 机械制造工程真题精选.docx
机械制造工程真题精选.docx
- 文档编号:26106552
- 上传时间:2023-06-17
- 格式:DOCX
- 页数:10
- 大小:67.41KB
机械制造工程真题精选.docx
《机械制造工程真题精选.docx》由会员分享,可在线阅读,更多相关《机械制造工程真题精选.docx(10页珍藏版)》请在冰豆网上搜索。
机械制造工程真题精选
机械制造工程真题精选
[填空题]
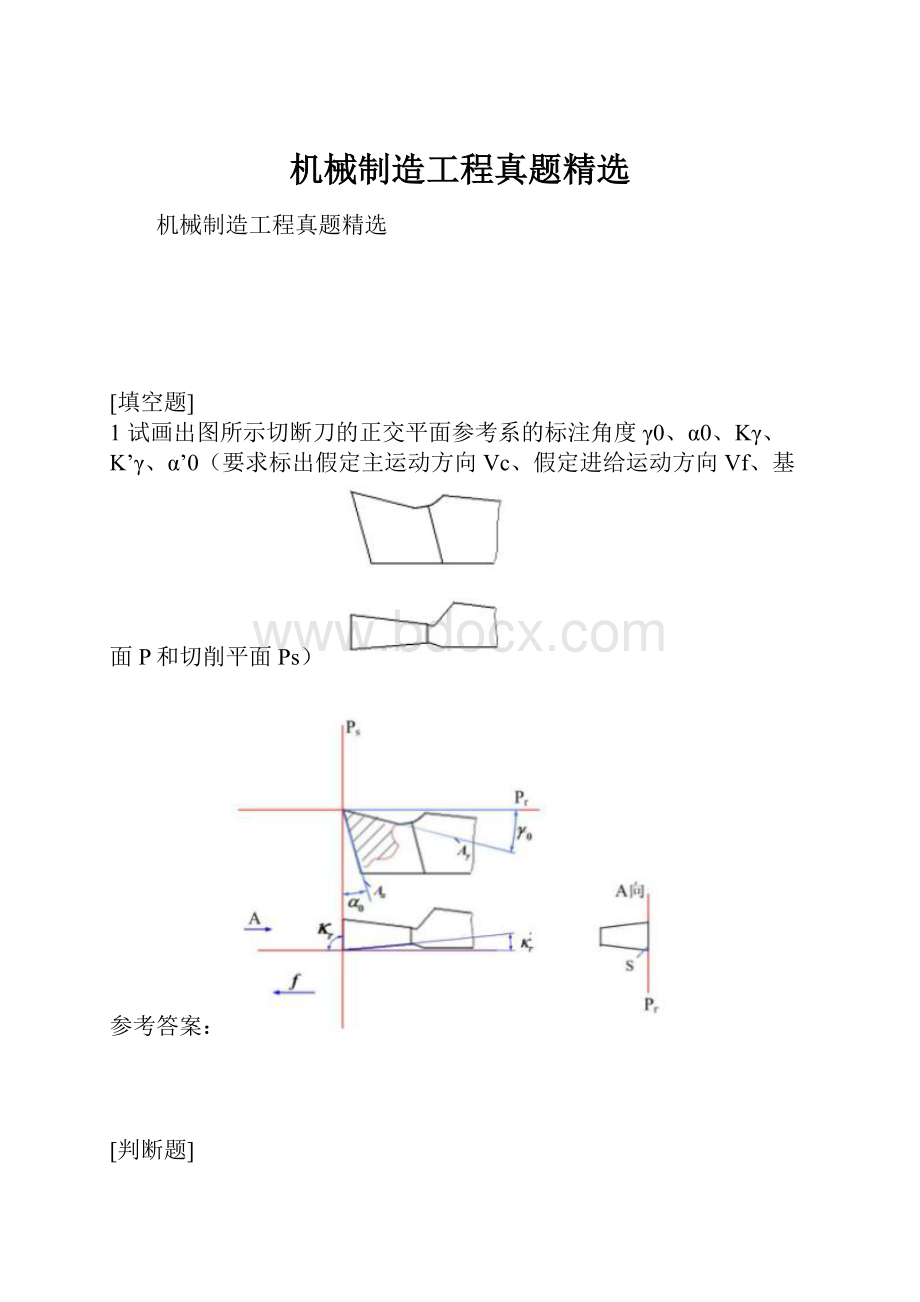
1试画出图所示切断刀的正交平面参考系的标注角度γ0、α0、Kγ、K’γ、α’0(要求标出假定主运动方向Vc、假定进给运动方向Vf、基面P和切削平面Ps)
参考答案:
[判断题]
2、可锻铸铁是一种可以锻造的铸铁。
参考答案:
错
[判断题]
3、热处理工艺过程一般都有加热、保温与冷却三个步骤。
参考答案:
对
[填空题]
4绘制图所示弯头车刀的正交平面参考系的标注角度(从外缘向中心车端面)
参考答案:
[判断题]
5、气割工艺可用于高碳钢的切割。
参考答案:
错
[填空题]
6切削过程有何特征,用什么参数来表示?
