 P22管道焊口焊接工艺设计卡.docx
P22管道焊口焊接工艺设计卡.docx
- 文档编号:26419174
- 上传时间:2023-06-19
- 格式:DOCX
- 页数:17
- 大小:83.69KB
P22管道焊口焊接工艺设计卡.docx
《P22管道焊口焊接工艺设计卡.docx》由会员分享,可在线阅读,更多相关《P22管道焊口焊接工艺设计卡.docx(17页珍藏版)》请在冰豆网上搜索。
P22管道焊口焊接工艺设计卡
焊接工艺卡
辽宁红沿河核电厂一期工程
版次:
A
编号:
NH-HJ-028
适用范围:
3#&4#常规岛汽水管道或联箱封头,汽水取样、仪表等接管座。
焊接标准:
DL/T869-2002
焊接工艺评定编号:
NEPC-HYH-HJ-037
焊接方法:
GTAW+SMAW
焊接位置:
全位置
接头型式:
对接
衬垫材料:
无
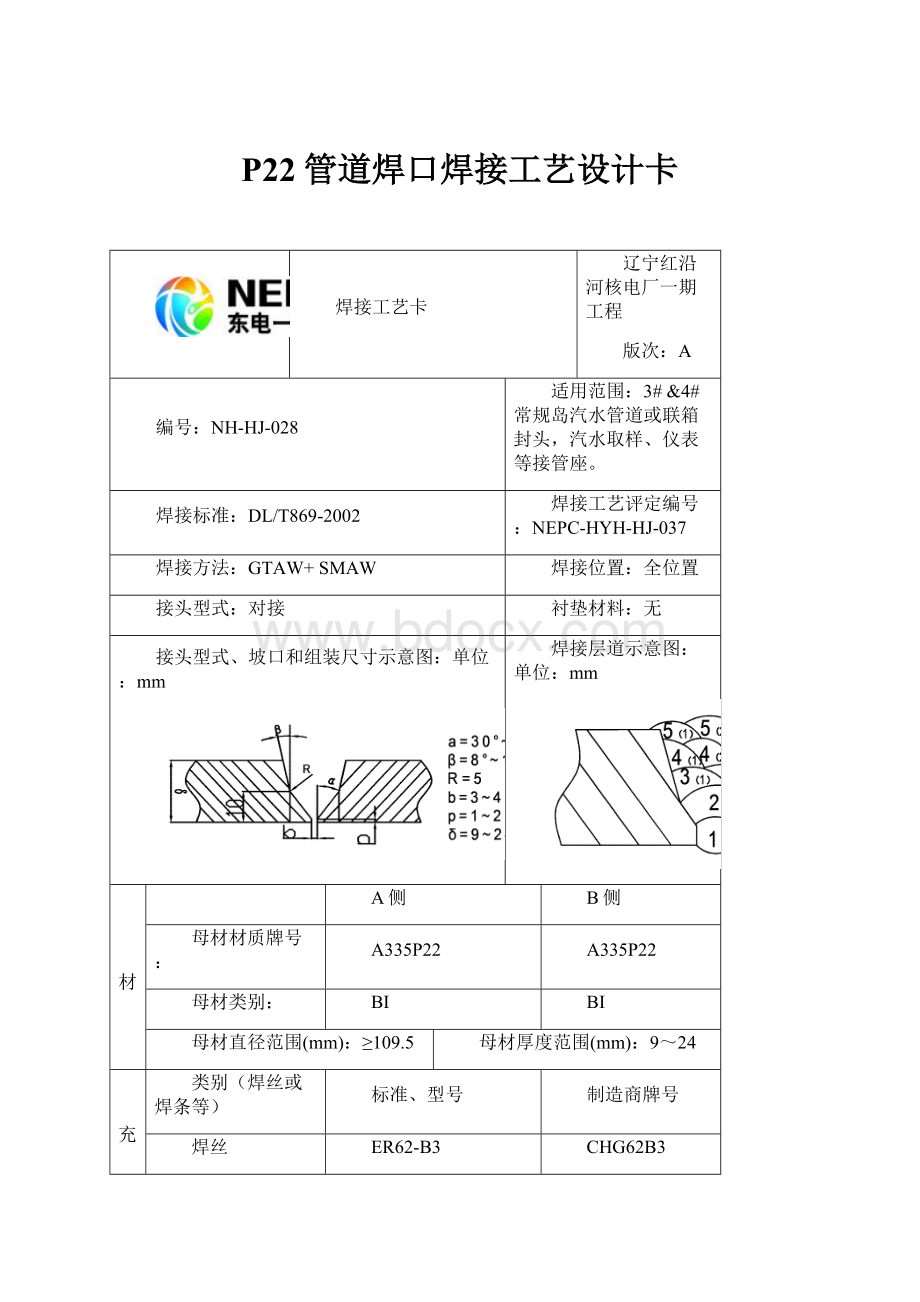
接头型式、坡口和组装尺寸示意图:
单位:
mm
焊接层道示意图:
单位:
mm
母材
A侧
B侧
母材材质牌号:
A335P22
A335P22
母材类别:
BⅠ
BⅠ
母材直径范围(mm):
≥109.5
母材厚度范围(mm):
9~24
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
ER62-B3
CHG62B3
焊条
E6015-B3
CHH407
保护气体
气体成分及纯度
流速
正面:
Ar99.95
8-9L/min
背面:
/
L/min
注:
不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:
GTAW200-250℃,SMAW250-300℃
预热加热方式:
电加热
温度测量方式:
热电偶
层间温度:
≤350℃
后热温度:
℃
保温时间:
min
热处理温度:
720-750℃
保温时间:
60min
焊接工艺参数
焊接
层道
焊接方法
焊材牌号
规格(mm)
电流极性
电流
(A)
电压(V)
焊接速度(mm/min)
其他
1
GTAW
CHG62B3
Φ2.5
正接
90~142
10~12
40~50
2
SMAW
CHH407
Φ3.2
反接
75~136
21~23
50~70
3及以上
SMAW
CHH407
Φ4.0
反接
84~161
21~23
50~70
或1
GTAW
CHG62B3
Φ2.5
正接
90~142
10~12
40~50
2
SMAW
CHH407
Φ3.2
反接
75~136
21~23
50~70
3及以上
SMAW
CHH407
Φ4.0
反接
84~161
21~23
50~70
表面
SMAW
CHH407
Φ3.2
反接
86~149
21~23
50~70
工艺说明
焊前准备、清理和检查:
除去坡口表面及边缘(10~15)mm范围内所有的油、漆、垢、锈等;检查对口尺寸。
施焊注意事项:
单层焊道的厚度不大于所用焊条直径加2mm;单焊道宽度不大于所用焊条直径的4倍。
注意接头和收弧的质量,收弧时应将熔池填满。
多层多道焊的接头应错开(15~20)mm。
编制:
审核:
批准:
焊接工艺卡
辽宁红沿河核电厂一期工程
版次:
A
编号:
NH-HJ-029
适用范围:
3#&4#常规岛汽水管道或联箱封头,汽水取样、仪表等接管座。
焊接标准:
DL/T869-2002
焊接工艺评定编号:
NEPC-HYH-HJ-037
焊接方法:
GTAW+SMAW
焊接位置:
全位置
接头型式:
T型
衬垫材料:
无
接头型式、坡口和组装尺寸示意图:
单位:
mm
焊接层道示意图:
单位:
mm
母材
A侧
B侧
母材材质牌号:
A335P22
A335P22
母材类别:
BⅠ
BⅠ
母材直径范围(mm):
≥109.5
母材厚度范围(mm):
