 第四章数控车床典型零件的加工.docx
第四章数控车床典型零件的加工.docx
- 文档编号:26585109
- 上传时间:2023-06-20
- 格式:DOCX
- 页数:79
- 大小:156.85KB
第四章数控车床典型零件的加工.docx
《第四章数控车床典型零件的加工.docx》由会员分享,可在线阅读,更多相关《第四章数控车床典型零件的加工.docx(79页珍藏版)》请在冰豆网上搜索。
第四章数控车床典型零件的加工
第四章数控车床典型零件的加工
第一节数控车工操作工(中级)课题Ⅰ
一、实训图纸
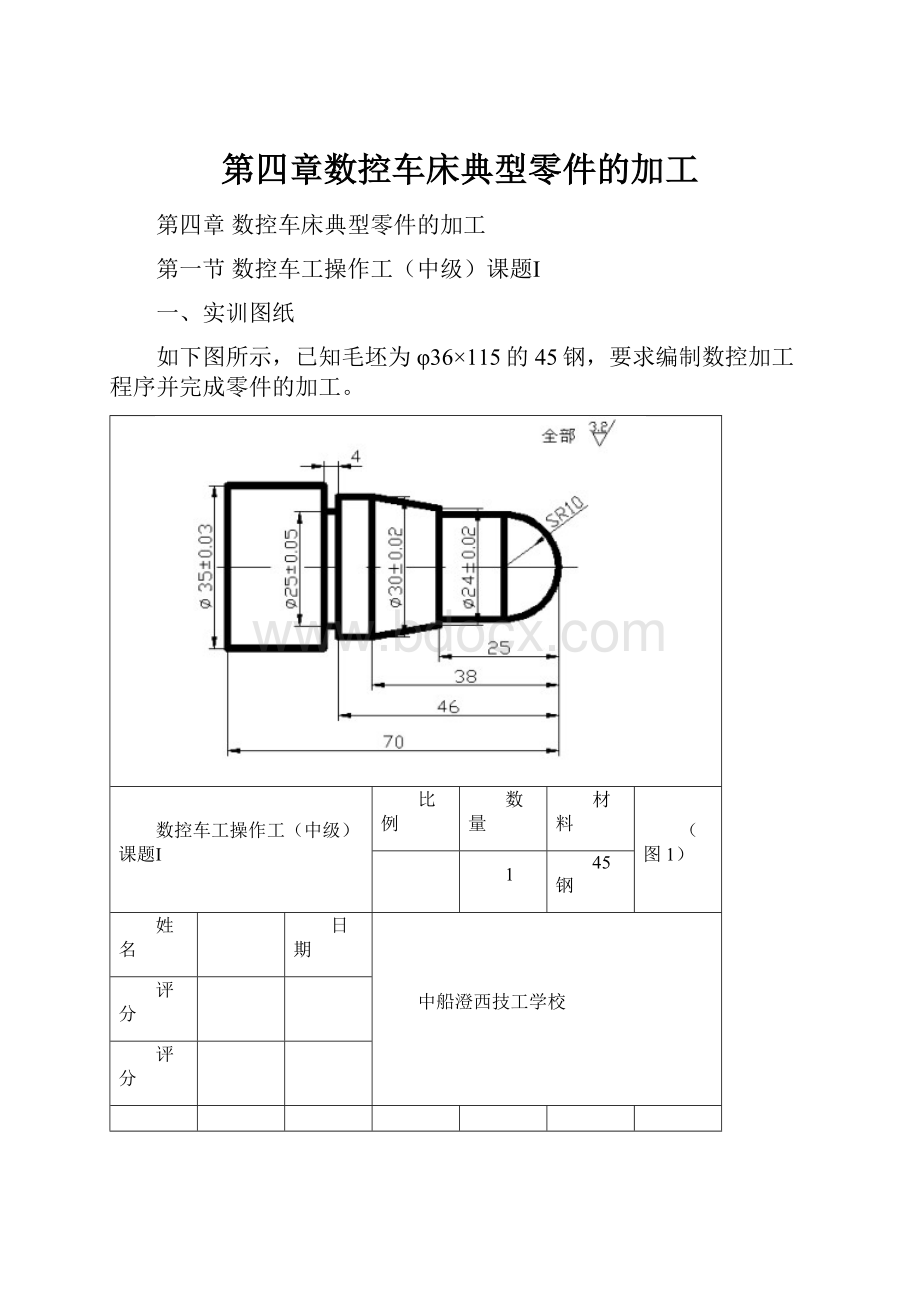
如下图所示,已知毛坯为φ36×115的45钢,要求编制数控加工程序并完成零件的加工。
数控车工操作工(中级)课题Ⅰ
比例
数量
材料
(图1)
1
45钢
姓名
日期
中船澄西技工学校
评分
评分
1.如图
(1)所示,毛坯尺寸φ36×115㎜,材料45#钢,1号刀:
粗精车外圆刀(90°右偏刀),2号刀:
切断刀(刀宽4㎜)。
2.零件图工艺分析
(1)技术要求分析。
如图
(1)所示,零件包括外沟槽,外圆锥,半球体和切断等加工。
其中工件的尺寸精度和表面粗糙度的要求不高。
零件材料45#钢,无热处理和硬度要求。
(2)确定装夹方案,定位基准,加工起点,换刀点。
用三爪自定心卡盘夹紧定位,加工起点和换刀点可以设为同一点,(即:
G00X100.Z100.)。
(3)制定加工方案,确定各刀具及切削用量。
如表:
(图1号)的刀具卡
实训课题
典型零件的编程及加工
零件名称
轴类零件
零件图号
1
序号
刀具号
刀具名称及规格
刀尖半径
数量
加工表面
备注
1
T0101
90°粗精车外圆刀
0.2
1
外轮廓
2
T0202
切槽刀
刀宽4㎜
1
切槽
左刀尖
(图1号)的工序和操作清单
材料
45#
零件图号
13-4
系统
FANUC
工序号
120
操作序号
工步内容
(走刀路线)
G功能
T刀具
切削用量
转速S
r/min
进给速度F
mm/r
切削深度mm
主程序1
夹住棒料一头,夹持长度75㎜(手动操作),调用主程序1加工
(1)
加工工件端面
G01
T0101
600
0.1
(2)
外轮廓粗加工
G71
T0101
600
0.3
1.5
(3)
外轮廓精加工
G70
T0101
1500
0.1
0.5
(4)
车外沟槽
G01
T0202
600
0.2
3.数值计算
(1)设定程序原点,以工件前端面与轴线的交点为程序原点建立工件坐标系,当工件要调头车削时,也同样以前端面与轴线的交点为程序原点建立工件坐标系。
工件加工程序起始点和换刀点都设在(X100.,Z100.)位置点。
(2)暂不考虑刀具刀尖圆弧半径对工件轮廓的影响。
4.工件参考程序
a)工件的参考程序。
表4-1案例图
(1)程序卡(供参考)
数控车床程序卡
编程原点
工件右端面与轴线交点
编写日期
零件名称
球轴
零件图号
1
材料
45#
车床型号
CKA6150DJ
夹具名称
三爪卡盘
实训车间
数控车间
程序号
O1111
编程系统
FANUC0i-TC
序号
程序
简要说明
N0010
T0101
换刀补号为01的01号刀
N0020
M03S600
主轴正转,转速600r/min
N0030
G00X100Z100
快速定点,检验1号刀的刀补
N0040
G00X38Z2
快速定位到加工循环起始点
N0050
G71U1.5R1
采用外径粗加工循环指令编程加工
N0060
G71P70Q160U0.5W0F0.3
N0070
G00X0
循环起始句
N0080
G01Z0
N0090
G03X20Z-10R10
N0100
G01Z-25
N0110
G01X24
N0120
