 《焊接工艺评定书》word版.docx
《焊接工艺评定书》word版.docx
- 文档编号:26574134
- 上传时间:2023-06-20
- 格式:DOCX
- 页数:14
- 大小:51.20KB
《焊接工艺评定书》word版.docx
《《焊接工艺评定书》word版.docx》由会员分享,可在线阅读,更多相关《《焊接工艺评定书》word版.docx(14页珍藏版)》请在冰豆网上搜索。
《焊接工艺评定书》word版
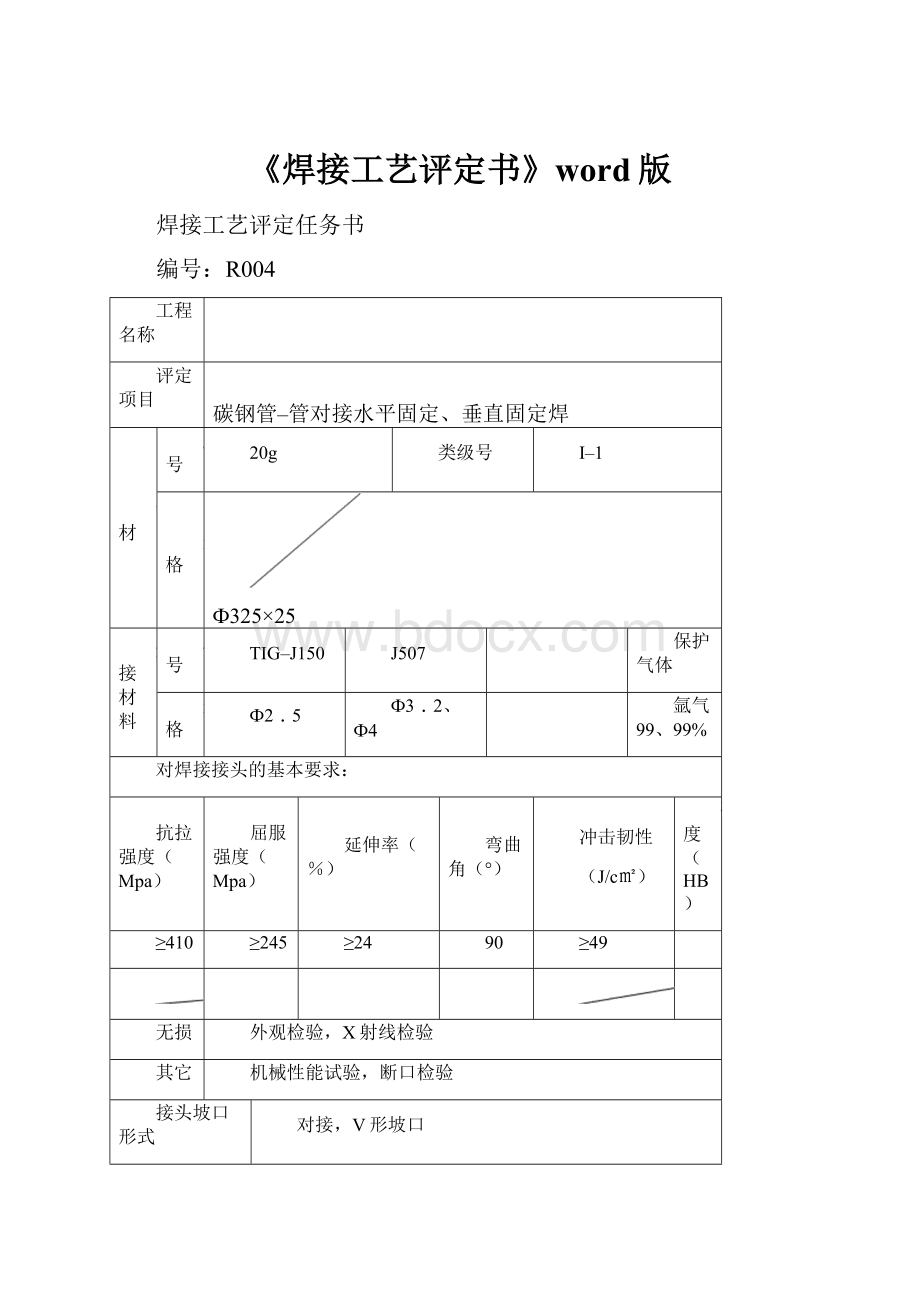
焊接工艺评定任务书
编号:
R004
工程名称
评定项目
碳钢管–管对接水平固定、垂直固定焊
母材
牌号
20g
类级号
I–1
规格
Ф325×25
焊接材料
牌号
TIG–J150
J507
保护气体
规格
Ф2﹒5
Ф3﹒2、Ф4
氩气99、99%
对焊接接头的基本要求:
抗拉强度(Mpa)
屈服强度(Mpa)
延伸率(%)
弯曲角(°)
冲击韧性
(J/c㎡)
硬度(HB)
≥410
≥245
≥24
90
≥49
无损
外观检验,X射线检验
其它
机械性能试验,断口检验
接头坡口形式
对接,V形坡口
其它要求
指定评定单位
拟定
年月日
(单位盖章)
校对
年月日
审核
年月日
批准
年月日
焊接工艺评定方案
编号:
F007共2页第1页
任务书编号
R004
评定单位
评定项目
碳钢管–管对接水平固定焊
工程名称
焊接方法
手工钨极氩弧焊打底电焊盖面焊(Ws/Ds)
接
头
形
式
母材厚度
25mm
焊缝金属厚度
25–28mm
管子直径
Ф325
其它
母
材
类号I级号1与类号I级号1
钢号20g与钢号20g相焊接
电特性
焊
层
道
号
焊
接
方
法
焊接材料
电流范围
(A)
电压范围
(V)
焊接速度(mm/min)
其它
牌号
直径
1–1
Ws
TIG–J50
Ф2﹒5
直接正接110–120
10–16
60–70
2–1
Ds
J507
Ф3﹒2
直流反接90–110
20–30
40–70
3–1
Ds
J507
Ф4
直接反接120–140
20–30
30–50
4–1
Ds
J507
Ф4
直流反接130–170
20–30
20–50
5–
Ds
J507
Ф4
直流反接130–
20–30
50–80
1
150
5–2
Ds
J507
Ф4
直流反接130–150
20–30
50–80
6–1
Ds
J507
Ф4
直流反接130–150
20–30
50–90
6–2
Ds
J507
Ф4
直流反接130–150
20–30
50–90
共2页第2页
钨极型号和尺寸
Wce–2﹒0Ф2﹒5
其它
干伸长度6–8mm
填充金属
焊丝牌号
TIG–J50
规格
Ф2﹒5
焊条牌号
J507
规格
Ф3﹒2Ф4
其它
焊接位置
预热温度
层间温度
≥200℃﹑≤400℃
预热保持方式
热处理类别
记录图
温度范围
时间范围
其它
保护气体
氩气
流量
8–12L/min
背面保护气体
流量
施工技术
无摆动焊或摆动焊
打底无摆动焊,其余摆动焊
焊嘴尺寸
Ф9
焊道清理方法
用锉刀﹑锯条﹑扁铲等
清根方法
导电嘴与工件距离
10mm
其它
钢材焊接性
可焊性良好
拟定
年月日
(单位盖章)
校对
年月日
审核
年月日
批准
年月日
