 综合圆孔拉刀课程设计带CAD图1.docx
综合圆孔拉刀课程设计带CAD图1.docx
- 文档编号:26239741
- 上传时间:2023-06-17
- 格式:DOCX
- 页数:12
- 大小:176.16KB
综合圆孔拉刀课程设计带CAD图1.docx
《综合圆孔拉刀课程设计带CAD图1.docx》由会员分享,可在线阅读,更多相关《综合圆孔拉刀课程设计带CAD图1.docx(12页珍藏版)》请在冰豆网上搜索。
综合圆孔拉刀课程设计带CAD图1
金属切削刀具课程设计任务书(Ⅲ)
姓名
班级
学号
设计题目
成形圆孔拉刀刀具设计
指导老师
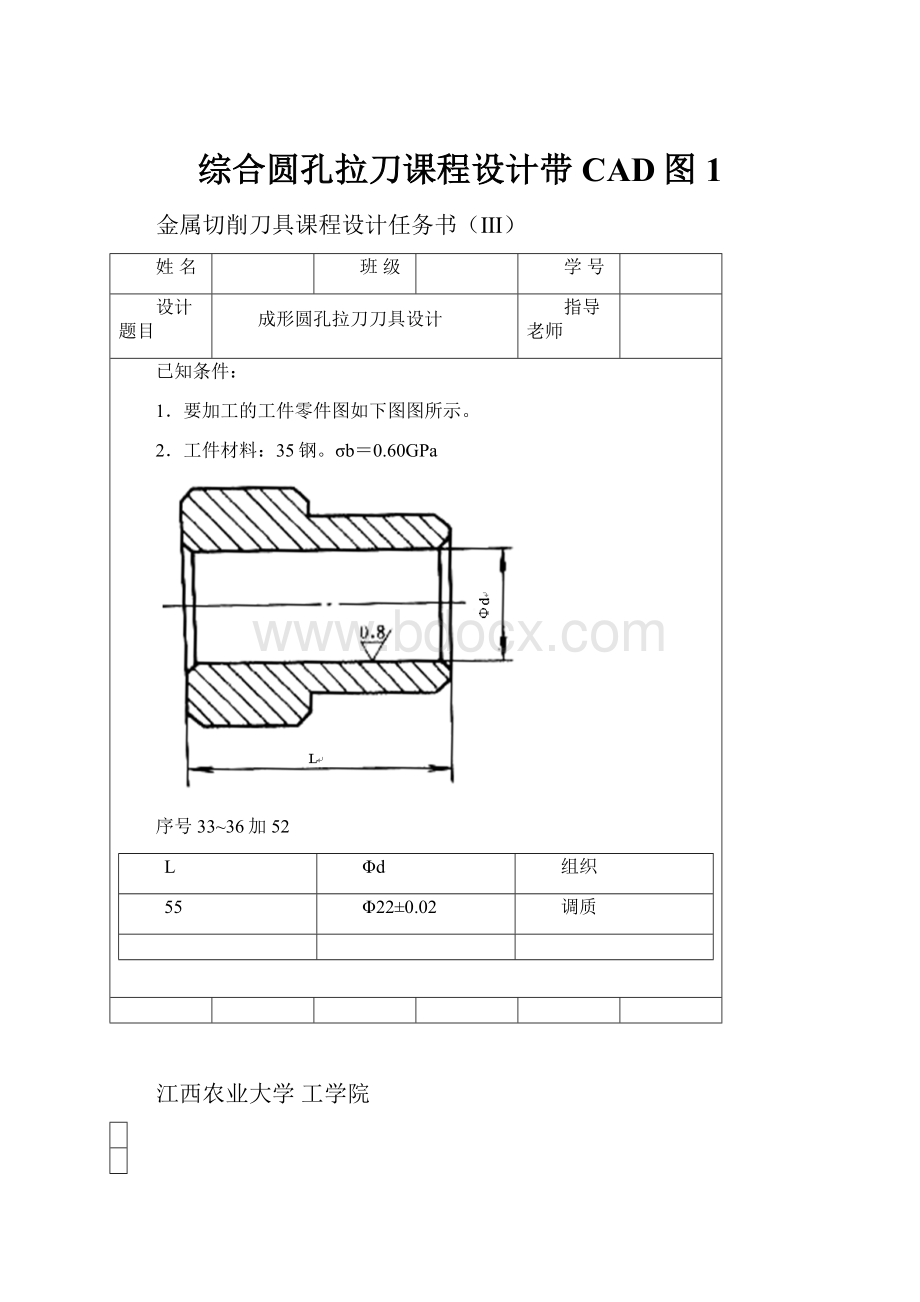
已知条件:
1.要加工的工件零件图如下图图所示。
2.工件材料:
35钢。
σb=0.60GPa
序号33~36加52
L
Φd
组织
55
Φ22±0.02
调质
江西农业大学工学院
《金属切削刀具》课程设计说明书
课题名称:
专业:
班级:
姓名:
学号:
指导老师:
2012年6月
江西农业大学工学院
金属切削原理与刀具
课程设计
题目
成形圆孔拉刀刀具设计
专业
机械设计制造及其自动化
学生姓名
(班级、学号)
材料目录
序号
附件名称
数量
备注
1
说明书
1
2
CAD图
2
3
二〇一二年六月
1、前言2
2、课程设计题目2
2.1已知条件2
2.2刀具材料的选择3
2.3零件尺寸参数表3
3.确定拉削余量A.3
4选取齿升量fz.3
5计算齿数Z4
6直径Dx4
7切屑齿齿距P4
8容屑槽形状与尺寸5
9分屑槽形状与尺寸5
10刀齿前角和后角与刀齿韧带宽5
11柄部结构尺寸6
12前导部与后导部6
13拉刀校核7
14拉刀总长度7
15技术条件7
16小结7
参考文献8
1、前言
