 塑胶防水的问题和超声波焊接之欧阳音创编.docx
塑胶防水的问题和超声波焊接之欧阳音创编.docx
- 文档编号:26621960
- 上传时间:2023-06-20
- 格式:DOCX
- 页数:10
- 大小:157.65KB
塑胶防水的问题和超声波焊接之欧阳音创编.docx
《塑胶防水的问题和超声波焊接之欧阳音创编.docx》由会员分享,可在线阅读,更多相关《塑胶防水的问题和超声波焊接之欧阳音创编.docx(10页珍藏版)》请在冰豆网上搜索。
塑胶防水的问题和超声波焊接之欧阳音创编
关于塑胶防水的问题
时间:
2021.03.11
创作:
欧阳音
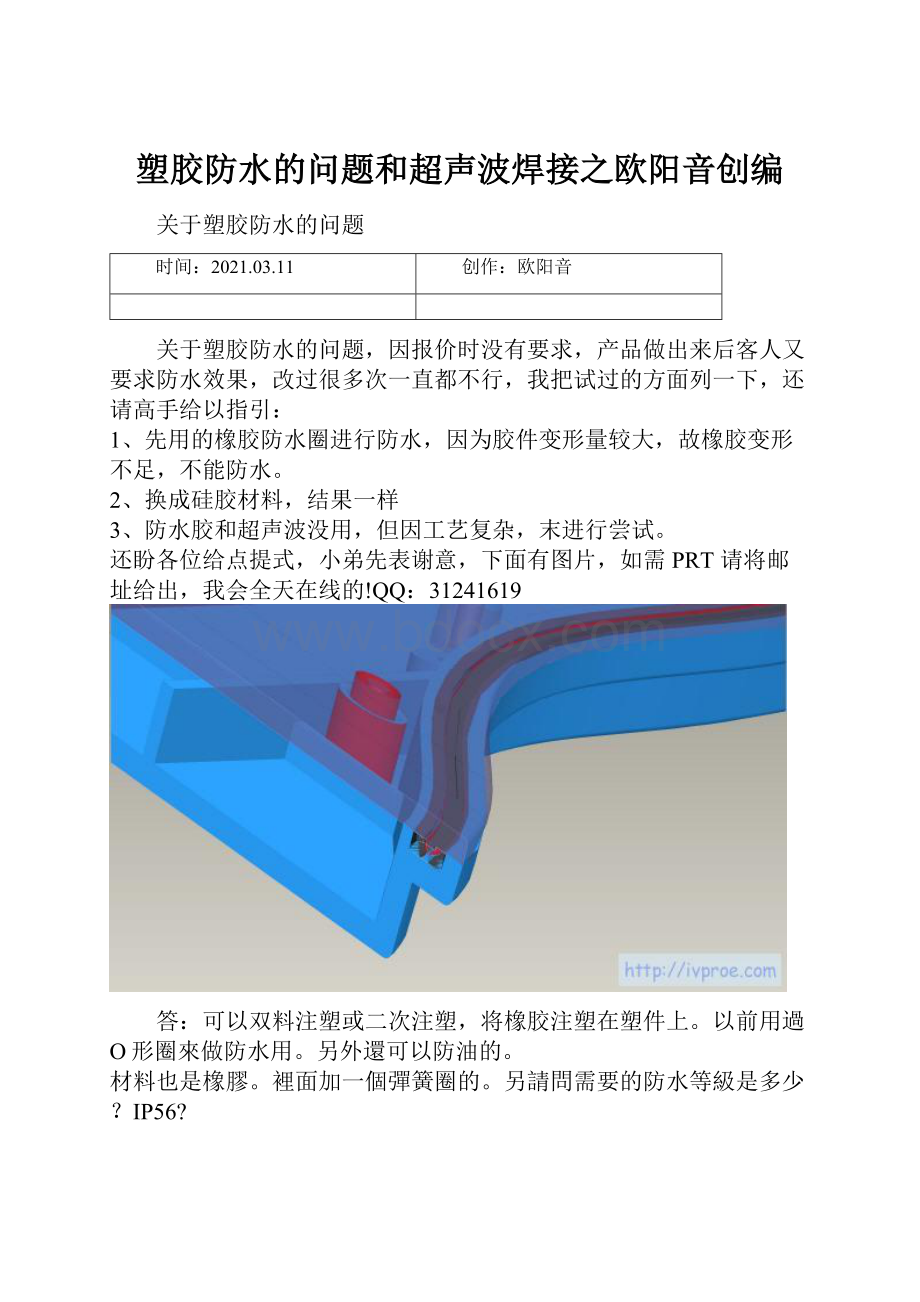
关于塑胶防水的问题,因报价时没有要求,产品做出来后客人又要求防水效果,改过很多次一直都不行,我把试过的方面列一下,还请高手给以指引:
1、先用的橡胶防水圈进行防水,因为胶件变形量较大,故橡胶变形不足,不能防水。
2、换成硅胶材料,结果一样
3、防水胶和超声波没用,但因工艺复杂,末进行尝试。
还盼各位给点提式,小弟先表谢意,下面有图片,如需PRT请将邮址给出,我会全天在线的!