G01X30Z-38
N0130
G01Z-50
N0140
G01X35
N0150
G01Z-70
N0160
G01X40
循环结束句
N0170
G00X100Z100
N0180
M05
N0190
M00
N0200
T0101
N0210
M03S1500
N0220
G00X38Z2
快速定位到加工循环起始点
N0230
G70P70Q160F0.1
调用精加工程序,加工外轮廓
N0240
G00X100Z100
刀具返回换刀点
N0250
M05
N0260
M00
N0270
T0202
换刀补号为02的02号刀
N0280
M03S600
N0290
G00X37Z2
N0300
G00Z-50
N0310
G01X25F0.2
N0320
G00X37
N0330
G00X100Z100
刀具返回换刀点
N0340
M30
程序结束
b)工件的参考程序。
表4-2案例图
(1)程序卡(供参考)
数控车床程序卡
编程原点
工件右端面与轴线交点
编写日期
零件名称
球轴
零件图号
1
材料
45#
车床型号
仁和
夹具名称
三爪卡盘
实训车间
数控车间
程序号
P0001
编程系统
仁和
序号
程序
简要说明
N0010
T11
换刀补号为01的01号刀
N0020
M03
主轴正转
N0030
G00X35.5Z2
N0040
G01Z-70F150
粗车外圆
N0050
G00X40Z2
N0060
G23X34.5Z-50F150
矩形循环粗加工台阶
N0070
X32.5
N0080
X30.5
N0090
G00X30.5Z2
循环起点坐标
N0100
G22L0005
轮廓循环,循环5次
N0110
G00U-2
循环的内容
N0120
G01W-27F150
N0130
G01U4
N0140
G01U6W-13
N0150
G00W40
N0160
G00U-10
N0170
G80
循环结束
N0180
G22L0010
轮廓循环,循环10次
N0190
G00U-2
每次进刀2mm
N0200
G01W-2F150
N0210
G03U20W-10R10
N0220
G00W12
N0230
G00U-20
N0240
G80
循环结束
N0250
G00X100Z100
N0260
M05
主轴停,检测工件
N0270
M00
N0280
M03
N0290
T11
换刀补号为01的01号刀
N0300
G00X0Z5
外形轮廓精加工程序
N0310
G01Z0F100
N0320
G03X20Z-10R10F100
N0330
G01Z-25F100
N0340
G01X24
N0350
G01X30Z-38
N0360
G01Z-50
N0370
G01X35
N0380
G01Z-70
N0390
G00X100Z100
刀具返回换刀点
N0400
M05
主轴停,检测工件
N0410
M00
程序暂停
N0420
M03
N0430
T22
换刀补号为02的02号刀
N0440
G00X38Z-50
N0450
G01X25F100
切槽
N0460
G00X100
N0470
G00Z100
N0480
M30
程序结束
第二节数控车工操作工(中级)课题Ⅱ
一、实训图纸
如下图所示,已知毛坯为φ40×115的45钢,要求编制数控加工程序并完成零件的加工。
注:
毛坯为Ø40,零件还没有进行粗加工。
数控车工操作工(中级)课题Ⅱ
比例
数量
材料
(图2)
1
45钢
姓名
日期
中船澄西技工学校
评分
1.如图
(2)所示,毛坯尺寸φ40×115㎜,材料45#钢,1号刀:
粗精车外圆刀(90°右偏刀),2号刀:
切断刀(刀宽5㎜),3号刀:
外螺纹车刀(60°)
2.零件图工艺分析
(1)技术要求分析。
如图