焊接工艺评定方案
编号:
F008
任务书编号
R004
评定单位
评定项目
碳钢管–管对接垂直固定焊
工程名称
焊接方法
手工钨极氩弧焊打底电焊盖面焊(Ws/Ds)
接头形式
母材厚度
25mm
焊缝金属厚度
25–28mm
管子直径
Ф325
其它
母材
类号I级号1与类号I级号1
钢号20g与钢号20g相焊接
电特性
焊层
道号
焊接方法
焊接材料
电流范围
(A)
电压范围
(V)
焊接速度
(mm/min)
其它
牌号
直径
1–1
Ws
TIG–J50
Ф2﹒5
直流正极120-130
10–16
50–70
2–1,2
Ds
J507
Ф3﹒2
直流反极110-120
20–30
80–130
3–1
Ds
J507
Ф4
直流反极140-150
20–30
80–100
3–2,3
Ds
J507
Ф4
直流反极140-150
20–30
140–180
4–1,2,3,4,5
Ds
J507
Ф4
直流反极140-160
20–30
140–170
5–1,2,3,4,
Ds
J507
Ф4
直流反极140-160
20–30
80–180
5–1,2,3,4,5
Ds
J507
Ф4
直流反极140-160
20–30
130–170
6–6
Ds
J507
Ф4
直流反极140-160
20–30
160–170
6–7
Ds
J507
Ф4
直流反极140-160
20–30
200–210
焊接工艺评定报告
编号:
B007共5页第1页
任务书编号
R004
评定单位
评定项目
碳钢管–管对接水平固定焊
工程名称
评定方案编号
F007
批准日期
年月日
焊接方案
手工钨极氩弧焊打底电焊盖面焊(Ws/Ds)
接头形式
填
充
焊接牌号
TIG–J50
金
属
焊接型号
E5015
其它
焊接位置
对接接头焊接位置
吊焊
焊接方向
下→上
其它
母材
类号I级号1与类号I级号1
钢号20g与钢号20g相焊接
厚度
25mm
直径
Ф325
其它
预热温度
层间温度
200–400℃
热处理类别
记录图
温度范围
时间范围
其它
保护气体
氩气
流量
12L/min
背面保护气体
流量
电特性
焊层
道号
焊
接
方
法
焊接材料
电流范围
(A)
电压范围
(V)
焊接速度
(mm/min)
其它
牌号
直径
1-1
Ws
TIG-J50
Ф2﹒5
直流正接115-120
12-24
67.4-69
2-1
Ds
J507
Ф3﹒2
直流反接95-105
24-26
45.8-66.1
共5页,第2页
3-1
Ds
J507
Ф4
直流反接120-135
24-26
34.5-49
4-1
Ds
J507
Ф4
直流反接135-170
24-26
27.4-47
5-1
Ds
J507
Ф4
直流反接130-150
24-26
52-89
5-2
Ds
J507
Ф4
直流反接130-155
24-26
53.7-87.6
6-1
Ds
J507
Ф4
直流反接130-145
24-26
55-90.5
6-2
Ds
J507
Ф4
直流反接130-145
24-26
54-92
施
焊
技
术
无摆动焊或摆动焊
打底无摆动焊,其余摆动焊
焊嘴尺寸
Ф9
焊道清理方法
用扁铲、锯条、锉刀等
清根方法
导电嘴与工件距离
10mm
其它
钢材或焊材复验结果
编号
牌号