QQ:
31241619
答:
可以双料注塑或二次注塑,将橡胶注塑在塑件上。
以前用過O形圈來做防水用。
另外還可以防油的。
材料也是橡膠。
裡面加一個彈簧圈的。
另請問需要的防水等級是多少?
IP56?
答:
我的建议:
你这是双止口防水,它要不是:
1.螺丝柱间隔均匀
2.压缩量为0.3~0.5MM
3.塑胶强度合适,T=2.5以上,用超声可以但需平面不知我的建议对你有没有用。
如果产品不需要经常装拆,可以用液态密封胶,等其干了就OK.。
0769-83539574
答:
我现在做的工业触摸显示屏就有这个问题,在触控玻璃和塑胶前壳之间怎么起到粘贴和防水作用?
我之前是用3M的双面胶,但是,3M的成本太高!
各位有没有好的防水结构设计?
我建议最好用超声波焊接最好,而且成本低,稳定。
我们现在在做很多灌水产品都不会出问题
分享]超声波焊接技术大全
首先,我给大家介绍一下什么是超声波焊.
超声波焊是一种快捷,干净,有效的装配工艺,用来装配处理热塑性朔料配件,及一些合成构件的方法。
目前被运用的朔胶制品与之间的粘结,朔胶制品与金属配件的粘结及其它非朔胶材料之间的粘结!
它取代了溶剂粘胶机械坚固及其它的粘接工艺是一种先进的装配技术!
再说明一下,
超声波焊接不但有连接装配功能而且具有防潮、防水的密封效果
超声波的优点:
1,节能
2,无需装备散烟散热的通风装置
3,成本低,效率高
4,容易实现自动化生产!
接下来说明一下
1,超声波焊接机的工作原理!
超声波焊接装置是通过一个电晶体功能设备将当前50/60Hz的电频转变成20KHz或40KHz的电能高频电能,供应给转换器。
转换器将电能转换成用于超声波的机械振动能,调压装置负责传输转变后的机械能至超声波焊接机的焊头。
焊头是将机械振动能直接传输至需压合产品的一种声学装置!
!
振动通过焊接工作件传给粘合面振动磨擦产生热能使塑胶熔化,
振动会在熔融状态物质到达其介面时停止,短暂保持压力可以使熔化物在粘合面固化时产生个强分子键,
整个周期通常是不到一秒种便完成,但是其焊接强度却接近是一块连着的材料!
!
焊接:
指的是广义的将两个热塑性塑料产品熔接的过程。
当超音停止振动时,
固体材料熔化,完成焊接。
其接合点强度接近一整块的连生材料,
只要产品的接合面设计得匹配,
完全密封是绝对没有什么问题的,
碟合:
熔化机械锁形成一个材质不同的塑料螺栓的过程。
嵌入:
将一个金属无件嵌入塑料产品的预留孔内。
具有强度高,成型周期短安装快速的优点!
!
类似于模具设计中的嵌件!