参考答案:
是由刀具和工件的相对运动来实现的,称为切削运动。
用主运动和进给运动来表示。
主运动和进给运动的概念见教材。
[判断题]
7、直流电弧阳极区的温度比阴极区低。
参考答案:
错
[填空题]
8刀具.静止角度参考系的假定条件是什么?
参考答案:
假定运动条件:
进给量f=0
假定安装条件:
刀尖与工件回转中心等高;刀杆方向与进给方向垂直。
[单项选择题]
9、造成铸件气孔的原因是()。
A.型砂退让性太差
B.型砂透气性不良
C.浇注速度太慢
参考答案:
B
[填空题]
10切削层参数是什么?
如何定义的?
参考答案:
切削层:
主运动一个周期,相邻两加工表面(切削刃)之间的材料截面。
切削层公称厚度hD(老标准ac):
hD=f·sinKr
切削层公称宽度bD(老标准aw):
B.D=ap/sinKr
切削层公称截面积AD:
//
A.D=ap·f=bD·hD
[单项选择题]
11、空气锤的规格是以()来表示。
A.落下部分的重量
B.锤击力的大小
C.锤头的重量
参考答案:
B
[填空题]
12试述正交平面、法平面、假定工作平面和背平面的定义,并分析它们的异同点和用途。
参考答案:
正交平面/主剖面Po:
⊥Ps⊥Pr同时垂直于切削平面Ps和基面
法剖面Pn:
Pn⊥S,(切削刃)。
假定工作平面、进给平面Pf:
Pf⊥Pr、∥f
背平面Pp:
Pp⊥Pr、∥ap
构成不同的参照系。
[单项选择题]
13、电火花成形加工中,工作液一般选用()。
A.机油
B.煤油
C.柴油
参考答案:
B
[填空题]
14为什么基面、切削平面必须定义在主切削刃上的选定点处?
参考答案:
基面是通过主切削刃且与切削平面垂直的平面,是用来标注切削角度的的面,所以基面必须选定在主切削刃上的点并和切削平面垂直,才能有效的进行角度标注。
[单项选择题]
15、适宜锻造加工的金属是()。
A.脆性金属
B.具有一定塑性的金属
C.加热时不易氧化的材料
参考答案:
B
[填空题]
16试述刀具的标注角度与工作角度的区别,为什么横向切削时,进给量f不能过大。
参考答案:
刀具的标注角度是在刀具标注角度参照系中定义的角度。
刀具标注角度参照系又称静止参考系,同工况没有关系。
刀具的工作角度是在刀具工作角度参照系中定义的角度,不同的工艺环境下,工作角度不同。
横向切削时,工作前角随进给量增大而增大,工作后角随进给量增大而减小。
过大的进给量会使后角变负,加工时工件会被挤断。
[判断题]
17、主运动是切下切屑的基本运动,其速度最高,消耗功率最大。
参考答案:
对
[填空题]
18车削细长轴时应如何合理选择刀具几何角度(包括Ky、λs、γ0、α0)?