(2)所示,零件包括复杂的外形面,外沟槽,外圆锥,半球体,圆弧面,和切断等加工。
其中工件的外圆尺寸精度和表面粗糙度的要求很高。
零件材料45#钢,无热处理和硬度要求。
(2)确定装夹方案,定位基准,加工起点,换刀点。
用三爪自定心卡盘夹紧定位,加工起点和换刀点可以设为同一点,(即:
G00X100.Z100.)。
(3)制定加工方案,确定各刀具及切削用量。
如下图:
(图2号)的刀具卡
实训课题
典型零件的编程及加工
零件名称
轴类零件
零件图号
2
序号
刀具号
刀具名称及规格
刀尖半径
数量
加工表面
备注
1
T0101
90°粗精车外圆刀
0.2
1
外轮廓
2
T0202
切槽刀
刀宽4㎜
1
切槽
左刀尖
3
T0303
60°螺纹车刀
1
(图2号)的工序和操作清单
材料
45#
零件图号
2
系统
FANUC
工序号
操作序号
工步内容
(走刀路线)
G功能
T刀具
切削用量
转速S
r/min
进给速度F
mm/r
切削深度mm
主程序1
夹住棒料一头,夹持长度70㎜(手动操作),调用主程序1加工
(1)
加工工件端面
G01
T0101
600
0.1
(2)
外轮廓粗加工
G71
T0101
600
0.3
1.5
(3)
外轮廓精加工
G70
T0101
1500
0.1
0.5
(4)
车外沟槽
G01
T0202
600
0.2
(5)
车三角螺纹
G92
T0303
600
3.数值计算
(1)设定程序原点,以工件前端面与轴线的交点为程序原点建立工件坐标系,当工件要调头车削时,也同样以前端面与轴线的交点为程序原点建立工件坐标系。
工件加工程序起始点和换刀点都设在(X100.,Z100.)位置点。
(2)计算螺纹切入的深度:
ap=1.25×P。
(3)暂不考虑刀具刀尖圆弧半径对工件轮廓的影响。
4.工件参考程序与加工操作过程
(1)工件的参考程序。
表4-3案例图
(2)程序卡(供参考)
数控车床程序卡
编程原点
工件右端面与轴线交点
编写日期
零件名称
轴类零件
零件图号
2
材料
45#
车床型号
CKA6150DJ
夹具名称
三爪卡盘
实训车间
数控车间
程序号
O0001
编程系统
FANUC0i-TC
序号
程序
简要说明
N0010
T0101
换刀补号为01的01号刀
N0020
M03S600
主轴正转,转速600r/min
N0030
G00X100Z100
快速定点,检验1号刀的刀补
N0040
G00X42Z2
快速定位到加工循环起始点
N0050
G71U1.5R1
采用外径粗加工循环指令编程加工
N0060
G71P70Q200U0.5W0F0.3
N0070
G00X0
循环起始句
N0080
G01Z0
采用复合循环粗加工外圆,X正方向留精加工余量0.5mm
N0090
G03X16Z-8R8
N0100
G01X21
N0110
G01X24Z-16
N0120
G01X27
N0130
G01X29.8Z-17.5
N0140
G01Z-46
N0150
G01X30
N0160
G01X32Z-47
N0170
G01Z-55
N0180
G02X38Z-58R3
N0190
G01Z-63
N0200
G01X42
循环结束句
N0210
G00X100Z100
刀具返回换刀点
N0220
M05
主轴停
N0230
M00
程序暂停,检测工件
N0240
T0101
再次执行01号刀和01号刀补
N0250
M03S1500
主轴正转,每分钟1500转
N0260
G00X38Z2
快速定位到加工循环起始点
N0270
G70P70Q200F0.1
调用精加工程序,加工外轮廓
N0280
G00X100Z100
刀具返回换刀点
N0290
M05
N0300
M00
N0310
T0202
