 回转窑设计手册.doc
回转窑设计手册.doc
- 文档编号:2588877
- 上传时间:2022-11-02
- 格式:DOC
- 页数:10
- 大小:170KB
回转窑设计手册.doc
《回转窑设计手册.doc》由会员分享,可在线阅读,更多相关《回转窑设计手册.doc(10页珍藏版)》请在冰豆网上搜索。
回转窑的设计
一、窑型和长径比
1.窑型
所谓窑型是指筒体各段直径的变化。
按筒体形状有以下几种窑型:
(1)直筒型:
制造安装方便,物料在窑内移动速度较均匀一致,操作控制较易掌握,同时窑体砌造及维护较方便;
(2)热端扩大型:
加大单位时间内燃烧的燃料量及传热量,在原窑直径偏小的情况下,扩大热端将相应提高产量,适用于烧成温度高的物料;
(3)冷端扩大型:
便于安装热交换器,增大干燥受热面,加速料浆水分蒸发,降低热耗及细尘飞损,适用于处理蒸发量大、烘干困难的物料;
(4)两端扩大型(哑铃型):
中间的填充系数提高,使物料流动的机会减少,还可以节约部分钢材;还有单独扩大烧成带或分解带的“大肚窑”,这种窑型易挂窑皮,在干燥带及烧成带能力足够时,可以显著提高产量。
但这种窑型操作不便。
总之,不论扩大哪一带,必须保持预烧能力和烧结能力趋于平衡。
只有在生产窑上,经过生产实践和充分调查研究(包括必要的热工测定和计算),发现某一带确为热工上的薄弱环节,在这种特定条件下将该带扩大,才会得出较明显的效果。
目前国内外发展趋势仍以直筒型窑为主,而且尺寸向大型方面发展。
其他有色金属工业用回转窑(还原、挥发、硫化精矿焙烧、氯化焙烧、离析、烧结转化等)多采用较短的直筒窑。
2.长径比
要得长径比有两种表示方法:
一是筒体长度L与筒体公称直径D之比;另一是筒体长度L与窑的平均有效直径D均之比。
L/D便于计算,L/D均反映要的热工特点更加确切,为了区别起见,称L/D均为有效长径比。
窑的长径比是根据窑的用途、喂料方式及加热方法来确定的。
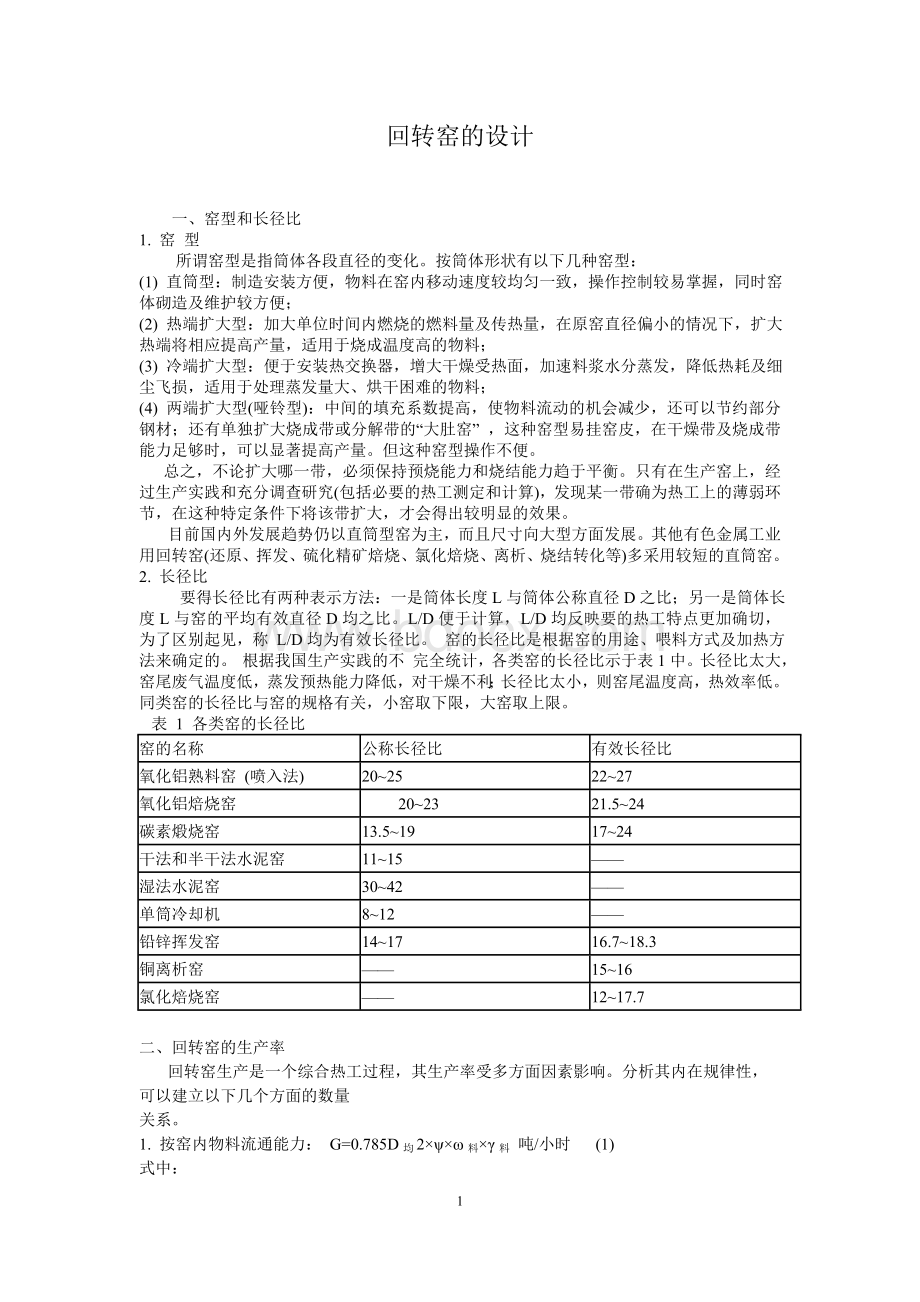
根据我国生产实践的不完全统计,各类窑的长径比示于表1中。
长径比太大,窑尾废气温度低,蒸发预热能力降低,对干燥不利;长径比太小,则窑尾温度高,热效率低。
同类窑的长径比与窑的规格有关,小窑取下限,大窑取上限。
表1各类窑的长径比
窑的名称
公称长径比
有效长径比
氧化铝熟料窑(喷入法)
20~25
22~27
氧化铝焙烧窑
20~23
21.5~24
碳素煅烧窑
13.5~19
17~24
干法和半干法水泥窑
11~15
——
湿法水泥窑
30~42
——
单筒冷却机
8~12
——
铅锌挥发窑
14~17
16.7~18.3
铜离析窑
——
15~16
氯化焙烧窑
——
12~17.7
二、回转窑的生产率
回转窑生产是一个综合热工过程,其生产率受多方面因素影响。
分析其内在规律性,
可以建立以下几个方面的数量
关系。
