 左右隔热垫潜在的失效模式.docx
左右隔热垫潜在的失效模式.docx
- 文档编号:25897166
- 上传时间:2023-06-16
- 格式:DOCX
- 页数:22
- 大小:18.18KB
左右隔热垫潜在的失效模式.docx
《左右隔热垫潜在的失效模式.docx》由会员分享,可在线阅读,更多相关《左右隔热垫潜在的失效模式.docx(22页珍藏版)》请在冰豆网上搜索。
左右隔热垫潜在的失效模式
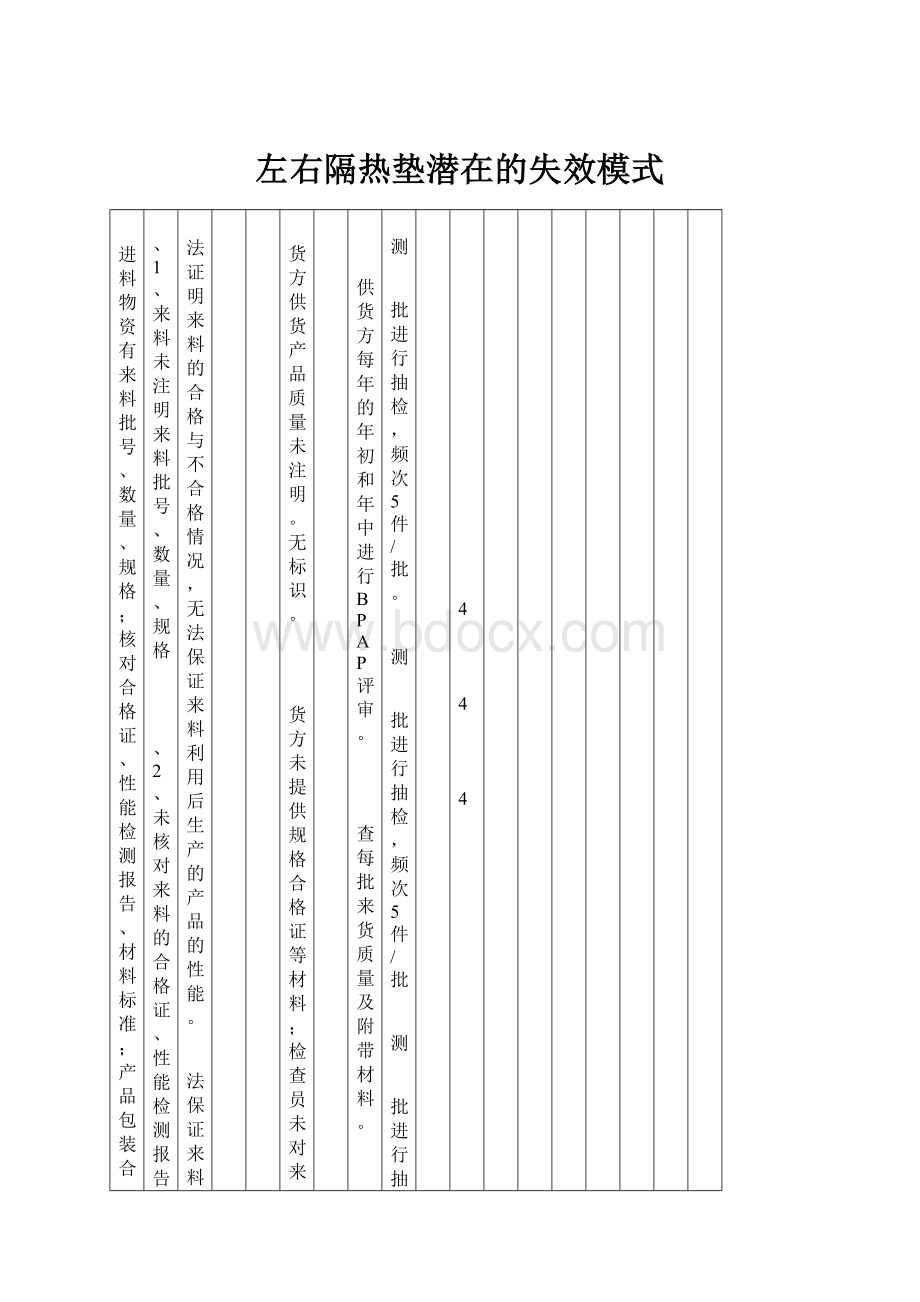
1进料物资有来料批号、数量、规格;核对合格证、性能检测报告、材料标准;产品包装合格并且所有物资均有标识。
1、1、来料未注明来料批号、数量、规格
1、2、未核对来料的合格证、性能检测报告、材料标准。
1、3、产品包装不合格,包装上未做出明显标识。
无法证明来料的合格与不合格情况,无法保证来料利用后生产的产品的性能。
无法保证来料是合格的,不能防止不合格产品入厂。
无法证明来料的合格与否,无法来料进行登记入帐。
7
7
7
供货方供货产品质量未注明。
无标识。
供货方未提供规格合格证等材料;检查员未对来料进行认真检验
供货方未提供规格合格证、标识等材料;检查员未对来料进行认真检验
2
2
2
对供货方每年的年初和年中进行BPAP评审。
检查每批来货质量及附带材料。
目测
每批进行抽检,频次5件/批。
目测
每批进行抽检,频次5件/批
目测
每批进行抽检,频次5件/批
1
1
1
14
14
14
2产品无磕碰划伤、无折断变形。
2、1未对来料按先后顺序登记入帐。
2、2保存环境状况不合乎材料保存环境的要求
2、3取放件时不能做到轻拿轻放,摆放不整齐,运输过程中不平稳,码放层数过多。
不能做到物资先入先出,无法保证材料性能不失效。
环境通风不好;潮湿、同化学产品同存一库。
产品造成磕碰划伤、折断变形,不能生产。
4
4
2
库管员未执行材料先入先出的库管原则。
库存环境与材料要求的储存环境不符。
取放件时不能做到轻拿轻放,摆放不整齐,运输过程中不平稳,码放层数过多。
7
7
4
库管员执行材料先入先出的库管原则。
改善库存环境。
采用转序车和人工搬运轻拿轻放。
目测、
台帐记录
目测
仪器。
目测
手检
1
1
1
28
28
8
责令库管员执行先入和先出的原则。
更换库存环境。
对库管员进行物资管理的业务培训。
改善库存环境。
更换存放地。
3用壁纸刀和裁衣剪子按下料样板(550*550mm)下料,下料尺寸合格,表面质量完好。
3、1下料尺寸不准确
3、2产品表面质量存在质量缺陷。
尺寸过大造成成本增加,尺寸过小无法使用;
表面有褶皱、疵点,不平整。
2
2
人工操作控制不严,铺料层数过多;检验量具卷尺、样板超差。
原材料存在质量问题;下料操作过程中人为造成。
2
4
采用下料样板下料;
一年一次检定检具。
每班生产前检查原材料质量;操作者技艺培训。
卷尺
样板
目测
目测
手检
1
1
4
8
4、采用人工絮棉的方法将将玻璃丝棉均匀絮棉,絮棉量一致,薄厚分布均匀,控制棉量定额不超0.153Kg/件。
3、3检查员未检查出产品质量
4、1产品有折断、变形、开裂。
4、2絮棉后厚度超差;
造成不合格品流入下道工序。
