 开清棉工艺设计.doc
开清棉工艺设计.doc
- 文档编号:2594999
- 上传时间:2022-11-03
- 格式:DOC
- 页数:10
- 大小:164KB
开清棉工艺设计.doc
《开清棉工艺设计.doc》由会员分享,可在线阅读,更多相关《开清棉工艺设计.doc(10页珍藏版)》请在冰豆网上搜索。
24.3texT开清棉工艺设计
组员:
一、原料特点和成纱质量要求
品级
手扯长度(mm)
品质长度(mm)
线密度(dtex)
成熟度系数
强力(cN)
短绒率(%)
机检含杂率(%)
手检含杂率(%)
2.54
28.64
31.32
1.79
1.70
4.05
14.03
2.23
14.85
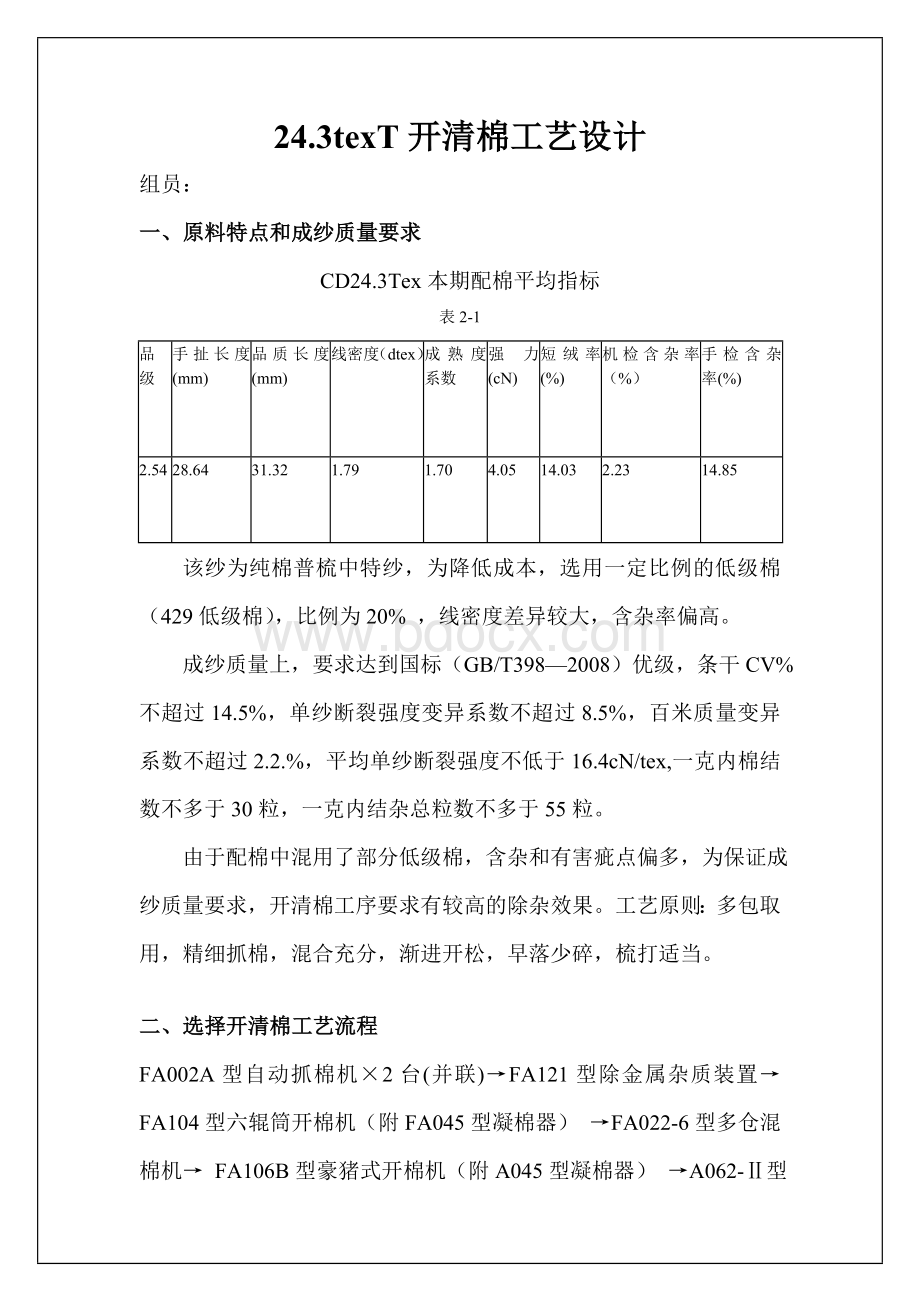
CD24.3Tex本期配棉平均指标
表2-1
该纱为纯棉普梳中特纱,为降低成本,选用一定比例的低级棉(429低级棉),比例为20%,线密度差异较大,含杂率偏高。
成纱质量上,要求达到国标(GB/T398—2008)优级,条干CV%不超过14.5%,单纱断裂强度变异系数不超过8.5%,百米质量变异系数不超过2.2.%,平均单纱断裂强度不低于16.4cN/tex,一克内棉结数不多于30粒,一克内结杂总粒数不多于55粒。
由于配棉中混用了部分低级棉,含杂和有害疵点偏多,为保证成纱质量要求,开清棉工序要求有较高的除杂效果。
工艺原则:
多包取用,精细抓棉,混合充分,渐进开松,早落少碎,梳打适当。
二、选择开清棉工艺流程
FA002A型自动抓棉机×2台(并联)→FA121型除金属杂质装置→FA104型六辊筒开棉机(附FA045型凝棉器)→FA022-6型多仓混棉机→FA106B型豪猪式开棉机(附A045型凝棉器)→A062-Ⅱ型电器配棉器→[FA046型振动棉箱給棉机(附A045型凝棉器)→FA141A型单打手成卷机]×2台
该流程有3个开清点,2个混合点,能够满足加工含杂率为2.5%左右的原棉开松除杂的要求。
三.配置开清棉各单机主要工艺参数
⑴两个圆盘抓棉机采取并联方式,即两只圆盘抓棉机同时生产,这样可减少抓棉打手伸出助条的距离,减少抓棉小车间歇下降的动程,实现多包取用,精细抓棉。
表2-2
FA002型自动抓棉机
产量[kg/(台•h)]
800
堆放棉包质量(kg)
4000(2台并联)
打手直径(mm)
385
打手刀片形式
锯齿刀片,抓取角10°,刀尖角60°,厚4mm
刀片排列方式
31片组合,从里到外,刀片由稀到密分为3组
小车运转速度(r/min)
0.59~2.96
打手转速(r/min)
740
刀片伸出助条的距离(mm)
2.5~7.5
打手每次下降的距离(mm)
2~6
(2)FA104型六辊筒开棉机属于自由打击开棉,尘棒间的隔距从大到小,辊筒与尘棒间的隔距由小到大。
表2-3
FA104型六辊筒开棉机