换2号刀,执行02的号刀补,
N0320
M03S600
N0330
G00X40Z2
N0340
G00Z-46
切槽
N0350
G01X25F0.2
N0360
G00X40
N0370
G00Z-45
N0380
G01X30F0.3
N0390
G01X28Z-46F0.2
N0400
G00X40
退刀时先退X方向
N0410
G00X100Z100
刀具返回换刀点
N0420
M05
主轴停
N0430
M00
N0440
T0303
换03号刀,执行03的号刀补,
N0450
M03S800
N0460
G00X40Z-8
快速定位到加工螺纹的循环起始点
N0470
G92X29.5Z-43F2
车螺纹,螺距2
N0480
X29
N0490
X28.5
N0500
X28
N0510
X27.5
N0520
G00X100Z100
刀具返回换刀点
N0530
M30
程序结束
(2)工件的参考程序。
表4-4案例图
(2)程序卡(供参考)
数控车床程序卡
编程原点
工件右端面与轴线交点
编写日期
零件名称
轴类零件
零件图号
2
材料
45#
车床型号
仁和
夹具名称
三爪卡盘
实训车间
数控车间
程序号
P0001
编程系统
仁和
序号
程序
简要说明
N0010
T11
换刀补号为01的01号刀
N0020
M03
主轴正转
N0030
G00X38.5Z5
N0040
G01Z-63F150
粗车外圆
N0050
G00X40Z2
N0060
G00X38.5Z2
循环起点坐标
N0070
G22L0003
轮廓循环,循环3次
N0080
G00U-2
循环的内容,每次进给2mm
N0090
G01W-57F150
N0100
G02U6W-3R3
N0110
G00W60
N0120
G00U-6
N0130
G80
循环结束
N0140
G23X30.5Z-46F150
矩形循环粗加工台阶
N0150
X28.5Z-16
N0160
X26.5
N0170
X24.5
N0180
X22.5Z-8
N0190
X20.5
N0200
X18.5
N0210
X16.5
N0220
G00X21.5
N0230
G01Z-8F150
N0240
G01X24.5Z-16F150
粗车外圆锥
N0250
G00Z2
N0260
G00X16.5Z2
循环起点坐标
N0270
G22L0008
轮廓循环,循环8次
N0280
G00U-2
循环加工圆弧
N0290
G01W-2F150
N0300
G03U16W-8R8
N0310
G00W10
N0320
G00U-16
N0330
G80
循环结束
N0340
G00X100Z100
刀具返回换刀点
N0350
M05
主轴停,检测工件
N0360
M00
程序暂停
N0370
M03
N0380
T11
换刀补号为01的01号刀
N0390
G00X0Z5
外形轮廓精加工程序
N0400
G01Z0F100
N0410
G03X16Z-8R8
N0420
G01X21
N0430
G01X24Z-16
N0440
G01X27
N0450
G01X29.8Z-17.5
N0460
G01Z-46
N0470
G01X30
N0480
G01X32Z-47
N0490
G01Z-55
N0500
G02X38Z-58R3
N0510
G01Z-63
N0520
G00X100Z100
刀具返回换刀点
N0530
M05
主轴停,检测工件
N0540
M00
程序暂停
N0550
M03
N0560
T22
换刀补号为02的02号刀
N0570
G00X35Z-46
切槽和退刀槽的倒角,退刀时先退X方向
N0580
G01X25F100
N0590
G00X35
N0600