1.按窑内物料流通能力:
G=0.785D均2×ψ×ω料×γ料吨/小时
(1)
式中:
G——单位生产率,吨/小时; D均——窑的平均有效内径,米;
ψ——物料在窑内的平均填充系数,一般为0.04~0.12。
各类窑的填充系数见表2。
γ料——物料堆比重,吨/米;某些物料的堆比重见表3;
ω料——物料轴向移动速度,米/小时;其值取决于窑运转情况,可按式(12)、式(13)及式(14)计算或测定。
表2各类窑的平均填充系数
窑名称
平均填充系数ψ
铜离析窑
0.06~0.08
铅锌挥发窑
0.04~0.08
氧化焙烧窑
0.04~0.07
氯化焙烧窑
0.04~0.07
氧化铝熟料窑
0.06~0.08
氧化铝焙烧窑
0.06~0.08
表3某些物料的堆比重
物料名称
堆比重
锌浸出渣
1.6~1.65
锌浸出残渣与50%焦粉混合料
1.2~1.3
铅鼓风炉水碎渣与50%焦粉混合料
1.4~1.5
氯化铜矿
1.16
锌沸腾焙烧细尘
1.80
硫化镍精矿
1.6~1.8
硫化镍焙砂
1.2~2.0
氧化铝和干氢氧化铝
1.0
碱石灰铝土矿干生料
1.2
碱石灰铝土矿熟料
1.3~1.4
2.按物料反应时间
有些工艺过程要求物料有一定的高温持续时间,以完成物理化学反应。
若通过实验或生产实践得知物料必须在窑内停留的时间,则:
G=0.785×L/τ×D均2×ψ×γ料 吨/小时
(2)
式中:
L——窑长(或某带长度),米;τ——物料在窑内(或某带)停留时间,小时;其他符号同前。
3.按正常排烟能力
为了控制窑灰带出的循环量,往往选择一个适宜的窑尾排气速度范围。
G=2826×D均干2×ωt×(1-ψ干)/V0×(1+βt尾) 吨/小时(3)
式中:
V0——每吨产品的窑气量,标米3/吨;
t尾——烟气离窑温度,℃;
β——气体体积膨胀系数,β=1/273;
ωt——窑尾排气速度,m/s,一般3~8m/s;
ψ干——干燥带物料填充系数;
D均干——干燥带平均有效内径,米。
4.按供热能力
G=K×B×Q低×η/q料吨/小时(4)
式中:
B——燃料消耗量,公斤/小时或标米3/小时;
Q低——燃料低发热量,千卡/公斤或千卡/标米3;
K——系数,对铝厂用窑预热二次空气时,K=1.1~1.15;不预热时,K=1.0;
η——窑的热效率,一般为55~65%;
q料——每吨产品必须消耗的有效热,千卡/吨。
q料=(G干料+A)(q吸+C×t高+600w/100-w)×103千卡/吨
式中:
G干料——每公斤产品理论消耗干生料量(不包括水分),公斤/公斤;
A——每公斤产品不可返回的飞尘损失,公斤/公斤
q吸——每公斤产品吸热反应吸热量(除去放热反应放热量),千卡/公斤;
C×t高——将物料加热到最高温度(烧成带)所需物理热,千卡/公斤;
W——湿生料中所含水分,%。
5.按窑内传热能力:
G=∑Q÷q料 或 G=Qi÷[q料]i千卡/小时 (5)