将近一学期对机械设计制造装备设计学习和认识,我们了解了对机床各部分设计的材料,设计方法及其性能要求;对各种刀具设计,所有材料,并且能够自己动手设计并能根据设计条件及加工条件查用资料、工作手册及公式具备计算设计简单刀具的能力,而机械设计装配设计课程设计是对所学的知识的综合运用和巩固,我们将认真对待。
拉刀的种类很多,其中圆孔拉刀是使用很广泛的一种,圆孔拉刀由工作部分与非工作部分组成。
圆孔拉刀在加工工件时,因拉削方式不同每个刀齿的切屑层形状,切削顺序和切削位置也不同,而且它与切削力的大小,刀齿的负荷,加工质量,拉刀耐用度拉削长度等都有密切的关系,因此要根据需要设计拉刀。
拉刀上有很多齿,后一个刀齿(或后一组刀齿)的齿高要高于(或齿宽宽于)前一个刀齿(或前一组刀齿),所以当拉刀作直线运动时,便能依次的从工件上切下很薄的金属层。
故加工质量好,生产效率高。
拉刀寿命长,并且拉床结构简单。
拉削有如下特点:
1.1拉削时只有主运动,拉床结构简单操作方便。
1.2拉削速度较低,一般为,拉削平稳,且切削厚度很薄,因此拉刀精度可达到,表面粗糙度达。
1.3同时工作的刀齿多,切削刃长,一次行程完成粗、精加工,生产效率高。
1.4每一刀齿在工作过程中只切削一次,刀齿磨损慢,刀具耐用度高,寿命长。
1.5加工范围广,可拉削各种形状的通孔和外表面,但拉刀设计、制造复杂,价格昂贵,较适于大批量生产中。
金属切削刀具课程设计是学生在学完“金属切削原理及刀具”等有关课程的基础上进行的重要的实践性教学环节,其目的是使学生巩固和深化课堂理论教学内容,锻炼和培养学生综合运用所学知识和理论的能力,是对学生进行独立分析、解决问题能力的强化训练。
2、课程设计题目
2.1已知条件
(1)要加工的工件零件图如图所示。
(2)工件材料:
35钢。
σb=0.60Gpa
(3)使用拉床:
卧式内拉床L6140A
2.2刀具材料的选择
刀具材料选定为W18Cr4V
2.3零件尺寸参数表
工件材料
组织状态
Φd
L
参数
35钢
调质
Φ22±0.02
55
3.确定拉削余量A.