G00Z-44.5
N0610
G01X30F100
N0620
G01X27Z-46
N0630
G00X100
N0640
G00Z100
刀具返回换刀点
N0650
M05
N0660
M00
程序暂停
N0670
M03
N0680
T33
换刀补号为03的03号刀
N0690
G00X29.8Z-9
循环起点坐标
N0700
G22L0008
轮廓循环,循环8次
N0710
G00U-0.31
螺纹循环加工
N0720
G33W-33F2
N0730
G00W33
N0740
G00U-6
N0750
G80
循环结束
N0760
G00X100Z100
N0770
M05
主轴停
N0780
M30
程序结束
第三节数控车工操作工(中级)课题Ⅲ
一、实训图纸
如下图所示,已知毛坯为φ40×96的45钢,要求编制数控加工程序并完成零件的加工。
注:
毛坯为Ø40,零件还没有进行粗加工。
未注倒角2×45°。
数控车工操作工(中级)课题Ⅲ
比例
数量
材料
(图3号)
1
45钢
姓名
日期
中船澄西技工学校
评分
3.如图(3)所示,毛坯尺寸φ40×96㎜,材料45#钢,1号刀:
粗精车外圆刀(90°右偏刀),2号刀:
切断刀(刀宽3㎜),3号刀:
外螺纹车刀(60°)
4.零件图工艺分析
(1)技术要求分析。
如图(3)所示,零件包括复杂的外形面,外沟槽,V型槽,外圆锥,半球体,圆弧面的加工。
其中工件的外圆尺寸精度和表面粗糙度的要求很高。
零件材料45#钢,无热处理和硬度要求。
(2)确定装夹方案,定位基准,加工起点,换刀点。
用三爪自定心卡盘夹紧定位,加工起点和换刀点可以设为同一点,(即:
G00X100.Z100.)。
(3)制定加工方案,确定各刀具及切削用量。
如下图:
(图3号)的刀具卡
实训课题
典型零件的编程及加工
零件名称
轴类零件
零件图号
3
序号
刀具号
刀具名称及规格
刀尖半径
数量
加工表面
备注
1
T0101
90°粗精车外圆刀
0.2
1
外轮廓
2
T0202
切槽刀
刀宽3㎜
1
切槽
左刀尖
3
T0303
60°螺纹车刀
1
单线螺纹
(图3号)的工序和操作清单
材料
45#
零件图号
3
系统
FANUC
工序号
操作序号
工步内容
(走刀路线)
G功能
T刀具
切削用量
转速S
r/min
进给速度F
mm/r
切削深度mm
主程序1
夹住棒料一头,夹持长度60㎜(手动操作),调用主程序1加工
(1)
加工工件端面
G01
T0101
600
0.1
(2)
外轮廓粗加工
G71
T0101
600
0.3
1.5
(3)
外轮廓精加工
G70
T0101
1500
0.1
0.5
(4)
车外沟槽
G01
T0202
600
0.2
(5)
车三角螺纹
G92
T0303
600
3.数值计算
(1)设定程序原点,以工件前端面与轴线的交点为程序原点建立工件坐标系,当工件要调头车削时,也同样以前端面与轴线的交点为程序原点建立工件坐标系。
工件加工程序起始点和换刀点都设在(X100.,Z100.)位置点。
(2)计算螺纹切入的深度:
ap=1.25×P。
(3)暂不考虑刀具刀尖圆弧半径对工件轮廓的影响。
4.工件参考程序
(3)工件的参考程序。
表4-5案例图(3)程序卡(供参考)
数控车床程序卡
编程原点
工件右端面与轴线交点
编写日期
零件名称
轴类零件
零件图号
3
材料
45#
车床型号
CKA6150DJ
夹具名称
三爪卡盘
实训车间
数控车间
程序号
O0001
编程系统
FANUC0i-TC
序号
程序
简要说明
N0010
T0101
换刀补号为01的01号刀
N0020
G00X100Z100
快速定点,检验1号刀的刀补
N0030
M03S600
主轴正转,转速600r/min
N0040
