 合成纤维吊装带生产工艺.doc
合成纤维吊装带生产工艺.doc
- 文档编号:2588322
- 上传时间:2022-11-02
- 格式:DOC
- 页数:4
- 大小:74.50KB
合成纤维吊装带生产工艺.doc
《合成纤维吊装带生产工艺.doc》由会员分享,可在线阅读,更多相关《合成纤维吊装带生产工艺.doc(4页珍藏版)》请在冰豆网上搜索。
合成纤维吊装带生产工艺
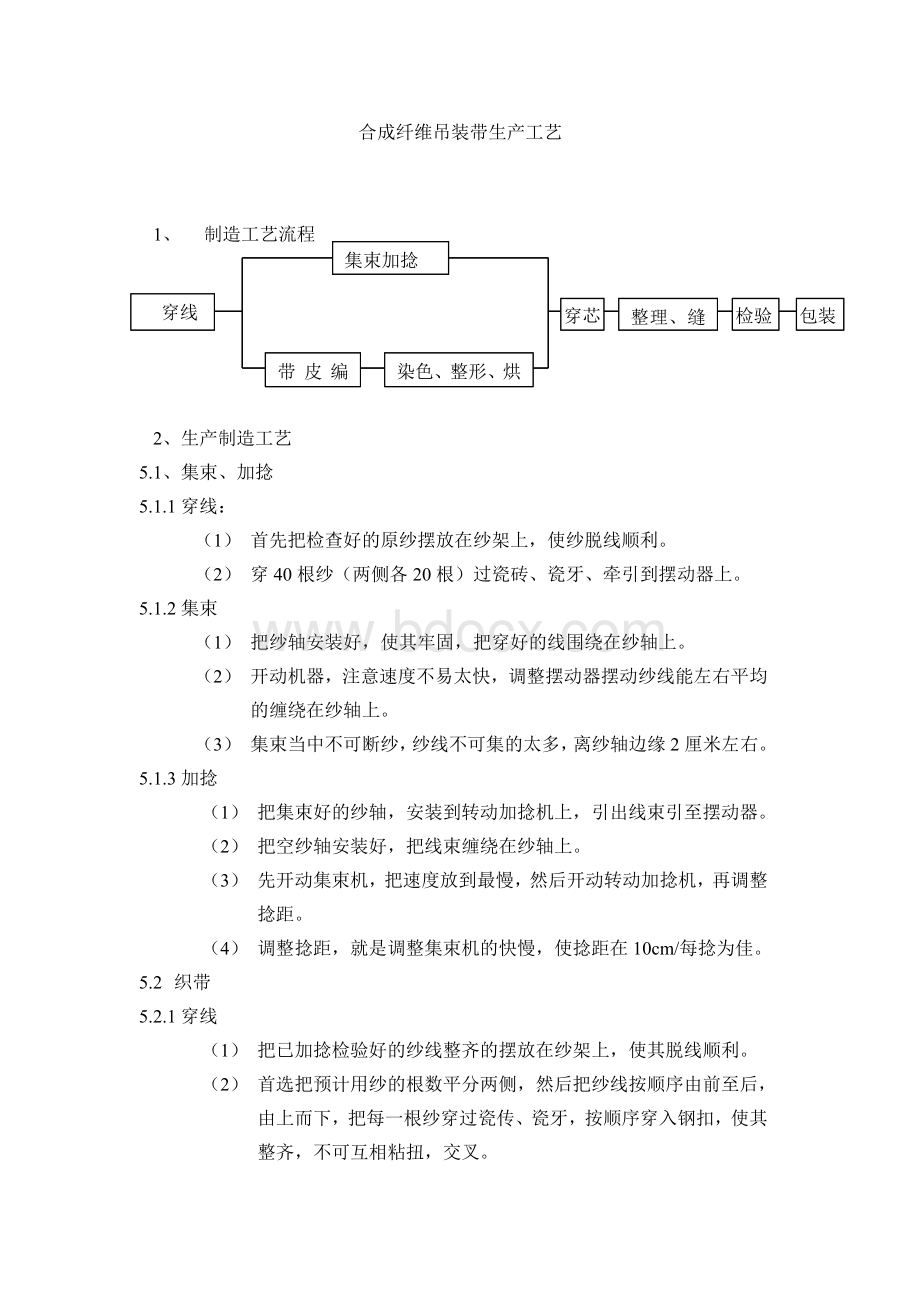
1、 穿线
集束加捻
带皮编织
染色、整形、烘干
穿芯
整理、缝合
检验
包装
穿线
集束加捻
带皮编织
染色、整形、烘干
穿芯
整理、缝合
检验
包装
制造工艺流程
2、生产制造工艺
5.1、集束、加捻
5.1.1穿线:
(1)首先把检查好的原纱摆放在纱架上,使纱脱线顺利。
(2)穿40根纱(两侧各20根)过瓷砖、瓷牙、牵引到摆动器上。
5.1.2集束
(1)把纱轴安装好,使其牢固,把穿好的线围绕在纱轴上。
(2)开动机器,注意速度不易太快,调整摆动器摆动纱线能左右平均的缠绕在纱轴上。
(3)集束当中不可断纱,纱线不可集的太多,离纱轴边缘2厘米左右。
5.1.3加捻
(1)把集束好的纱轴,安装到转动加捻机上,引出线束引至摆动器。
(2)把空纱轴安装好,把线束缠绕在纱轴上。
(3)先开动集束机,把速度放到最慢,然后开动转动加捻机,再调整捻距。
(4)调整捻距,就是调整集束机的快慢,使捻距在10cm/每捻为佳。
5.2织带
5.2.1穿线
(1)把已加捻检验好的纱线整齐的摆放在纱架上,使其脱线顺利。
(2)首选把预计用纱的根数平分两侧,然后把纱线按顺序由前至后,由上而下,把每一根纱穿过瓷传、瓷牙,按顺序穿入钢扣,使其整齐,不可互相粘扭,交叉。
(3)把穿好的纱线一上一下的顺序穿过四个隔离杆,一定要上下分清,不可交叉。
(4)把纱线从机头的右侧按顺序穿过棕框,注意穿芯时,一定要按棕框顺序先3框、4框、5框、6框,不要漏穿和交叉穿。
(5)把穿过棕框的纱线整理好,从机头右侧开始,按888888……888的顺序插入机头钢扣,每个棕框的纱一定按规定数量穿,不可多或少。
(6)最后用没有加捻的纱线按每侧4根、2轴从瓷传、瓷牙、钢扣到棕框,二组分别穿一框二框,然后把纱线穿入有捻线的钢扣最前一个和最后一个。
5.2.2织带
(1)把穿好的所有纱线编成辫卷入织带器中,检验设备准备织带。
(2)各种吨位的吊带皮的宽度,纱线数量如下表所示,将纬线从减震沟针上穿入在摆针,转动手轮,看纬线和锁边线是否能顺利钩在钩针上,然后点动织机,看送纬量大小一般根据织出的带皮宽、窄来定,宽为送纬量大、窄为送纬量小,如送纬偏大或偏小可调节送纬轮使其正常。