由[2]查表8-31,直径方向拉屑余量A=1.2mm
4选取齿升量fz.
(Ⅰ-粗切Ⅱ-过渡Ⅲ-精切Ⅳ-校正,单位:
mm)
齿升量fz的大小,对拉削生产率和加工表面质量都有很重要的影响。
齿升量是根据工件材料的性质和拉刀的类型决定的。
由[2]表8-6可以差得:
粗切齿齿升量fzⅠ=0.04。
过渡齿齿升量调正为:
fzⅡ=0.0250.0200.0150.010。
精切齿齿升量fzⅢ=0.010。
校正齿齿升量fzⅣ=0
5计算齿数Z
初选取ZⅢ=4ZⅡ=4ZⅣ=5
计算ZⅠ:
ZⅠ=[A-(AZⅡ+AZⅢ)]/(2×fzⅠ)=
1.2-[2×(0.025+0.020+0.015+0.010)+2×(4×0.01)]/(2×0.04)=12.25
取ZⅠ=12余下未切除的余量为:
2A={1.2-[12×2×0.04+2×(0.025+0.020+0.015+0.010)+4×2×0.010]}
=0.02
将0.02未切除的余量分配给粗切齿,则粗切齿ZⅠ=13
最终选定齿数ZⅠ=12+1ZⅡ=4ZⅢ=4ZⅣ=5
Z=ZⅠ+ZⅡ+ZⅢ+ZⅣ=26
6直径Dx
⑴粗切齿Dx1=dmin=20.88
Dx2~Dx13=20.96,21.04,21.12,21.20,21.28,21.36,21.44,21.52,21.60,21.68,21.76,21.78
⑵过渡齿Dx14~Dx187=21.83,21.87,21.90,21.92
⑶精切齿Dx18~Dx21=21.94,21.96,21.98,22.00
⑷校准齿Dx18~Dx23=22.00
7切屑齿齿距P
(1)齿距P是相邻两齿轴向的距离,齿距越小,同时工件的齿数越多,切削过程越平稳,加工表面的光洁度也越高,但齿距小时,容削槽容积也很小,比较容易堵塞。
齿距可按以下公式计算:
粗切齿:
所以由[2]表8-7查得
过度齿和精切齿:
=(0.6~0.8)P=6.0~8.0
所以由[2]表8-7查得
=8
(2)同时工件齿数
的确定
由{2]表8-7查得
=6
8容屑槽形状与尺寸
由[2]表8-11查得:
选取直线齿背型
t
g
Ⅰ型
Ⅱ型
Ⅲ型
Ⅳ型
h
r
h
r
h
r
h
r
8
2.5
3.5
1.7
3.2
1.5
2.5
1.2
10
3.2
4.5
2.2
4.0
2.0
3.2
1.6
2.5
1.2
9分屑槽形状与尺寸
分屑槽是将较宽的切屑分割成窄切屑,以便于切屑卷曲、容纳和清除。
拉刀前、后刀齿上的分屑槽应交错磨出。
分屑槽分圆弧形和角度形两种,本次设计拉刀的粗切齿采用圆弧形分屑槽,精切齿采用角度形分屑槽,在设计分屑槽深度时应大于齿升量。
(1)粗切齿选弧形槽,由[2]查表8-13得
拉刀直径D
槽数z
a
>21~23
8
4
(2)精切齿选角度槽,由[4]查表1.1-19得:
拉刀类型
槽尺寸
直径D
槽数
B1
h1
r1
20~25
12
0.8~1.0
0.5~0.7
0.2~0.3
10刀齿前角和后角与刀齿韧带宽
(1)前角
前角
的大小是根据被加工材料性质选择的,材料的强度或硬度高,前角宜小;反之,前角宜大,前角的偏差值一般取为
°。
由[2]表8-8可以查得:
=18°
(2)后角
后角
是拉刀的类型及被加工工件所需的精度来决定的,内拉刀的后角应比外拉刀选的小些,校准齿的后角比切削齿的后角选的小些,切削齿后角的偏差取
,校准齿后角的偏差取
。
由[2]表8-9可以查得:
切削齿后角:
校准齿后角:
(3)刃带
的选择
刃带应根据拉刀的类型及被加工材料的性质选择,根据[2]表8-9查得:
粗切齿刃带:
过度齿刃带:
精切齿和校正齿刃带:
11柄部结构尺寸
由[2]查表按表5-18得:
前柄D1=16mmD2=11mmL1=15mmL2=28mmc=2mm
12前导部与后导部