产量[kg/(台•h)]
800
适合加工的原料
棉
辊筒形式及排列倾角
四排圆锥体角钉,向上倾角45°
辊筒直径(mm)
455
辊筒转速(r/min)
第一档:
448,492,545,572,632,698;第二档:
均为400;第三档:
均为492
尘棒形式及安装角
振动式扁钢尘棒,±15°
尘棒根数
第一、二、三组为35根;第四、五组为39根
尘棒隔距(mm)
第一、二、三组为10根;第四、五组为8根
给棉罗拉转速(r/min)
5.40,4.95,4.50,4.05
辊筒与尘棒的隔距(mm)
一二、三组为8;第四、五组为12
辊筒角钉与剥棉刀的隔距(mm)
以小为宜,一般为1.5mm左右
(3)FA022-6型多仓混棉机,利用多个棉仓以棉流不同时喂入,同时输出,形成时间差混合来达到混合的目的。
表2-4
FA022-6型多仓混棉机
产量[kg/(台•h)]
500
机幅(mm)
1400
打手
形式
六翼齿形钢板
直径(mm)
420
转速(r/min)
260,330
罗拉
形式
六翼钢板
直径(mm)
200
转速(r/min)
0.1,0.2,0.3
梳棉风机
直径(mm)
500
转速(r/min)
1200,1440,1728
罗拉间隔距(mm)
30
罗拉与打手间隔距(mm)
11
⑷FA141型清棉成卷机适当加大风扇速度与综合打手速比,提高风扇速度,放大尘棒与尘棒之间的隔距,提高FA141进一步排除细杂的能力。
表2-5
FA141型清棉成卷机
产量[kg/(台·h)]
成卷质量(g)
成卷时间
min
成卷长度(kg)
棉卷罗拉直径(mm)
棉卷罗拉转速(r/min)
250
13~30
3~10
30~80
230
10~15
243.61
15
3.26
34
230
14
四、计算棉卷规格和成卷机主要技术参数
因为所纺纱线线密度为24.3tex,所以根据上表可选择如下参数:
棉卷干重量G干=410g/m,棉卷公定回潮率G公=8.5%,实际回潮率W实=7.6%,棉卷伸长率ε=3%,时间效率η=90%,棉卷罗直径D=230mm,棉卷罗拉转速n=14r/min,棉卷总质量M总=15Kg。
五、棉卷湿重G湿=棉卷干重量G干*(1+实际回潮率W实)=410g/m*(1+7.6%)=441.16g/m;
②棉卷公定回潮率时G公=棉卷干重量G干*(1+棉卷公定回潮率G公)=410g/m*(1+8.5%)=444.85g/m;
③棉卷实际长度=棉卷总质量M总*1000/棉卷湿重G湿=15Kg*1000/441.16g/m=34.00m;
④棉卷计算长度=棉卷实际长度*/(1+棉卷伸长率ε)=34.00m/(1+3%)=33.00m
⑤落棉时间=棉卷计算长度/棉卷罗拉线速度=棉卷计算长度/(棉卷罗直径D*棉卷罗拉转速n*π)=33.00m*1000/(230mm*14r/min*3.14)=3.26min;