弯曲/生成
音波将配件的一部分熔化再组成一个塑料的突起部位或塑料管或其它挤出配件。
这种方式的优势在于处理的快速,较小的内压,良好的外观及对材料本性的克服。
点悍
点焊是对没有预留也或能源控制的两个热塑塑料组件的局部焊接。
点焊也能产生一个强有力的粘合构造,尤其适合一些大型配件、有突起的塑料片或浇注的热塑塑料以及那些结构复杂、难以进入接合面的产品。
剪切
切和封口一些有序与无序的热塑材料的超音波工艺。
用这种方法密封的边缘不开裂,且没有毛边、卷边现象。
纺织品/胶片的密封纺织品品及一些胶片的密封也可用到超音波。
它可对胶片实行紧压合,还可对纺织品进行整洁的局部剪切与密封。
缝合的同时也起到了装饰的作用。
影响超音波焊接的因素
说起热塑塑料的可焊接力,不能不说到超音波压合对各种树脂的要求。
其最主要的因素包括聚合物结构,熔化温度、柔韧性(硬度)、化学结构。
聚合物结构
非结晶聚合物分子排列无序、有明显的使材料逐步变软、熔化及至流动的温度(Tg玻璃化温度)。
这类树脂通常能有效传输超音速振动并在相当广泛的压力/振幅范围内实现良好的焊接。
半结晶型聚合物分子排列有序,有明显的熔点(Tm熔化温度)和再度凝固点。
固态的结晶型聚合物是富有弹性的,能吸收部分高频机械振动。
所以此类聚合物是不易于将超声波振动能量传至压合面,帮要求更高的振幅。
需要很高的能量(高熔化热度)才能把半结晶型的结构打断从而使材料从结晶状态变为粘流状态,这也决定了这类材料熔点的明显性,熔化的材料一旦离开热源,温度有所降低便会导致材料的迅速凝固。
所以必须考虑这类材料的特殊性(例如:
高振幅、接合点的良好设计、与超音夹具的有效接触、及优良的工作设备)才能取得超声波焊接的成功。
聚合物:
热塑性与热固性
将单体结合在一起的过程称为“聚合”。
聚合物基本可分为两大类:
热塑性和热固性。
热塑性材料加热成型后还可以重新再次软化和成型,基所经历的只是状态的变化而已-这种特性使决定了热塑性材料超音波压合的适应性。
热固性材料是通过不可逆反的化学反应生成的,再次加热或加压均不能使已成型的热固性产品软化,所以传统上一直认为热固性材料是不适合使用超音波的。
熔化温度
聚合物的熔点越高,其焊接所需的超音波能量越多.
硬度(弹力系数),材料的硬度对其是否能有效传输超音速振动是很有影响的。
总的说来,愈硬的材料其传导力愈强。
经验分享!
超声波熔接 :
以超声波频率振动的焊头,在预定的时间及压力下,磨擦生热,令塑胶接面相互熔合,既牢固,又方便快捷
超声波埋插:
由焊头送到金属及塑胶间的超声波震动,磨擦生热令塑胶接触面熔化,使金属椿挤入塑胶孔内。
超声波铆接,成形包覆:
塑胶件上的梢子,通过金属件的孔,以高震幅焊头震动梢端,使其熔解,顺着焊头的接触面变为铆钉形状,将金属板铆住
超声波点焊
将两层塑胶板焊接,焊头中央的导梢以超波震动攒穿上层塑胶板,由于震动能产生离析,塑胶接面间接产生磨擦热,令两层塑胶板熔接。
二.超声波塑料焊接的相容性和适应性:
热塑性塑料,由于各种型号性质不同,造成有的容易进行超声焊接,有的不易焊接.如图表中黑方块表示两种塑料的相容性好,容易进行超声焊接,圆圈表示在某些情况下相容,焊接性能尚可,空格表示两种塑料相容性很差,不易焊接.
超声波焊接的焊口设计:
两个热塑性塑料零件的超声波焊接要求超声波振动通过焊接头传递到组合件的上半部,最后传至两半的结合处或界面上.在此,振动能量转换成热能,用以熔化塑料.当振动停止后,塑料在压力下固化,在结合面上产生焊接. 两个结合表面的设计,对于获得最佳焊接结果来说是非常重要的.有各种各样的连接设计,每一种都有特色和优点.各种设计的使用取决于许多因素,例如塑料类型、零件几何形状、焊接的要求(即粘性、强度、密封等).
