CNC硬件结构:
常规CNC软件结构:
有中断型结构和前后台型软件结构模式。
开放式CNC软件结构由两部分组成:
统一的系统平台和各功能结构单元对象(ArchitectureObject—AO,简称功能元对象)组成的应用软件模块。
2、数控机床常用的分类方法
3、数控机床上使用的ISO数控穿孔带是哪种哪个孔是补奇或补偶孔
八单位穿孔带,第八列为补偶孔列,补偶孔只用于检验
4、DNC、CNC、FMC、FMS、CIMS、MDI、RAM、ROM、EPROM、MDI的含义
数字控制(NumericalControl简称NC):
是近代发展起来的用数字化信号(数字指令方式)对机床运动及其加工过程进行控制的一种自动控制技术。
CNC(ComputerNumericalControl-计算机数控):
CNC一般采用通用或专用计算机(软件)实现数字程序控制。
柔性制造单元(FlexibleManufacturingCell,简称FMC):
FMC:
常由1~2台数控加工中心,工业机器人、工件交换系统(AWC),以及物料运输存储设备构成。
柔性制造系统(FMS):
FMS是一种高柔性和高自动化程度的制造系统。
它综合了高效、高质量及高柔性的特点,解决了长期以来中小批量、多品种产品生产自动化的技术难题。
计算机集成制造系统(ComputerIntegratedManufacturingSystem,简称CIMS
DNC:
直接数字控制
MDI:
手工方式RAM:
随机存取存储器;ROM:
只读存储器;EPROM:
可擦除可编程ROM
5、几个概念:
数字控制、伺服系统、脉冲当量、后置处理器、数控机床的控制轴与联动轴
数字控制(NumericalControl简称NC):
用数字化信号(数字指令方式)对机床运动及其加工过程进行控制的一种自动控制技术。
伺服系统:
接受数控装置来的指令,将信号进行调解、转换、放大后驱动伺服电机,带动机床执行部件运动。
脉冲当量(最小设定单位):
一个脉冲使数控机床工作台所产生的位移量。
δ=~脉冲
后置处理器:
控制轴:
数控机床的控制系统可以控制的轴
联动轴:
数控机床的控制系统可以同时控制其运动的轴
6、什么是插补、插补方法分类,数字积分法中规格化处理的目的和方法
插补(Interpolation):
是用被加工轨迹的有限信息(如起点和终点),计算刀具运动的许多中间点,进行数据点的密化工作,然后用已知线型(如直线、圆弧等)逼近任意线型。
分为直线插补和圆弧插补。
或数控系统根据零件轮廓线型的有限信息,按其自身规律确定加工轨迹(计算出刀具的一系列加工点或进行数据的密化)的过程叫“插补”。
插补方法分类:
按插补输出标量分数字脉冲增量法和数据采样法;按插补算法规则分逐点比较法,数字积分法,比较积分法。
按几何规律分直线和圆弧插补
数字积分法中规格化处理的目的:
均化插补的进给速度;
方法:
左移规格化P185
规定:
寄存器中所存数据的最高位为“1”称为规格化数,最高位为“0”称为非规格化数
作直线插补时,同时左移,意味着把x,y两个方向上的脉冲分配速度扩大同样倍数,二者比值不变,所以斜率不变。
左移规格化后各个长短程序段的进给速度相对比较均匀。
7、滚珠丝杠幅预紧的分类与原理p33
1)双螺母齿差调隙结构
2)双螺母垫片调隙结构
3)双螺母螺纹调隙结构:
4)单螺母消除间隙结构:
8、进给系统中齿轮传动副、滚珠丝杠螺母副的间隙将会造成什么后果
传动精度和刚度,灵敏性下降
9、计算机硬件结构分哪两大类现代中高挡CNC系统中的计算机硬件多采用什么结构
计算机硬件结构分为开放式和常规两大类。
现代中高挡CNC系统中的计算机硬件多采用开放式。
10、程序编制的步骤、首件试切的作用
步骤:
工艺处理——数值计算——编写加工程序单——程序输入——程序校核与首件试切
首件试切的作用:
可进行实际切削检查,不仅可查出程序单和控制介质的错误还可知道加工精度是否符合要求。
11、M00、M01、M02、M03、M04、M05、M06、M30
M00——程序停止:
执行完该指令后,机床所有动作处于暂停状态,以便执行某一手动操作,如手动变速、换刀测量工件等。
此后需重新启动后才能继续执行后面的程序;