9~24
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
ER62-B3
CHG62B3
焊条
E6015-B3
CHH407
保护气体
气体成分及纯度
流速
正面:
Ar99.95
8-9L/min
背面:
/
L/min
注:
不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:
GTAW200-250℃,SMAW250-300℃
预热加热方式:
电加热
预热加热方式:
电加热
层间温度:
≤350℃
层间温度:
≤350℃
后热温度:
℃
后热温度:
℃
热处理温度:
720-750℃
热处理温度:
720-750℃
焊接工艺参数
焊接
层道
焊接方法
焊材牌号
规格(mm)
电流极性
电流
(A)
电压(V)
焊接速度(mm/min)
其他
1
GTAW
CHG62B3
Φ2.5
正接
90~142
10~12
40~50
2
SMAW
CHH407
Φ3.2
反接
75~136
21~23
50~70
3及以上
SMAW
CHH407
Φ4.0
反接
84~161
21~23
50~70
或1
GTAW
CHG62B3
Φ2.5
正接
90~142
10~12
40~50
2
SMAW
CHH407
Φ3.2
反接
75~136
21~23
50~70
3及以上
SMAW
CHH407
Φ4.0
反接
84~161
21~23
50~70
表面
SMAW
CHH407
Φ3.2
反接
86~149
21~23
50~70
工艺说明
焊前准备、清理和检查:
除去坡口表面及边缘(10~15)mm范围内所有的油、漆、垢、锈等;检查对口尺寸。
施焊注意事项:
单层焊道的厚度不大于所用焊条直径加2mm;单焊道宽度不大于所用焊条直径的4倍。
注意接头和收弧的质量,收弧时应将熔池填满。
多层多道焊的接头应错开(15~20)mm。
编制:
审核:
批准:
焊接工艺卡
辽宁红沿河核电厂一期工程
版次:
A
编号:
NH-HJ-068
适用范围:
3#&4#常规岛汽水管道或联箱封头,汽水取样、仪表等接管座。
焊接标准:
DL/T869-2002
焊接工艺评定编号:
NEPC-HYH-HJ-031
焊接方法:
GTAW+SMAW
焊接位置:
全位置
接头型式:
对接
衬垫材料:
无
接头型式、坡口和组装尺寸示意图:
单位:
mm
焊接层道示意图:
单位:
mm
母材
A侧
B侧
母材材质牌号:
A335P22
A335P22
母材类别:
BⅠ
BⅠ
母材直径范围(mm):
≥66.5
母材厚度范围(mm):
15~40
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
ER62-B3
CHG62B3
焊条
E6015-B3
CHH407
保护气体
气体成分及纯度
流速
正面:
Ar99.95
8-9L/min
背面:
/
L/min
注:
不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:
GTAW200-250℃,SMAW250-300℃
预热加热方式:
电加热
预热加热方式:
电加热
层间温度:
≤350℃
层间温度:
≤350℃
后热温度:
℃
后热温度:
℃
热处理温度:
720-750℃
热处理温度:
720-750℃
焊接工艺参数
焊接
层道
焊接方法
焊材牌号
规格(mm)
电流极性
电流
(A)
电压(V)
焊接速度(mm/min)
其他
1
GTAW
CHG62B3
Φ2.5
正接
110~149
10~12
40~50
2
SMAW
CHH407
Φ3.2
反接
79~117
21~23
50~70
3及以上
SMAW
CHH407
Φ3.2
反接
79~117
21~23
50~70
或1
GTAW
CHG62B3