简述理由。
参考答案:
[判断题]
19、偏移尾座法可以加工锥度大,长度长的工件。
参考答案:
错
[填空题]
20试说明被吃刀量ap和进给量f对切削温度的影响,并与ap和f对切削力的影响相比较,两者有何不同?
参考答案:
吃刀深度对切削温度的影响最小,进给量次之,切削速度影响最大。
因此,从控制切削温度的角度出发,在机床允许的情况下,选用较大的吃刀深度和进给量比选用大的切削速度更有利。
背吃刀量和进给量都会影响切削力大小,当进给量增大的时候,切削力的增大不成比例的增大,而背吃刀量增大的时候,切削力成比例的增大。
这样就对切削刀的影响是磨损就不同了。
还有就是对温度的影响!
进给量的影响比背吃刀量的大!
对刀具的耐用度也就产生影响也就不同了咯!
进给量大于背吃刀量啊!
[判断题]
21、成形表面的加工,当在车床上进行,且数量少,精度要求低时,可采用双手操作。
参考答案:
对
更多内容请访问《睦霖题库》微信公众号
[填空题]
22刀具磨损有几种形式?
各在什么条件下产生?
参考答案:
磨料磨损,这种磨损在各种切削速度下都存在,但对低速切削的刀具而言,磨料磨损是刀具磨损的主要原因
粘结磨损(又称冷焊磨损)刀具材料与工件的亲和力大,则磨损严重
刀具材料与工件材料的硬度比小,则磨损加剧。
切削速度的大小,中等偏低的切削速度下粘结磨损严重。
扩散磨损温度是影响扩散磨损的主要因素,切削温度升高,扩散磨损会急剧增加;不同元素的扩散速度不同;扩散速度与接触表面的相对滑动速度有关,相对滑动速度愈高,扩散愈快;所以切削速度愈高,刀具的扩散磨损愈快。
化学磨损在一定温度下,刀具材料与某些周围介质(如空气中的氧、切削液中的添加剂硫、氯等)起化学作用,在刀具表面形成一层硬度较低的化合物;极易被工件或切削擦掉而造成磨损,这种磨损称为化学磨损。
[判断题]
23、高精度的有色金属零件的终加工,一般采用磨削加工。
参考答案:
错
[填空题]
24何谓最高生产率耐用度和最低成本耐用度?
粗加工和精加工所选用的耐用度是否相同,为什么?
参考答案:
第一种方法是根据单工件时最小的原则来制定耐用度,称为最高生产率耐用度Tp:
第二种是根据每个工件工序成本最低原则来制定耐用度,称为最低成本耐用度Tc。
生产中一般多采用最低成本耐用度,只有当生产任务紧迫,或生产中出现不平衡的薄弱环节时,才选用最高生产率耐用度。
粗加工是以最高生产率为目的,所以使用最高生产率耐用度。
精加工时,为避免在加工同一表面时中途换刀,耐用度应规定得高一些,至少应该完成一次走刀,应采用最低成本耐用度。
[判断题]
25、钳工用攻丝、套扣方法切制螺纹,通常都是直径较小的螺纹。
参考答案:
对
[填空题]
26何谓工件材料切削加工性?
改善工件材料切削加工性的措施有那些?
参考答案:
工件材料的切削加工性是指材料被切削加工成合格零件的难易程度.
调整材料的化学成分
在不影响材料使用性能的前提下,在钢中添加一些能明显改善切削加工性的元素,如硫、铅等,可获得易切钢;在铸铁中适当增加石墨成分,也可改善其切削加工性
进行适当的热处理
同样化学成分、不同金相组织的材料,切削加工性有较大差异。
在生产中常对工件进行适当的热处理,除得到合乎要求的金相组织和力学性能外,也可改善其切削加工性能
采用新的切削加工技术,如加温切削,低温切削。
[判断题]
27、在划线中发现毛坯铸歪,应将毛坯报废,以免浪费机加工工时。
参考答案:
对
[判断题]
28、M102指令是程序结束指令。
参考答案:
对
[填空题]
29切削液的主要作用是什么?