(1)前导部形状与尺寸
由[2]查表8-17得:
D4=dmin=20.8e8L4=55mmL3=15mm
(2)后导部形状与尺寸
由[2]查表8-18得:
后导部:
L6=(0.5~0.7)×L=20f7
13拉刀校核
(1)同时工作齿数校核
符合要求
(2)容屑空间校核
一个刀齿容屑槽的有效面积:
刀齿切下的金属层面积:
因为A>AD,所以符合要求。
(3)拉刀强度校核
由[2]查表3-4得:
35钢硬度不大于187HB。
由[2]查表8-33得:
符合要求
14拉刀总长度
由[2]查表8-35得:
L=660mm
15技术条件
参考国标确定。
(GB3831-83JB/T6457-92)
16小结
为期一周的金属切削与刀具课程设计已基本结束,回顾圆孔拉刀设计的整个过程,我觉得受益匪浅。
金属切削与刀具课程设计是整个相关课程的重要教学环节,使理论与现实更加接近,加深了我们对理论知识的理解,强化了生产实习中的感性认识。
本次课程设计的主要任务,独立把拉刀的整个设计过程弄清楚,在此基础上完成相关的设计任务,由于设计内容看似简单,其实所要做的辅助性工作也是相当多的,因为刀具设计过程中所涉及到的参数实在很多,所以在做课程设计之间,我又认真复习了从图书馆借来的拉刀设计的参考资料,学会了如何分析现有问题,并熟悉了设计步骤,知道了如何查阅手册和一些相关量的常规选取方法,以及要注意的问题等等。
在做的过程中,还结合了平时实习中所看到的实际情况,这也使我在思想素质和分析能力上都有所提高。
通过这次设计,我基本上掌握了拉刀设计的一般思路,并能够独立查询相关手册完成设计。
这次设计使我在基本理论的综合运用以及正确解决实际问题等方面得到了一次较好的训练。
提高了我独立思考问题,解决问题创新设计的能力,为以后的设计工作打下了较好的基础!
参考文献
[1] 陆剑中,孙家宁.《金属切削原理与刀具》.
机械工业出版社.2011
[2] 上海市金属切削技术协会.《金属切削手册》.
上海科学技术出版社.1984
[3] 许先绪,催永茂.《金属切削刀具》.
上海科学技术文献出版社.1985
[4]四川省机械工业局.《复杂刀具设计手册》.
机械工业出版社.1979


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 综合 圆孔 课程设计 CAD
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
高考完形填空解题技巧Word文件下载.docx
-
苌楚诗社成立方案策划书Word下载.docx
-
高二地理上册第一次月考测试题Word文件下载.docx
-
成本会计期末考试题与答案Word文档下载推荐.docx
-
服装销售导购年终总结Word文档格式.docx
-
高中地理 第二章 环境污染与防治 第一节 水污染及其成因学案 新人教版选修6Word格式文档下载.docx
-
车间工作总结15篇Word下载.docx
-
发烟酸项目节能评估报告表Word格式.docx
-
当代翻译理论总结Word文件下载.docx
-
初级实务考试题Word文档下载推荐.docx
-
毕业设计论文基于Android教师管理系统Word格式.docx
-
城市社区管理课程教学大纲Word下载.docx
-
电子电器应用与维修专业Word文件下载.docx
-
第三次教育革命正向我们扑面而来Word下载.docx
-
初中劳动技术教学方案Word格式文档下载.docx
-
大体积混凝土结构测温记录Word文件下载.docx
-
春华师《行政管理学》作业答案要点Word文档格式.docx
-
标准管理强基固本坚定信心乘势而上Word文档下载推荐.docx
-
二年级上册美术第5至最后1课已编文档格式.docx