M01——计划停止:
与M00相似,只有当预先接通计划停止开关后才有效。
常用于抽检关键尺寸或临时停车。
M02——程序结束:
主程序结束,结束机床所有动作,并使机床处于复位状态。
常置于程序最后一条语句,表示加工结束
M03、M04,M05分别命令主轴正转、反转,停转。
M06:
换刀。
M30——程序结束并返回:
机床停止运行,并自动返回程序开始状态。
在Memoryrestart模式下,机床停止运行,其后又从程序开始位置再次运行。
12、G00、G01、G02、G03、G90、G91、G92、G81、G71、G70
快速点定位指令——G00;直线插补指令——G01;圆弧插补指令——G02(顺圆)、G03(逆圆)
绝对尺寸与增量尺寸指令——G90,G91;工件坐标系设定指令(G92),G54~G59
钻削循环(G81);纵向粗车复合固定循环G71;精车复合循环G70
(X、Y、Z为终点坐标,G90时用绝对值,G91时用增量值;I、J、K为圆心相对起点的坐标,总为增量值。
与G90,G91无关
R为圆弧半径,圆弧≤180°时R取正值,圆弧>180°时R取负值。
)
G81X_Y_Z_R_F_K_;(X_Y_:
为孔位置数据;Z:
增量编程时指从R点到孔底的增量值,绝对编程时指孔底的坐标值;R:
增量编程时指从初始平面到R点的增量值,绝对编程时指R点的坐标值;K:
加工相同距离的多个孔时,指定循环次数K,有的系统用L;)
G71,G70指令格式:
G71U(△d)R(e);
G71P(ns)Q(nf)U(△u)W(△w)F(f)S(s)T(t);
N(ns)……;
N(nf)……;
G70P(ns)Q(nf);
(其中△d—每次半径方向的吃刀量,半径值;e—每次切削循环的退刀量,半径值。
ns—指定路线的第一个程序段序号;nf—指定路线的最后一个程序段序号;△u—X轴方向的精车余量(直径);加工内孔时为负值:
△w—Z轴方向的精车余量;)
13、逐点比较法的公式、确定刀具进给方向的依据、直线、圆弧计算过程、插补轨迹图p176
1.直线插补:
Pi=xeyi-yexi即为偏差公式。
(第一象限)
①点在线上方时:
tgαi=yi/xi>tgα=ye/xe即Pi=xeyi-yexi>0,应向+x走一步。
②点在线上时:
tgαi=yi/xi=tgα=ye/xe即Pi=xeyi-yexi=0,走+x一步。
Pi+1=Pi-ye
③点在线下方时:
tgαi=yi/xi Pi+1=Pi+xe(不同象限直线插补公式见课本P178表4-5) 2.圆弧插补: 偏差函数: P=xi2+yi2-R2以第一象限逆圆为例(图4-24)。 A为起点,E为终点,M为加工点 ①点在圆上及圆外时: P≥0,走-Δx一步,xi+1=xi-1,yi+1=yi Pi+1=xi+12+yi+12-R2=(xi-1)2+yi2-R2=Pi-2xi+1 ②点在圆内时: P<0,走+Δy一步,xi+1=xi,yi+1=yi+1 Pi+1=xi+12+yi+12-R2=xi2+(yi+1)2-R2=Pi+2yi+1 (不同象限圆弧插补公式见课本P180表4-6) 14、画出DDA直线、圆弧插补原理方块图,并以此方块图说明插补过程。 第二象限与第一象限有何不同之处P180 直线插补: 圆弧插补: 以第一象限逆圆为例 不同点: 控制各坐标轴Δx、Δy进给方向不同和修改被积函数时的加减号不同, 15、数字积分法进给速度均化的方法: 左移规格化: p185 ①直线插补的左移规格化: 同时左移Jvx、Jvy,直到其中一个最高位为“1”为止,此即称为规格化。 另外同时JE左边添1右移。 ②圆弧插补的左移规格化: 同时左移Jvx、Jvy寄存器,直到其中一个次高位出现“1”为止。 JEx与JEy不变。 左移Q位后,若Δx、Δy有输出,应在Jvx和Jvy的第Q+1位上㊉、㊀“1”,即加减2Q。 16、在逐点比较法直线插补中,已知f、δ、直线与X轴的夹角α,则V、Vmax、Vmin=mm/s 17、数控机床上加工工件时所特有的误差是什么 插补误差 18、伺服系统的作用、分类、所采用的插补方法、使用的电动机 作用: CNC控制器经插补运算生成的进给脉冲或进给位移量经伺服系统的变换和功率放大转化为机床机械部件的高精度运动。 