G00X42Z2
快速定位到加工循环起始点
N0050
G71U1.5R1
采用外径粗加工循环指令编程加工
N0060
G71P70Q110U0.5W0F0.3
N0070
G00X32
循环起始句
N008


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 第四 数控车床 典型 零件 加工
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C12343098汽轮机操作规程》要点.docx
《C12343098汽轮机操作规程》要点.docx
-
《钢丝绳芯输送带硫化接头标准》.docx
-
《建筑装饰CAD》课程标准.docx
-
《劳动合同书》范本下载.docx
-
《普通话实用训练教程》教案 1.docx
-
《上海星河湾土方道路景观铺装景观建筑景观小品绿化种植及配套水电安装工程施工组织设计》教学.docx
-
#2#014年护士执业资格考试考前押题卷实践能力.docx
-
《繁荣世界守护者》图文流程攻略.docx
-
《工业设计机械基础》复习题.docx
-
《机电一体化系统设计》思考题.docx
-
《Java项目实训》课程设计计算器要点.docx
-
《赤壁赋》必修一9.docx
-
《工商企业经营管理》重点复习题供参考.docx
-
《审计准则第1322号公允价值计量和披露的审计》指南全解.docx
-
《索溪峪的野》课堂教学实录文档资料.docx
-
《餐饮服务与管理》教学计划复习进程.docx
-
《花卉栽培》试题库完整.docx
-
《经络学B》答案.docx
-
《身边地化学物质》知识点汇总情况.docx
-
《5鲁滨逊漂流记》教学设计和教案附同步练习.docx
-
《送别组诗》教案.docx
-
《Visual Basic程序设计基础》课后习题参考答案.docx
-
《创新与企业家精神》.docx
-
《詹天佑》教学反思说课稿教学设计教材.docx
-
《风力发电机组设计方案与制造》课程设计方案任务书.docx
-
《最后的姿势》教学设计.docx
-
1楼无机保温砂浆外墙外保温涂料饰面1分解.docx
-
5篇学校工作开展情况述职报告.docx
-
6届高三上学期一轮纠错生物试题附答案.docx
-
《图书馆学概论》知识点.docx
-
《语言学导论》期末复习及练习.docx
-
02煤矿电能质量治理技术的研究与应用计划任务书.docx
-
幼儿园个人总结五篇Word格式文档下载.docx
-
学生宿舍供热系统设计方案Word格式.docx
-
办公室主任任职表态发言Word格式.docx
-
公务员考试资料 公务员考试精选数量关系50题及讲解打印版文档格式.docx
-
观海楼大酒店出品部岗位职责Word格式.docx
-
工学模电试题及答案Word文档格式.docx
-
工业废水处理站施工方案Word文档格式.docx
-
班长工作总结5篇Word文档下载推荐.docx
-
关于大学生职业规划范文四篇文档格式.docx
-
高中语文教师培训材料细化解读课程标准的理论与实践文档格式.docx
-
关于大学生活的演讲稿Word格式文档下载.docx
-
管道对口焊接工艺标准Word下载.docx
-
上海鲁申工厂规章制度Word文件下载.docx
-
新审定pep六年级英语下册全册导学案整理Word格式文档下载.docx
-
班主任激励和教职工评价文件Word格式文档下载.docx
-
初级打印护士资格考试模拟试题及答案A题型1Word文档下载推荐.docx
-
采油厂采出水处理系统改造工程施工组织设计Word格式.docx
-
小学数学新课程标准解读Word文件下载.docx
-
校三好学生评选实施办法文档格式.docx