Φ2.5
正接
110~149
10~12
40~50
2
SMAW
CHH407
Φ3.2
反接
79~117
21~23
50~70
3及以上
SMAW
CHH407
Φ4.0
反接
79~117
21~23
50~70
或1
GTAW
CHG62B3
Φ2.5
正接
110~149
10~12
40~50
2及以上
SMAW
CHH407
Φ4.0
反接
79~117
21~23
50~70
工艺说明
焊前准备、清理和检查:
除去坡口表面及边缘(10~15)mm范围内所有的油、漆、垢、锈等;检查对口尺寸。
施焊注意事项:
单层焊道的厚度不大于所用焊条直径加2mm;单焊道宽度不大于所用焊条直径的4倍。
注意接头和收弧的质量,收弧时应将熔池填满。
多层多道焊的接头应错开(15~20)mm。
编制:
审核:
批准:
焊接工艺卡
辽宁红沿河核电厂一期工程
版次:
A
编号:
NH-HJ-069
适用范围:
3#&4#常规岛汽水管道或联箱封头,汽水取样、仪表等接管座。
焊接标准:
DL/T869-2002
焊接工艺评定编号:
NEPC-HYH-HJ-037
焊接方法:
GTAW+SMAW
焊接位置:
全位置
接头型式:
T型
衬垫材料:
无
接头型式、坡口和组装尺寸示意图:
单位:
mm
焊接层道示意图:
单位:
mm
母材
A侧
B侧
母材材质牌号:
A335P22
A335P22
母材类别:
BⅠ
BⅠ
母材直径范围(mm):
≥66.5
母材厚度范围(mm):
15~40
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
ER62-B3
CHG62B3
焊条
E6015-B3
CHH407
保护气体
气体成分及纯度
流速
正面:
Ar99.95
8-9L/min
背面:
/
L/min
注:
不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:
GTAW200-250℃,SMAW250-300℃
预热加热方式:
电加热
预热加热方式:
电加热
层间温度:
≤350℃
层间温度:
≤350℃
后热温度:
℃
后热温度:
℃
热处理温度:
720-750℃
热处理温度:
720-750℃
焊接工艺参数
焊接
层道
焊接方法
焊材牌号
规格(mm)
电流极性
电流
(A)
电压(V)
焊接速度(mm/min)
其他
1
GTAW
CHG62B3
Φ2.5
正接
110~149
10~12
40~50
2
SMAW
CHH407
Φ3.2
反接
79~117
21~23
50~70
3及以上
SMAW
CHH407
Φ3.2
反接
79~117
21~23
50~70
或1
GTAW
CHG62B3
Φ2.5
正接
110~149
10~12
40~50
2
SMAW
CHH407
Φ3.2
反接
79~117
21~23
50~70
3及以上
SMAW
CHH407
Φ4.0
反接
79~117
21~23
50~70
或1
GTAW
CHG62B3
Φ2.5
正接
110~149
10~12
40~50
2及以上
SMAW
CHH407
Φ4.0
反接
79~117
21~23
50~70
工艺说明
焊前准备、清理和检查:
除去坡口表面及边缘(10~15)mm范围内所有的油、漆、垢、锈等;检查对口尺寸。
施焊注意事项:
单层焊道的厚度不大于所用焊条直径加2mm;单焊道宽度不大于所用焊条直径的4倍。
注意接头和收弧的质量,收弧时应将熔池填满。
多层多道焊的接头应错开(15~20)mm。
编制:
审核:
批准:
焊接工艺卡
辽宁红沿河核电厂一期工程
版次:
B
编号:
NH-HJ-080
适用范围:
3#&4#常规岛汽水管道或联箱封头,汽水取样、仪表等接管座。
焊接标准:
DL/T869-2002
焊接工艺评定编号:
NEPC-HYH-HJ-038
焊接方法:
GTAW
焊接位置:
全位置
接头型式:
对接
衬垫材料:
无
接头型式、坡口和组装尺寸示意图:
单位:
mm
焊接层道示意图:
单位:
mm
母材
A侧
B侧
母材材质牌号:
A335P22
A335P22
母材类别:
BⅠ
BⅠ
母材直径范围(mm):
不限
母材厚度范围(mm):
1.5~12
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
ER62-B3
R40
保护气体
气体成分及纯度
流速
正面:
Ar99.95
11L/min
背面:
/
L/min
注:
不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:
GTAW℃,SMAW℃
预热加热方式:
温度测量方式:
层间温度:
℃
后热温度:
℃
保温时间:
min
热处理温度:
±℃
保温时间:
min
焊接工艺参数
焊接
层道
焊接方法
焊材牌号
规格(mm)
电流极性
电流
(A)
电压(V)
焊接速度(mm/min)
其他
1
GTAW
ER62-B3
Φ2.5
正接
65~136
10~12
30~50
2
GTAW
ER62-B3
Φ2.5
正接
80~172
10~12
30~50
3及以上
GTAW
ER62-B3
Φ2.5
正接
80~172
10~12
30~50
或1
GTAW
ER62-B3
Φ3.2
正接
65~136
10~12
30~50
2
GTAW
ER62-B3
Φ3.2
正接
80~172
10~12
30~50
3及以上
GTAW
ER62-B3
Φ3.2
正接
80~172
10~12
30~50
工艺说明
焊前准备、清理和检查:
除去坡口表面及边缘(10~15)mm范围内所有的油、漆、垢、锈等;检查对口尺寸。
施焊注意事项:
单层焊道的厚度不大于所用焊条直径加2mm;单焊道宽度不大于所用焊条直径的4倍。
注意接头和收弧的质量,收弧时应将熔池填满。
多层多道焊的接头应错开(15~20)mm。
编制:
审核:
批准:
焊接工艺卡
辽宁红沿河核电厂一期工程
版次:
B
编号:
NH-HJ-075
适用范围:
3#&4#常规岛汽水管道或联箱封头,汽水取样、仪表等接管座。
焊接标准:
DL/T869-2002
焊接工艺评定编号:
NEPC-HYH-HJ-038
焊接方法:
GTAW
焊接位置:
全位置
接头型式:
T型
衬垫材料:
无
接头型式、坡口和组装尺寸示意图:
单位:
mm
焊接层道示意图:
单位:
mm
母材
A侧
B侧
母材材质牌号:
A335P22
A335P22
母材类别:
BⅠ
BⅠ
母材直径范围(mm):
不限
母材厚度范围(mm):
1.5~12
填充材料
类别(焊丝或焊条等)
标准、型号
制造商牌号
焊丝
CHG62B3
CHG62B3
保护气体
气体成分及纯度
流速
正面:
Ar99.95
11L/min
背面:
/
L/min
注:
不锈钢材料在焊缝厚度≤5mm前不能停止背面气体保护。
预热后热热处理
预热温度:
GTAW℃,SMAW℃
预热加热方式:
温度测量方式:
层间温度:
℃
后热温度:
℃
保温时间:
min
热处理温度:
±℃
保温时间:
min
焊接工艺参数
焊接
层道
焊接方法
焊材牌号
规格(mm)
电流极性
电流
(A)
电压(V)
焊接速度(mm/min)
其他
1
GTAW
CHG62B3
Φ2.5
正接
65~136
10~12
30~50
2
GTAW
CHG62B3
Φ2.5
正接
80~172
10~12
30~50
3及以上
GTAW
CHG62B3
Φ2.5
正接
80~172
10~12
30~50
或1
GTAW
CHG62B3
Φ3.2
正接
65~136
10~12
30~50
2
GTAW
CHG62B3
Φ3.2
正接
80~172