伺服系统既是数控机床控制器与刀具、主轴间的信息传递环节,又是能量放大与传递的环节,它的性能在很大程度上决定了数控机床的性能,如: 最高移动速度、运动精度和定位精度等。 伺服控制系统分类: 1.按控制方式分类,开环、半闭环、闭环 2.按所驱动的伺服电动机分类,步进电动机伺服控制、直流伺服系统、交流伺服系统 3.按进给驱动和主轴驱动分类,进给伺服系统、轴伺服系统 插补方法: 使用的电动机: 直流伺服电动机、交流伺服电动机、步进电动机、直接驱动电动机 19、旋转变压器的工作方式 答: 鉴相式和鉴幅式两种工作方式 20、感应同步器绕组的组成、工作方式、总感应电动势形成的原理 答: 组成: 感应同步器由定尺和滑尺两部分组成 工作方式: 感应同步器的测量方式分为鉴相测量方式和鉴幅测量方式。 总感应电动势形成的原理: 在滑尺绕组通以一定频率的交流电压,由于电磁感应,在定尺绕组中产生感应电动势,其幅值和相位取决于定尺与滑尺的相对位置 21、绝对值编码器的原理,能分辨的最小角度与码位数的关系 当被测对象带动码盘一起转动时,与电刷串联的电阻上将会出现有电流流过或没有电流流过两种情况,代表二进制的“1”和“0”。 若码盘顺时针转动,就可以依次得到按规定编码的数字信号输出。 22、光栅的组成、摩尔条纹的计算、特性、读数原理 1.光栅由标尺光栅和光学读数头两部分组成 2.用W表示莫尔条纹宽度,P表示栅距,θ表示光栅线纹之间的夹角,则: W=P/sinθ 由于θ角很小,sinθ≈θ, 则: W≈P/θ 若P=,0=, 可得W=1mm,把光栅转换成放大100倍的莫尔条纹宽度 3.莫尔条纹具有如下特性: (1)用平行光束照射光栅时,莫尔条纹由亮带到暗带,再由暗带到亮带透过的光强度分布近似于余弦函数。 (2)起放大作用 (3)起平均误差作用。 (4)莫尔条纹的移动与栅距之间的移动成比例。 23、步进电机、交流伺服电机、直流伺服电机的特点和应用场合,步进电机失步的类型。 步进电机是一种将电脉冲转化为角位移的执行机构。 即: 当步进驱动器接收到一个脉冲信号,它就驱动步进电机按设定的方向转动一个固定的角度。 步进电机失步的类型: 一、控制脉冲频率高,此时转子的加速度小于步进电机定子旋转磁场的速度 二、控制脉冲频率低,此时转子的速度高于步进电机定子旋转磁场的速度 24、步进电机步距角的计算 方法一: 步进电动机的步距角反映步进电动机定子绕组的通电状态每改变一次,转子转过的角度。 它取决于电动机结构和控制方式。 步距角 可按下式计算: 式中m—定子相数;z—转子齿数; k—状态系数(拍数与相数之比)如三相三拍时,K=1,三相六拍时,K=2。 方法二 25、直流PWM速度控制单元的工作原理 是将电压量转换成脉冲宽度可由控制信号调节而变化的脉冲电压。 在PWM调速系统中,电压量为电流调节器输出的直流电压电平,该电压是由插补器输出的速度指令转化而来。 经过脉宽调制器变为周期固定,脉宽可变的脉冲信号,脉冲宽度的变化随着速度指令变化而变化。 由于脉冲周期不变,脉冲宽度改变将使脉冲平均电压改变。 利用电力半导体器件的开关作用,将直流电源电压转换成较高频率(一般为数千赫以上)的方波电压在直流电动机的电枢上,通过对方波脉冲宽度的控制,改变加在电枢上的平均电压UAV,从而调节电动机的转速。 26、步进电动机驱动电路的分类与工作原理 步进电动机可分为三种: (1)反应式步进电动机(VR)p247 (2)永磁式步进电动机(PM)p248 (3)永磁感应子式步进电动机(HB)p248 27、数控机床的精度主要有哪几种 答: 加工精度、定位精度和重复定位精度 28、车、铣数控加工编程,用绝对坐标或增量坐标编程,刀补的应用,进刀、退刀方式选择,粗车循环的应用,带公差尺寸的编程处理方法 1.工件坐标系: 用于确定工件各几何要素的位置而建立的坐标系 选择工件零点的原则: 便于将工件图的尺寸方便地转化为编程的坐标值和提高加工精度 刀位点: 是刀具的定位基准点 起刀点: 刀具起始运动的刀位点。 对刀点: 是夹具上的一个固定点,它与工件零点有固定的尺寸关系(有时重合)。 