⑥理论产量=π*棉卷罗直径D*棉卷罗拉转速n*60*棉卷公定回潮率时定量G公*(1+棉卷伸长率ε)/(1000*1000)=3.14*230mm*14r/min*60*(1+3%)/1000/1000=270.68[kg/(台.h)]
⑦实际产量=理论产量*时间效率η=270.68[kg/(台.h)]*90%=243.61[kg/(台.h)]
⑧棉卷线密度=棉卷干重量G干*(1+棉卷公定回潮率G公)*1000=棉卷公定回潮率时G公*1000=444.85g/m*1000=444850tex
五、完成开清棉工艺单设计
表2-6
原料混用成分
原棉
品级
手扯长度(mm)
品质长度(mm)
实际回潮率(%)
线密度(dtex)
成熟度系数
含杂率(%)
手检含杂(粒/g)
短绒率(%)
2.54
28.64
31.32
7.6
1.79
1.7
2.23
14.85
14.03
开清棉工艺流程
开清棉工艺流程
上包图1
棉卷技术规格
成卷机
原料
机型
公定回潮率(%)
实际回潮率(%)
棉卷线密度(tex)
定量(g/m)
棉卷长度(m)
棉卷净重(kg)
落卷时间(min)
湿重
干重
计算
实际
纯棉
FA141
8.5
7.6
444850
441.16
410
33
34
15
3.26
开清棉工艺
抓棉机
原料
机型
主要隔距
主要速度
产量
刀片伸出助条的距离(mm)
打手间歇下降量(mm/次)
打手转速(r/min)
抓棉小车行走速度(m/min)
kg/(台/h)
kg(台/班)
kg(台/天)
棉
FA002
3
2
740
2.3
800
机型:
FA104加工原料:
棉产量:
800
六辊筒开棉机
主要隔距
主要速度
尘棒隔距(mm)
第一、二、三组为10根,第四、五组为8根
辊筒转速(r/min)
492
辊筒与尘棒的隔距(mm)
第一、二、三组为8根,第四、五组为12根
給棉罗拉转速(r/min)
5.4
辊筒角钉与剥棉刀的隔距(mm)
以小为宜,一般为1.5mm左右
机型:
FA022-6加工原料:
棉产量:
500
多仓混棉机
主要隔距
主要速度
罗拉间隔距(mm)
30
打手转速(r/min)
260
罗拉与打手间隔距(mm)
11
罗拉转速(r/min)
0.1
输棉风机转速(r/min)
1200
給棉机
机型:
FA046型振动棉箱給棉机
主要隔距
主要速度
角钉帘~均棉罗拉(mm)
20
输棉帘线速度(m/min)
14.6
角钉帘~剥棉打手(mm)
1
角钉帘线速度(m/min)
70
振动棉箱适中,振动板振幅(mm)
12
均棉罗拉转速(r/min)
272
剥棉打手速度(r/min)
429
开棉机
原料
机型
主要隔距
主要速度
产量
给棉罗拉~打手(mm)
打手~尘棒(mm)
尘棒~尘棒
给棉罗拉转速(r/min)
打手转速(r/min)
kg/(台/h)
进口
出口