吨位
宽度(MM)
纱线数(根)
吨位
宽度(MM)
纱线数(根)
A型
B型
A型
B型
A型
B型
A型
B型
1T
45
55
160
176
5T
85
90
272
296
2T
55
65
192
216
8T
100
110
332
356
3T
65
70
232
248
10T
135
140
424
452
(3)在编好的带皮上人工喷刷产品油漆标致:
WLL:
(吨位数值)
5.3染色与整形
5.3.1工艺流程
(A)浸轧染液----------(B)预烘干燥------------(C)热熔固色------------(D)牵引落带
5.3.2工艺条件
(A)浸轧染液
(1)浸染方式:
一浸一轧
(2)40℃温水调制染液(不可过高,否则容易凝聚)。
(3)轧槽内染液量不易过多,随用随加。
(4)轧余率(带液率):
45%
(5)轧辊均匀性调整:
取白纸2张,复写纸1张,把复写纸夹在白纸中间,经上述调整好后用轧辊压轧,看白纸上复印的蓝色印痕是否均匀,微调轧辊两端的压力,使印痕均匀。
(B)预烘干燥
(1)预烘温度:
110℃(热风温度)
(2)预烘箱内带皮容量:
约17.5米
(3)预烘时间:
60秒(预烘箱内停留时间)
(4)预烘车速:
17.5米/每分钟。
(考虑到预烘、热熔、牵引三道工序为同步运行,所以车速必须一致,并且在同一范围内)
(C)热熔固色
(1)热熔温度:
180℃+10
(2)热熔箱内容带皮量:
约17.5米
(3)热熔时间:
240秒
(4)热熔车速:
4米/每分钟。
(热熔室内的带必须平整,不得打扭、打折)
(D)牵引落带:
检查染好的带皮的是否合格(带皮干燥、不粘手、掉色少)。
根据需要随时调整车速。
5.3.3染液的配置:
(1)估算染带所需染液数量,在染液槽内加入适量40℃以下清水。
(2)染料和胶按1:
2的比例倒入水中,并不断搅拌,直至染色合适。
5.3.4采用染料的规格型号:
吊带载荷(KC)
样本颜色
采用分散染料型号
1000
紫
分散紫E-2RL、E-BLN、E-4BNF均可
2000
绿
分散黄E-RGFL+分散蓝E-GFLN拼色
3000
黄
分散黄E-3GFL、E-RGFL均可
5000
红
分散红3B
8000
蓝
分散蓝E-GFLN、E-BL、E-2BL均可
12000
灰
分散灰N、3BR
20000
棕
福隆棕2BL
5.4穿芯
5.4.1准备工作
(1)首先把加捻好的经轴放在轴架上,一般穿芯用四轴。