所谓对刀是指使“刀位点”与“对刀点”重合的操作;实质是确定参考点与对刀点的位置。 编程时尽量使编程零点、程序原点、工件零点、对刀点重合。 以使编程、加工都方便。 2.车削时径向尺寸X以直径编程 3.G90绝对坐标;G91增量坐标; 如右图: 混合编程: 有的数控系统不用G90和G91来指定绝对坐标或 相对坐标编程,而是用X、Y、Z表示绝对坐标编程,用U、V、 W表示相对坐标编程,并可同时使用; 按绝对坐标: G90G01;增量坐标: G91G01; 混合编程: G01 4.工件坐标系设定指令(G92),G54~G59 G92、G54-G59——都可用于设置工件坐标系;G54-G59——先设定,再选用;在使用该指令 后,其后的编程尺寸都是相对于相应坐标系的。 注: 这类指令只在绝对坐标下有意义(G90), 在G91下无效 5.F指令用于指定切削进给速度。 单位为: mm/min或mm/r,分别由G94、G95指定 S用以指定主轴转速,单位: r/min。 车端面恒切速功能: 用G96指定、G97注销、G92限定最高转速 6.刀补: 1)刀具半径自动补偿指令: G41为左偏。 沿刀具前进方向,刀具偏在轮廓左边。 G42右偏。 G40注销(撤消)刀补指令;建立、撤销刀补时的移动指令必须只能是G00或G01,从左偏切换到右偏或从右偏切换到左偏以及偏置量变更时,通常要经过G40注销(撤消)刀补指令如: G90G00G41XaYaT1D01;G00G40X0Y0M02; 2)刀具长度自动补偿指令: G43+补偿;G44-补偿;G49(或G40)注销; A3(实际要求Z坐标)=A1(编程Z值)±A2(预置补偿值);G43取+G44取-; 格式: G43(G44)Z_H_;Z_: 指定轴的位置;H_: 偏移值地址; 7.铣床: 每次退刀先退Z轴到安全高度后再退X,Y轴以免撞刀。 车床: 退刀先退出X轴到安全范围后再退Z轴以免撞刀;


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控机床 复习 提纲 福州大学
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《钢丝绳芯输送带硫化接头标准》.docx
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
3识记现代汉字的字形弯弯月儿影音世界整理.docx
-
05第五章 脑器质性精神障碍讲义及试题.docx
-
06shigomgzuzhi.docx
-
07年秋期物业信息管理期未复习应考指南.docx
-
11 30 仿真 课后习题资料.docx
-
《电工与电子技术》填空题.docx
-
15 柯亚奇.docx
-
《高等教育方法概论》复习纲要.docx
-
17秋学期清考《人员素质测评理论与方法》在线作业2.docx
-
《江南春》课堂实录.docx
-
《鲁滨逊漂流记》读后感700字1.docx
-
《社会工作实务》课程教案doc.docx
-
《113功114功率》同步练习.docx
-
《电子产品装配与调试》技能大赛试题.docx
-
《毛邓三》练习题及答案.docx
-
《财经法规与会计职业道德》第三章税收法律制度.docx
-
运动生理学历年题目.docx
-
摘草莓作文25篇.docx
-
浙江省东阳市第二高级中学届高三化学上学期阶段性测试试题.docx
-
镇年上半年政法综治工作小结.docx
-
正循环技术交底优选.docx
-
知者不言言者不知.docx
-
制冷机组机组吊装方案之欧阳法创编.docx
-
智能仓储管理系统方案DOC.docx
-
中国传统节日的演讲稿.docx
-
中国银行业运行效率和核心竞争力分析.docx
-
中考特殊的平行四边形复习.docx
-
中秋给员工家属的感谢信.docx
-
中学综合实践活动策划.docx
-
重庆xxx通讯手机店融资计划书.docx
-
最新乡镇工作状况工作汇报 精品.docx
-
作物栽培学总论.docx
-
有关春节的作文1500字合集10篇.docx
-
幼儿园大班幼小衔接工作计划.docx
-
幼儿园优质课《饲养员》活动教案.docx