进口
中间
出口
棉
FA106B
6
14
16
14
12,10
8
45
540
800
清棉机
原料
机型
主要隔距
主要速度
定额产量
天平罗拉~打手(mm)
打手~尘棒(mm)
尘棒~尘棒
天平罗拉转速(r/min)
风机转速(r/min)
综合打手转速(r/min)
棉卷罗拉转速(r/min)
kg/(台/h)
进口
出口
棉
FA141
9.5
8
18
7
20
1200
945
15.36
243.61
分析:
棉卷中索丝太多的原因
1、物料方面:
(1)籽棉含水过高。
棉纤维含水相这高,其刚性减弱,可挠性增强,易互相缠绕;
(2)空气相对湿度较大。
由于湿度大,籽棉易迅速吸水,含水升高。
2、操作方面:
(1)喂棉量过大喂轧不平衡;
(2)棉籽梳倾斜度太小,排籽不畅,造成籽棉卷太紧。
(3)喂棉不均匀,籽棉卷时松时紧。
3、安装与调试方面:
(1)锯筒与毛刷滚筒未啮合,锯筒上轧下的纤维未及时刷去,形成棉结和索丝,喂轧不平衡,造成籽棉卷太紧;
(2)锯筒与毛刷滚筒线速比偏低,刷棉不利,喂轧不平衡,造成籽棉卷太紧,锯筒缠花,形成索丝和棉结;(3)压力角、锯角过大,锯齿钩扯纤维时,纤维易卡在齿根内,毛刷滚筒不能顺利刷棉;(4)毛刷条磨损过重,刷棉效果较差。
4、机件规格与技术要求方面:
(1)锯筒上毛刺、钩齿太多,纤维易缠绕在锯筒上,形成索丝和棉结;
(2)锯片缺齿太多,在无锯齿处尾端的锯齿轧花时,一次钩花量太多,形成棉结和索丝;(3)输送设备有毛刺,不光滑,将成束纤维形成索丝和棉结;(4)毛刷滚筒不平衡,轴弯曲,刷棉不匀。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 开清棉 工艺 设计
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
世界十大污染城市.docx
-
铜电缆重量及重量计算公式59161.docx
-
四年级语文上册 专项复习 课外阅读归类训练 冀教版.docx
-
统计学复习资料解答.docx
-
市场营销第三五章测试题.docx
-
四年级综合实践活动教案下册.docx
-
投资理财的选择教案.docx
-
市容执法大队长述职报告.docx
-
苏教版1一年级数学下册全册教案设计.docx
-
图书馆志愿者管理制度.docx
-
市政工程实体质量检查表.docx
-
苏教版小学三年级乘除法竖式练习题一每日20题.docx
-
团体人身意外伤害保险附加险条款.docx
-
事业单位联考职业能力倾向测验A类全真模拟卷及答案1.docx
-
推荐关于土木工程工作报告热门范文五篇.docx
-
苏科版八年级数学上册《第1章 全等三角形和第2章 轴对称图形》.docx
-
室内设计概论教案.docx
-
塔吊搭拆及使用安全施工方案.docx
-
室外热力管道施工方案.docx