产品需要返工。
厚度超差装车困难,不能满足阻燃隔热作用。
2
4
7
检查员检查不及时、不彻底。
人工搬运过程中未轻拿轻放,有磕碰、划伤
絮棉量不一致,薄厚不均。
1
5
4
生产前、生产后和生产中多次检查。
用转序车和人工搬运轻拿轻放。
每日按定额发入原材料。
卷尺
样板
目测
台秤
目测
手检
卡尺
卷尺
卡尺
台秤
2
1
1
2
20
28
5、利用专用热压模具,控制模具温度,控制压制时间,保证压制成型后,产品厚度为5mm,表面无褶皱、无划伤、折断,粘接牢固,强度足够。
4、3检查员未检查出产品质量
5、1产品有磕碰划伤、折断、变形、开裂。
5、2压制后厚度超差;形线不清晰。
造成不合格品流入下道工序。
产品需要返工。
厚度超差装车困难,形线不清,无法保证压制质量。
2
3
8
检查员检查不及时、不彻底。
转序人工搬运过程中,取放件磕碰划伤,摆放不整齐、码放层数地过多造成。
模具间隙不合适,造成厚度超差。
模具压线位置不准、破损
1
3
4
生产前、生产后和生产中多次检查。
用转序车和人工搬运轻拿轻放。
产前和产中监测设备工装的运行状况。
卷尺
台秤
目测
目测
手检
目测
日常
设备点检记录
工装点检记录
2
1
1
2
9
32
每生产50000件,更新模具铁件和压形线装置。
每生产50000件,更新模具铁件和压形线装置。
5、利用专用热压模具,控制模具温度,控制压制时间,保证压制成型后,产品厚度为5mm,表面无褶皱、无划伤、折断,粘接牢固,强度足够。
5、3表面有褶皱污染,缺边、重叠。
5、4粘接不牢固,硬度不够。
不能阻燃、隔热,形线不清晰。
表面褶皱、污染,表面质量不好;
粘接不牢,
硬度不够。
2
7
压制过程中各层料未拉平抻紧,模具内有杂物。
上模压制温度大于170±10℃,下模温度大于250℃,温度过高,无纺布熔化,表面破损;
上模压制温度小于170±10℃,下模温度小于250℃温度过低,未充分熔化,粘接不牢。
3
5
铺料时抻平拉紧各层料;每30件清理模具表面一次。
采用温控仪控制模具温度。
目测
手检
目测
日常温控仪点检记录
手检
1
1
6
35
每生产50000件,更新模具内加热用电阻丝。
每生产50000件,更新模具内加热电阻丝。
5、利用专用热压模具,控制模具温度,控制压制时间,保证压制成型后,产品厚度为5mm,表面无褶皱、无划伤、折断,粘接牢固,强度足够。
5、4粘接不牢固,强度不够,不能阻燃隔热,形线不清晰。
粘接不牢,
硬度不够
7
压制时间大于25-35秒,时间过长,无纺布和玻璃丝棉过火,表面破损;
压制时间小于25-35秒,时间过短,玻璃丝棉内热熔胶、未充分熔化,不能充分成型定位,粘接不牢。
3
采用数显仪控制压压制时间。
目测
日常数显仪点检记录
手检
1
21
5、利用专用热压模具,控制模具温度,控制压制时间,保证压制成型后,产品厚度为5mm,表面无褶皱、无划伤、折断,粘接牢固,强度足够。
5、4粘接不牢固,强度不够。
不能阻燃隔热;压形线不清晰。
粘接不牢,
硬度不够
7
压制设备压制压力不稳定,压力过大,压制后,成型厚度小于5nn,硬度不够;压力过小,压制后,成型厚度大于5mm,硬度不够。
2
采用压力表控制压力机输入管道气体气压。
