 焊接实用工艺评定报告材料的Q345B.docx
焊接实用工艺评定报告材料的Q345B.docx
- 文档编号:26383797
- 上传时间:2023-06-18
- 格式:DOCX
- 页数:12
- 大小:533.92KB
焊接实用工艺评定报告材料的Q345B.docx
《焊接实用工艺评定报告材料的Q345B.docx》由会员分享,可在线阅读,更多相关《焊接实用工艺评定报告材料的Q345B.docx(12页珍藏版)》请在冰豆网上搜索。
焊接实用工艺评定报告材料的Q345B
接工艺指导书编号:
MAS—07GYZD-04
焊接工艺评定报告编号:
MAS—07GYPD-04
焊接工艺评定报告
母材材质:
Q345B母材厚度:
16mm8mm
***钢结构工程有限公司
二0一五年四月十日
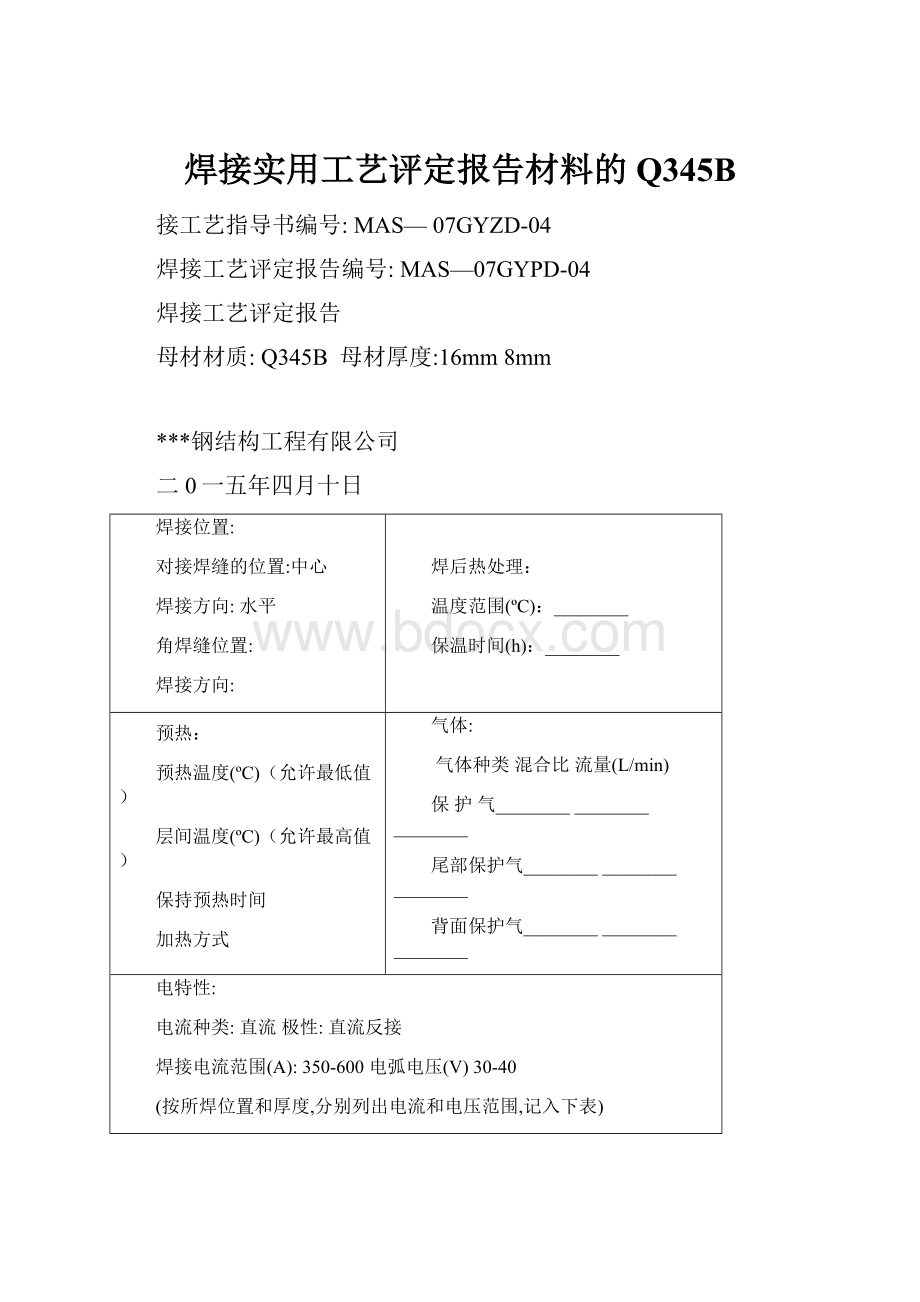
焊接位置:
对接焊缝的位置:
中心
焊接方向:
水平
角焊缝位置:
焊接方向:
焊后热处理:
温度范围(ºC):
________
保温时间(h):
________
预热:
预热温度(ºC)(允许最低值)
层间温度(ºC)(允许最高值)
保持预热时间
加热方式
气体:
气体种类混合比流量(L/min)
保护气________________________
尾部保护气________________________
背面保护气________________________
电特性:
电流种类:
直流极性:
直流反接
焊接电流范围(A):
350-600电弧电压(V)30-40
(按所焊位置和厚度,分别列出电流和电压范围,记入下表)
焊道/焊层
焊接方法
填充材料
焊接电流
电弧电压(V)
焊接速度(cm/min)
备注
牌号
直径
极性
电流(A)
一
平焊
H10Mn2
4mm
直流
380
30
50
8mm
二
平焊
H10Mn2
4mm
直流
400
33
55
8mm
一
平焊
H10Mn2
4mm
直流
400
33
40
16mm
二
平焊
H10Mn2
4mm
直流
500
38
40
16mm
16mm
钨极类型板直径:
__________________________喷嘴直径(mm)________________________
熔滴过度形式:
___________________________焊丝送进速度(cm/min)随电流大小自动调整
技术措施:
摆动焊或不摆动焊:
不摆动摆动参数:
焊前清理和层间清理:
磨光机清理背面清根方法:
碳弧气刨
单道焊或多道焊(每面):
多道焊,每面两道单丝焊或多丝焊:
单丝焊
导电嘴至工件距离(mm):
20-30锤击:
编制
林树峰
日期
4-10
审核
顾友芳
日期
4-10
批准
王顺
日期
4-11
焊接工艺指导书
焊接工艺指导书编号MSB—09GYZD-04日期2009.03焊接工艺评定报告编号MSB—07GYPD-04
焊接方法埋弧焊机械化程度(手工、半自动、自动)半自动