规格
C
Mn
Si
Cr
Mo
V
S
P
Ni
TIG-J50
Ф2.5
0.086
1.32
0.61
0.042
0.054
0.017
0.013
J507
Ф3.2
0.074
1.06
0.54
0.02
0.010
0.016
0.007
0.021
0.018
J507
Ф4
0.083
1.12
0.50
0.017
0.017
0.03
0.012
0.019
0.014
20g
Ф325×25
0.21
0.49
0.28
0.021
0.021
试验单位
山西省机械产品质量监督检测总站
试验报告编号
外观检查结论:
合格
试验编号
外观发现缺陷情况
试件编号
试件一
根部凸出1-2
试验单位
试验报告编号
共5页,第3页
断口检查报告:
合格
试样编号
试样尺寸(mm)
破断方法
断口发现缺陷情况
4+36﹣1
20×25×250
顶断
Ф2mm气孔1个
4+36﹣2
20×25×250
顶断
Ф1mm气孔1个
4+36﹣3
20×25×250
顶断
未见缺陷
试验单位
试验报告编号
无损检验结论:
合格
试验编号
检验方法
灵敏度(%)
黑度
增感方式
焊接缺陷
评定等级
备注
4+36–2–1
X射
1.5-3.5
铅
无
I
4+36–2–2
X射
1.5-3.5
铅
无
I
4+36–2–3、4
X射
1.5-3.5
铅
无
I
4+36–2–5、6
X射
1.5-3.5
铅
无
I
试验单位
试验编号
拉伸试验结论:
合格
试验编号
宽度
(mm)
厚度
(mm)
断面积
(m㎡)
负荷(N)
抗拉强度
(MPa)
断裂位置和缺陷
F07–1
15
25
375
176000
469.33
母材
F07–2
15
25
375
174000
464
母材
试验单位
试验编号
弯曲试验结论:
合格
试样编号
厚度
(mm)
宽度
(mm)
弯轴半径
弯曲角度(度)
备注
面弯
背弯
侧弯
WF07–1、2
25
40
70
90
未见缺陷
WF07–3、4
25
40
70
90
未见缺陷
试验单位
试验报告编号
文本仅供参考,感谢下载!


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接工艺评定书 焊接 工艺 评定 word
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
桥架安装规范.docx
-
幕墙工程监理细则.docx
-
人工挖孔桩隐蔽验收记录文本.docx
-
商品混凝土供货合同范本.docx
-
农田灌溉施工组织设计.docx
-
人教版秋九上数学第21章《一元二次方程》全章教案.docx
-
上半年班长的班级总结与上半年电子商务实习总结汇编doc.docx
-
配网工程配变安装作业指导书.docx
-
脑卒中康复指南.docx
-
情之韵中.docx
-
贫困村致富带头人培训工作总结三篇.docx
-
人教版小升初英语知识点汇总.docx
-
平面设计常用尺寸和出血设置大汇总.docx
-
上海市黄浦区高一语文期末检测试题.docx
-
七氟丙烷灭火系统施工方案.docx
-
七年级下册短语句子总结.docx
-
期待中的爱人doc.docx
-
企业工会职代会提案汇总题库.docx
-
美邦供应链的分析.docx