目测
日常压力表点检记录
手检
1
14
6、人工利用裁衣剪子按模具压力线将制件周边余料裁掉,保证裁边线整齐、流畅,位置准确,无毛刺飞边,无磕碰划伤,无折断变形,表面无污点、褶皱、开裂。
6、1产品有磕碰、划伤,折断变形,表面有污染
6、2裁边线不准确,有毛刺。
6、3产品周边有余料存在,裁剪线不流畅,不准确,存在毛刺。
制件需进行返工处理。
装配时困难或漏边;表面质量不好。
制件需进行返工处理,影响表面质量。
2
4
4
转序和运输过程中,车速不平稳,取放件磕碰划伤,摆放不整齐、码放层数地过多造成。
压制时模具周边压线位置不准;
人工裁边时位置控制不准造成。
4
2
2
用转序车和人工搬运轻拿轻放。
不合格件返回上工序返工
不合格返工
目测
手检
目测
卡尺
手检
目测
卡尺
手检
1
1
1
8
8
8
7、利用专用的相应冲孔模具,手持制件依次将相应装配孔冲出,冲孔后孔周边边线整齐、流畅,位置准确,无毛刺飞边;无磕碰划伤,无折断变形,表面无污点、褶皱,开裂。
7、1产品有磕碰、划伤,折断变形,表面有污染
7、2孔周边线不准确,有毛刺。
7、3产品周边有余料存在,孔边线不流畅,不准确,存在毛刺。
制件需进行返工处理。
装配时困难或漏边;表面质量不好。
制件需进行返工处理,影响表面质量。
2
7
4
转序和运输过程中,车速不平稳,取放件磕碰划伤,摆放不整齐、码放层数地过多造成。
压制时模具周边压线位置不准;
人工冲孔时位置控制不准造成。
4
2
3
用转序车和人工搬运轻拿轻放。
不合格件返回上工序返工
用专用模具;不合格返工
目测
手检
目测
手检
卡尺
目测
卡尺
手检
1
1
1
8
14
12
8、人工利用7号扁刷将汽车用851胶均匀地涂刷在制件的外形周边和各装配孔周边内,涂刷后,产品无磕碰、划伤、折断变形,褶皱;精修到位,无开裂、粘胶。
8、1产品磕碰划伤,折断变形,表面有污点,褶皱。
8、2精修不到位,产品周边开裂,制件表面有粘胶现象。
制件需进行返工处理
制件需进行返工处理
2
7
转序和运输过程中,车速不平稳,取放件磕碰划伤,摆放不整齐、码放层数地过多造成
产品在精修过程中操作者不精心,涂胶量不够或超量滴落。
4
2
用转序车和人工搬运轻拿轻放。
不合格件返工;
发现扁刷手光后即更换。
目测
手检
目测
手检
1
1
8
14
9、人工将制件用聚氯乙烯袋每50件一包装,用胶带封好。
包装后产品无磕碰、划伤、折断变形,褶皱;包装严密,无裸漏。
9、1产品磕碰划伤,折断变形,表面有污点,褶皱。
9、2包装不严密,产品裸漏在外,造成产品表面有灰尘。
制件需进行返工处理
制件需进行返工处理
2
2
转序和运输过程中,车速不平稳,取放件磕碰划伤,摆放不整齐、码放层数地过多造成
产品在包装过程中操作者不精心,包装袋尺寸小。
4
4
用转序车和人工搬运轻拿轻放。
不合格件返工
目测
手检
目测
手检
1
1
8
8
10、利用卡车合理摆放装车运输到装配车间,运输后,保证产品无磕碰、划伤、折断变形,褶皱;包装严密,无裸漏。
10、1产品磕碰划伤,折断变形,表面有污点,褶皱。
10、2包装不严密,产品裸漏在外,造成产品表面有灰尘。
制件需进行返工处理
制件需进行返工处理
7
4