焊接接头:
坡口形式:
V型、X型
衬垫(材料及规格):
焊剂J431
其他:
______________________
简图:
(接头形式、坡口形式及尺寸、焊层、焊道布置及顺序)
母材:
标准号GB/1591-94钢号Q345B
厚度范图:
母材:
对接焊缝16mm与16mm/8mm与8mm角焊缝
管子直径、壁厚范围:
对接焊缝______________________角焊缝________________
焊缝金属厚度范围:
对接焊缝____________________角焊缝____________________
其他:
__________________________________________________________________
焊接材料:
焊材类别
焊丝
焊剂
焊材标准
GB/T12470-90《埋弧焊用低合金钢焊丝和焊剂》。
GB/T12470-90《埋弧焊用低合金钢焊丝和焊剂》。
填充金属尺寸(规格)
焊材型号
焊材牌号(钢号)
H10Mn2
HJ431
其他
耐蚀堆焊金属化学成分(%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
焊接工艺评定报告
焊接工艺评定报告编号:
MSB-07GYPD-04焊接工艺指导书编号:
MSB-07GYZD-04
焊接方法埋弧焊机械化程度(手工、半自动、自动)半自动
接头简图:
(坡口形式、尺寸、衬垫、每种焊接方法或焊接工艺、焊缝金属厚度)
母材:
材料标准:
GB/1591-94
钢号:
Q345B
厚度:
16mm8mm
直径:
__________________________
其他:
__________________________
焊后热处理:
温度范围(℃)
保温时间(h)
气体:
气体混合比流量(L/min)
保护气_____________________
尾部保护气_____________________
背面保护气_____________________
填充金属:
焊材标准:
《埋弧焊用低合金钢焊丝和焊剂》GB/T12470-90
焊材牌号:
H10Mn2HJ431
焊缝金属厚度:
____________________
其他:
____________________________
电特性:
电流种类:
直流
极性:
直流反接
钨极尺寸:
________________________
焊接电流(A):
350-600
电弧电压(V):
30-40
焊接位置:
对接焊缝位置:
水平方向
角焊缝位置:
水平方向
技术措施:
焊接速度(cm/min)
摆动或不摆动:
不摆动
摆动参数:
__________________________
单道焊或多道焊(每面):
多道焊,每面两道
单丝焊或多丝焊:
单丝焊
其他:
______________________________
预热:
预热温度(℃):
层间温度(℃):
其他:
拉伸试验详见附件:
第三方检测报告检测报告编号:
yxg2007-04-13-007a
试样编号
试样宽度
(mm)
试样厚度
(mm)
横截面积
(mm2)
断裂载荷
(Kn)
抗拉强度
(Mpa)
断裂部位
和特征
弯曲试验详见附件:
第三方检测报告检测报告编号:
试样编号
试样类型
试样厚度
(mm)
弯心直径
(mm)
弯曲角度
(º)
试验结果
冲击试验试验报告编号:
_______________
试样编号
试样尺寸
缺口类型
缺口位置
试验温度
(℃)
冲击吸收功
备注
金相检验(角焊缝):
根部:
(焊透、未焊透)_______________,焊缝:
(熔合、未熔合)___________________,
焊缝、热影响区:
(裂纹、无裂纹)______________________________
检验截面
I
II
III
IV
V
焊脚差(mm)
1
1.5
无损检验:
RT:
_______________________________,UT详见附件第三方检测报告,
编号:
ts2007-04-13-123a
MT:
______________________________,PT:
____________________________。
其他:
____________________________________________________________
耐蚀堆焊金属化学成分(重量%)
C
Si
Mn
P
S
Cr
Ni
Mo
V
Ti
Nb
分析表面或取样开始表面至熔合线的距离(mm):
____________________________
评定结果:
合格
焊工姓名
焊工代号
施焊日期
编
制
日
期
审
核
日
期
批
准
日
期


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 实用 工艺 评定 报告 材料 Q345B
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
女朋友生日qq说说.docx
-
是否以成败论英雄辩论稿.docx
-
销售管理制度及提成.docx
-
苗圃建设规划与方案word精品.docx
-
乔纳斯嘉德尔戴上手套擦泪读后感6篇.docx
-
路基单位工程施工小结.docx
-
五年级综合实践活动上册教案.docx
-
离子型和非离子型表面活性剂的HLB值及CMC值.docx
-
外科学记忆口诀.docx
-
老师给同学的毕业赠言.docx
-
《工程项目管理》复习题及答案.docx
-
最新专项方案工作坑.docx
-
先张法预应力砼空心板梁预制及安装施工组织设计.docx
-
完整word版高考数学导数压轴题7大题型总结推荐文档.docx
-
06写 作 讲 义.docx
-
北师大版二年级下册数学导学案.docx
-
参观天津博物馆观后感精选4篇.docx
-
新北师大版小学6六年级数学下册全册教案.docx
-
玩忽职守罪上诉状范文.docx