式中:
∑Q——窑内各带对物料的总给热量,千卡/小时;
Qi——窑内某一工作带中对物料的传热量,千卡/小时;
q料——物料必须在窑内吸收的总有效热量,千卡/吨;
[q料]i——物料在某一工作带内必须吸收的有效热量,千卡/吨。
所谓有效热量指的是不考虑非生产性消耗和热损失的热量。
回转窑内传热过程比较复杂,各工作带内传热方式也不尽相同。
在干燥带,气体温度较低,传热以对流为主。
另外,窑壁及热交换装置对物料也有传导作用,因传导的计算较繁杂,而辐射的份量又不大,为简化计算,往往将两种热交换综合在对流给热系数之中,用一个经验公式表示:
Q干=α干×F干×Δt干式中:
α干——干燥带给热系数,千卡/米2.小时.℃,根据热交换装置类型不同,有各种经验公式,如在挂链条情况下:
(式中ω0为窑全断面的平均流速,Nm/S);F干——干燥带中总传热面积(窑的内衬表面+热交换装置总表面),m2;
Δt干——干燥带两端炉气与物料温度差的对数平均值,℃。
图1回转窑内传示意图
图2回转窑内壁示意图
其他带内,对物料裸露表面的传热可近似按火焰炉内传热公式计算;对与窑衬接砝的物料表面,窑衬表面将通过辐射与传导向物料传热,但随着窑衬温度升高及物料颗粒变粗(由粉料变成小球进而烧结成块),其间传导作用将越来越小,传热量按下式计算:
Qi=αΣ×Δt×F弦×C壁料[(T壁/100)4-(T料/100)4]×F弧
式中:
αΣ——综合给热系政,等于α对+α辐,千卡/米2.小时.℃;α对
——炉气对物料的对流给热系数,千卡/米2.小时.℃;
α辐——炉气及窑壁对物料的辐射给热系数,千卡/米2.小时.℃。
α辐=C气料壁[(T1/100)4-(T2/100)4]/t气-t料
式中:
C气料壁=4.88ε料(F壁/F弦+1-ε气)/[ε料+ε气(1-ε料)]1-ε气/ε气+F壁/F弦千米/小时式中:
ε料,ε气——物料及炉气的黑度;
F壁/F弦=π×D-L弧/L弦
Δt——该带内炉气与物料的平均温度差,℃,取始末两端温差的对数平均值:
Δt=Δt′-Δt″/ln(Δt′/Δt″)℃
其中:
Δt′、Δt″——始端及末端的气与料的温度差,℃;
当Δt′与Δt〃之值相差不大(不超过一倍)时,可用算术平均值,即:
Δt=1/2(Δt′+Δt″)℃式(7)中第二项系考虑窑衬遮蔽表面与接触物料弧形表面间的辐射(视为两平行表面组成的封闭体系),式中有关参数确定如下:
C壁料=4.88÷(1/ε壁+1/ε料-1)千卡/米2.小时.K4
式中:
ε壁——窑壁黑度;
另外T壁为窑衬遮蔽表面在该带内的平均温度,K;考虑到与物料接触过程中的温度降低,此值可近似取以下平均值:
T壁=1/2(T料+T′壁)其中未遮蔽的窑壁表面温度T壁可近似按火焰炉内炉墙表面温度公式确定:
式中符号意义及单位同前。
[附]F弦、F弧、F壁的计算:
①计算出各带的填充系数ψ:
ψ=4G÷(π×D2均×ω料×γ料) (a)