10~12
30~50
3及以上
GTAW
CHG62B3
Φ3.2
正接
80~172
10~12
30~50
工艺说明
焊前准备、清理和检查:
除去坡口表面及边缘(10~15)mm范围内所有的油、漆、垢、锈等;检查对口尺寸。
施焊注意事项:
单层焊道的厚度不大于所用焊条直径加2mm;单焊道宽度不大于所用焊条直径的4倍。
注意接头和收弧的质量,收弧时应将熔池填满。
多层多道焊的接头应错开(15~20)mm。
编制:
审核:
批准:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- P22 管道 焊接 工艺 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #2机组现场施工用电布置措施.docx
#2机组现场施工用电布置措施.docx
-
《个人贵金属质押借款合同》兴业银行.docx
-
《科学发展观和小康社会的经济建设》复习导学案.docx
-
《我和祖父的园子》第一课时教案两篇word.docx
-
《质量》教学案例与设计.docx
-
2惠农小册子.docx
-
7A版个人与团队模拟考试题及答案.docx
-
10篇新部编四年级下册语文课内外阅读理解专项练习题及答案.docx
-
16初四物理热和能知识点总结精讲.docx
-
20XX社会语言经典语录流行风暴.docx
-
48篇教学案例分析报告题.docx
-
《电子工厂安全管理制度汇总》.docx
-
《机械制造课程设计》指导.docx
-
《钱学森》教案第二课时.docx
-
《边城》读后感5篇.docx
-
《固定式压力容器安全技术监察规程》.docx
-
《论雷峰塔的倒掉》.docx
-
《手术台就是阵地》教学设计三年级语文下册.docx
-
《夏洛的网》课外阅读教学设计.docx
-
《自己的花是让别人看的》教案.docx
-
3C检查表090429.docx
-
7客运专线CRTSⅡ型板式无砟轨道施工工法.docx
-
《笔算除法》课时教案设计.docx
-
11#楼高大模板支撑体系专项方案.docx
-
17科学分析经济形势.docx
-
《电流和电路》易错题精讲综合检测题与答案.docx
-
《会计信息系统》习题含答案.docx
-
《汽车电器设备与维修》发电机分教考分离试题及标准答案.docx
-
《四川省排污许可证管理暂行办法》.docx
-
《新编实用英语》教案第一册Unit.docx
-
0母版锅炉值班员计算题WORD版.docx
-
3年级下册英语单词记忆人教版.docx
-
西江月夜行黄沙道中课堂教学实录Word文件下载.docx
-
水下无人航行器装备技术发展与作战应用研究Word文档下载推荐.docx
-
广告媒介组合策略Word文档格式.docx
-
教育学课件Word下载.docx
-
化学分子式总汇Word文档格式.docx
-
实用参考初一语文试题第二单元测验AWord下载.docx
-
抗菌药物分级管理制度Word文件下载.docx
-
夹具管理规定Word格式文档下载.docx
-
小餐饮小食杂店食品经营登记证申请书文档格式.docx
-
卫生职称考试 初级师 康复医学治疗技术专业实践能力真题Word格式文档下载.docx
-
四年级下册数学暑假作业答案人教版Word文档格式.docx
-
江阴市中小学德育工作三年提升行动计划Word格式.docx
-
水熊虫寿命Word文件下载.docx
-
会计从业真题Word文件下载.docx
-
基于51单片机的电子时钟的设计文档格式.docx
-
精选寒假计划范文10篇Word文档格式.docx
-
特种设备作业人员取证考试题库R1固定式压力容器操作1Word格式文档下载.docx
-
基于PLC消防报警控制器设计文档格式.docx
-
算法之分支限界法实现Word文件下载.docx