切削加工中常用的切削液有哪几类?
如何选用?
参考答案:
在切削加工中,合理使用切削液的作用:
可以减小切屑、工件与刀具间的摩擦,降低切削力和切削温度,延长刀具使用寿命,并能减小工件热变形,抑制积屑瘤和鳞刺的生长,从而提高加工精度和减小已加工表面粗糙度值。
切削加工中常用的切屑液可分为三大类:
水溶液、乳化液、切削油
水溶液:
主要成分是水,再加入一定的防锈剂或添加剂,使其具有良好的冷却性能又有一定的防锈和润滑性能
乳化液:
乳化液是在切削加工中使用较广泛的切削液,它是水和乳化油的混合物,为了提高其防锈和润滑性能,往往会加入一定的添加剂
切削油:
非水溶性切削液,主要成份是矿物油,少数采用动植物油。
切削油主要起润滑作用
离子型切削液:
一种新型水溶性切削液,其母液由阴离子型、非离子型表面活性剂和无机盐配置而成。
能降低切削温度,提高刀具使用寿命。
选用:
粗加工时,金属切除量大,产生的热量多,因此应着重考虑降低切削温度,选用以冷却为主的切削液,如3%~5%的低浓度乳化液或离子型切削液
精加工时主要要求提高加工精度和加工表面质量,应选用具有良好润滑性能的切削液,如极压切削油或高浓度极压乳化液,它们可减小刀具与切屑之间的摩擦与粘接,抑制积屑瘤。
从工件材料方面考虑:
切削钢材等塑性材料时,需要用切削液;切削铸铁、黄铜等脆性材料时可不用切削液,其原因是切削液作用不明显,且会污染工作场地
从刀具材料方面考虑:
切削高强度钢、高温合金等难加工材料时,属于高温高压边界摩擦状态,宜选用极压切削油或极压乳化液
高速钢刀具耐热性差,应采用切削液;硬质合金刀具耐热性好,一般不用切削液,必要时可采用低浓度乳化液或水溶液,但应连续地、充分地浇注,否则刀片会因冷热不均而导致破裂
从加工方法方面考虑:
铰孔、拉削、螺纹加工等工序刀具与已加工表面摩擦严重,宜采用极压切削油或极压乳化液
成形刀具、齿轮刀具等价格昂贵,要求刀具使用寿命长,可采用极压切削油
磨削加工时温度很高,工件易烧伤,还会产生大量的碎屑及脱落的砂粒会划伤已加工表面,因此要求切削液应具有良好的冷却清洗作用,故一般常采用乳化液或离子型切削液。
[判断题]
30、T指令用于指定所选用的刀具。
参考答案:
对
[填空题]
31用YT15硬质合金外圆车刀纵车σb=0.637GPa的结构钢。
硬度约为220HBW,车刀的几何参数为yo=15°、λs=0°、Ky=75°,前刀面带卷屑槽,rε=056mm,车削时切削用量为
参考答案:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械制造 工程 精选
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
酒店餐饮部新人入职培训.docx
-
精品文档XX高端品牌私人娱乐会所投资经营项目商业计划书.docx
-
精选《司马光》优秀教学设计范文.docx
-
科室质量与安全管理小组工作计划范文.docx
-
某小区地下车库消防合同.docx
-
精校WORD版高考研究在模拟考试中打磨高考考场上的30个细节.docx
-
景物描写课堂实录.docx
-
净水厂设计正文35页doc.docx
-
景观实习报告1.docx
-
螺内酯注射液word范文模板 11页.docx
-
军训霸气押韵口号大全.docx
-
掘进专业变化管理制度.docx
-
开头分析对策结尾申论万用句型集锦共27页.docx
-
昆明理工大学832植物纤维化学考研真题.docx
-
励志经典文章.docx
-
流量检测与变送要点.docx
-
某钢铁厂车间供配电系统设计 1.docx
-
南山区科技创业环境的现状与对策研究.docx
-
年最新劳动合同法全文.docx