夹具装置:
塑料超声波焊接的一个重要因素是夹具装置.夹具装置的主要用途是固定零件,使之与焊接头对准,同时对组合件提供适当的支撑.被焊接的材料、零件几何形状、壁厚和零件的对称性均可影响能量向界面的传递,因此设计夹具时必须加以考虑. 某些用途,例如铆接和嵌插,要求在焊接头接触区下面有坚硬的承托装置.铝质的夹具装置可提供必要的刚度,可以镀铬来防止零件出现疤痕和提高耐磨性. 在一些用途中,夹具必须具有一定程度的弹性以保证在连结区产生异相状态.异相状态一般在最差的结合处出现,这是待焊接的范围;不过,由于某些零件材料和几何形状,结合的两半可能合成一整体,上下同时振动,如果这种状态出现,将承槽由刚性材料改为弹性材料,或者将硬度计由软性材料改为另一种材料,往往足以在连结区重新建立异相状态. 简单的实验性夹具可用木料、环氧树脂或熟石膏建造.对于更精密、更长寿命的夹具将要用铝、钢、黄铜、铸塑尿烷,或其它的弹性材料.夹具设计范围广,从快速拆卸夹具到简单的金属板均有.应用的要求和生产率通常决定夹具的设计.
焊接:
图11 :
表示简单的对接焊连接和有能量导向部分的理想连接的时间--温度曲线.能量导向部分允许迅速焊接,同时达到最大的强度.在导向部分的材料如图示在整个结合区内流动.图22:
表示焊前按要求比例设计能量导向部分改进对接焊与导致的材料流动.工件尺寸的选择应是如图示能量导向部分熔化后足够分布于结合面之间,通常,对于易焊的树脂能量导向部分最小高度为0.010英寸(0.25毫米).对于某些需要高能量的树脂,即结晶型、低刚度或高熔化温度的非晶型(例如聚碳酸酯、聚砜)树脂,需要较大的能量定向部分,其最小高度为0.020英寸(0.5毫米).在工件之间对齐的方法,例如销钉和插口,应包括在工件设计中. 必须指出,为熔剂焊封所作的设计一般可以修改,以符合超声波焊接的要求.
哪位老大给我加分的?
谢谢!
!
!
我这些都是工作经验中的总结的东东!
还有呢!
;)要避免:
能量导向部分设计的典型错误是将结合面削成45度的斜面.
图33表示这样做的结果.
图44表示便于对齐的阶梯式连接.这种连接设计适合于在侧面不宜有过多的熔体或溢料之场合榫槽连接法:
(图55)
主要用于焊接和防止内外烧化.不过,需要保持榫舌两侧的间隙使模制较困难.锥度可根据模塑实践经验进行修改,但必须避免在零件之间产生任何障碍.
图66表示适用于超声波焊接的各种基本能量导向连接法,这些可作为典型连接部分的参考,对具体用途应稍作修改. 图77表示需要严密封接时所用的剪切连接法,特别适合于晶型树脂(尼龙、聚甲醛、热塑性聚酯、聚乙烯、聚丙烯和聚苯硫).因为晶型树脂从固态到熔化改变迅速、温度范围窄、能量导向式连接就不是最佳方法,原因是来自导向部分的熔融树脂在它能与相结合的表面熔合之前会迅速凝固.
但看了樓主的貼子真是大受啟發。
我發現用于超音波的料盡理不要太脆﹐不能有太多水口料﹐超音后會有應力開裂﹐只要一有小的裂縫﹐用手一扳容易就撕開了。
我們公司前些時候的一款U盤就因此而被客戶投訴。
时间:
2021.03.11
创作:
欧阳音


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 塑胶 防水 问题 超声波 焊接 欧阳 创编
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
一级建造师政工程真题及答案.docx
-
烟草营销部月工作总结.docx
-
迎新杯策划.docx
-
隐蔽致灾因数排查制度资料精讲.docx
-
用一元一次方程解决问题七年级上数学提优练习与答案.docx
-
医学图像处理单选题样题.docx
-
用友ehr用户操作手册薪资管理篇.docx
-
英语名人名言大全摘抄名人名言.docx
-
有关青春的经典语录作文.docx
-
药事管理学试题库练习题.docx
-
有关闰年的练习题.docx
-
依安县新型农村养老保险问题研究.docx
-
幼儿园大班数学5的加法教案优秀范文.docx
-
幼儿园创业项目计划书计划方案.docx
-
原创新课堂人教版七年级数学上册第四章图形认识初步 导学案.docx
-
英语高三英语完形填空解题技巧及练习题含答案及解析.docx
-
幼儿园小班中班大班智力游戏教案.docx
-
一个让我难忘的日子作文.docx
-
幼儿园小班教案《小手爬》.docx