转序和运输过程中,车速不平稳,车速超过40公里/小时;取放件磕碰划伤,摆放不整齐、码放层数地过多造成
产品在包装过程中操作者不精心,包装袋尺寸小。
1
2
用转序车和人工搬运轻拿轻放。
控制车速
不合格件返工
目测
手检
目测
手检
2
1
14
8


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 左右 隔热 潜在 失效 模式
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 容易写错用错的字词.docx
容易写错用错的字词.docx
-
榕江土地利用总体规划.docx
-
入股合同协议书.docx
-
入团照片背景.docx
-
三八先进事迹标题700字精选.docx
-
软件测试报告模板.docx
-
三好学生发言稿与三好学生演讲稿汇编.docx
-
入团申请书咋写.docx
-
三方协议解约证明模板.docx
-
三年级数学优秀说课稿范文五篇.docx
-
森林采伐作业规程精编版.docx
-
山东省建筑工程费用及其计算规则.docx
-
山东泰安市初中学业水平考试物理试题及参考答案图片.docx
-
陕西高考英语试题及答案完整版doc.docx
-
商品促销活动方案百种促销主题.docx
-
上半年稽查工作总结及下半年工作打算.docx
-
上海市嘉定区届高三高考一模物理试题解析版.docx
-
设备动力管理责任制度.docx
-
社区出纳述职报告.docx
-
深圳市建筑装饰工程消耗量标准.docx
-
生物产业开发及规划的调研.docx
-
生物医学动物实验研究论文.docx
-
十分钟队会活动方案记录.docx
-
石家庄地区药品经营企业质量负责人变更材料.docx
-
实习第一周工作总结精选.docx
-
实验诊断习题肝功能.docx
-
史上最强地产广告文案经典.docx
-
市场助理面试技巧.docx
-
试题一实验室制取二氧化碳状元堂.docx
-
首发安徽省宿州市埇桥区学年高一上学期期末考试英语试题.docx
-
输变电工程现行主要质量标准.docx
-
数据库原理复习0420.docx
-
站改第四步过渡施工方案0320.docx
-
学生社团建设与方案.docx
-
学习总结怎么写单位学习总结范文篇.docx
-
学校环境对中小学生学业成绩的影响.docx
-
学校疫情防控工作总结范文大全3篇.docx
-
浙江义乌初中毕业生学业考试科学试题.docx
-
岩芯鉴定和描述.docx
-
整理基层工商所行政执法现状剖析.docx
-
养护温度和龄期对混凝土强度影响的研究.docx
-
政治经济学练习题.docx
-
执业药师《中药学专业知识二》考试试题及答案.docx
-
一级建造师考试《机电工程》章节题焊接技术含答案.docx
-
一位中医的数年精华.docx
-
医疗器械使用质量管理自查表.docx
-
医药大健康产业园项目可行性研究报告编制大纲.docx
-
医院护理工作制度知识讲解.docx
-
中国十大环境优美城市.docx
-
彝良小学教师招聘考试真题及答案解析最新版.docx
-
以租金方式入股双方合作协议范本doc.docx