②计算物料填充的弓形面积:
f料=ψ×π×R2 (b)
③计算物料填充中心角θ:
因f料=0.5×R2×(π÷180θ-sinθ)
联解(b)、(c)两式得:
2π×ψ=π÷180θ-sinθ
参考弓形几何尺寸表,由f填÷R2之值可查出对应的θ值,其中间值可按试算逼近法求出。
④求弦长及弧长:
L弦=D均×sinθ/2 米;L弧=θ÷360×π×D均 米;L壁=π×D均 ×(1-θ÷360) 米
⑤求面积:
F弦=L弦×L带 m2;F弧=L弧×L带 m2;F壁=L壁×L带 m2;
式中L带为各相应带的窑长,米。
以上五个方面确立的生产率关系式是确定窑体尺寸、运转参数及操作条件的理论依据。
热工设计的任务就是综合五个方面的关系,合理确定各参数,使上述各式反映出的生产能力达到平衡(即设计的生产能力水平)。
生产中必然由于某一参数的波动或突破,引起原来平衡的破坏,再经过操作中对有关参数的调整,使达到新的水平上的平衡(实际生产能力)。
6.按经验公式
在计算窑的实际生产能力时,往往用一些具体化了的简化公式。
在具体条件相同时,这些简化公式能简明、准确地反映生产率与其中1~2个参数的关系。
(1)回转窑产能与筒体尺寸之间关系:
G=K×D1.5均×L 吨/小时
式中:
D均——窑的平均有效内径,米;L——窑的有效长度,米;
K——经验系数,受多方面因素的影响。
根据我国生产实践的统计,各类窑的数据列于表4中。
表4经验系数K


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 回转 设计 手册
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
最新100岁生日祝福语.docx
-
小学英语教学半期总结最新.docx
-
新人教版学年七年级语文上册第三单元知识点总结.docx
-
小学阶段掌握的近义词和反义词.docx
-
智慧树形势与政策答案.docx
-
箱包促销方案.docx
-
运动会班级解说词100字.docx
-
噪声常规监测标准和声环境质量标准样本.docx
-
哲学生活主观题集锦及哲学原理总结企业管理.docx
-
最新安宁市人民医院招聘药剂科中药岗位题库及答案打印版.docx
-
小学音乐教师春季工作计划5篇.docx
-
质保期服务承诺及维保方案97423.docx
-
校本课程三字经教案.docx
-
中班份工作总结.docx
-
新外研英语九年级上册 Unit 2 Repeat these three words daily reduce reuse and recycle优质课公开课教案.docx
-
项目部人员安全生产责任制.docx
-
现代农业农光互补光伏发电项目.docx
-
小学语文教师课外阅读教育随笔.docx
-
质量环境安全三体系检查表XXXX年新版.docx