(2)把穿芯机按所需吊装带长度调好尺寸,一般应超出固定长度5-20厘米,按吊带吨位来定。
5.4.2穿芯
(1)把带皮按所需长度下料,下料带皮应长出400-800mm。
(2)把四轴纱穿在牵引钢丝上,穿过带皮,卷入皮带轴内,把线头和进线端编辫连接,用胶布粘好。
(3)点动脚踏开关,按标准穿芯(标准如表)。
如发现带体紧绷,就应向前松,使其在不紧不松中穿芯、。
5.4.3整理、缝合
(1)把穿好的带子从头至尾整理平整,不可扭曲,把外带皮穿入另一端内,把带子封好。
(2)缝合长度应为200-300mm,缝合线应凹进表面,并进行回缝,带子丙端应留有5-10mm左右的边,千万不要贴边缝合。
(3)穿芯计数表
吨 位
股 数
圈 数
吨 位
股 数
圈 数
1T
2
8
8T
4
32
2T
4
8
10T
4
40
3T
4
12
12T
4
48
5T
4
20
15T
4
60
(4)穿芯时一定注意安全,手脚一定配合好,应避免手卷入皮带轴。
(5)吊装带上缝制产品标牌。
5.5检验、包装、入库
(1)依据“JB/T8521-1997”标准,按公司颁发的检验标准,对成品合成纤维吊装带进行检验,合格后包装入库。
(2)在包装好的产品包装内应放入产品“合格证”。
(3)吊装带的存放应避光、防潮、远离高温。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 合成纤维 吊装 生产工艺
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 保育笔记.doc
保育笔记.doc
-
北京地区成人学士学位英语统一考试真题及答案.docx
-
幼儿园外出活动安全应急预案.doc
-
形容词变副词规律.doc
-
新概念英语第一册阶段测试题(01--12).doc
-
中班幼儿发展分析报告.doc
-
新概念英语第一册Lesson1-20测试题.doc
-
幼儿园安全教育宣传稿2-3月份.doc
-
描写山水风光的古诗词.doc
-
大学英语B题库阅读四.doc
 幼儿园日常安全检查记录表.xls
幼儿园日常安全检查记录表.xls
-
汽车涂装术语中英文对照.xls
-
1993年全国高考数学试题.doc
-
-简谐运动的图像.doc
-
幼儿园教职工安全培训记录.wps
-
世界主要国家及首都对照表(中英文).doc
-
-渗透作用原理说课稿.doc
-
电大远程网络教育大学英语B统考题库真题.doc
-
2010年江苏省高考化学试卷及解析.doc
-
2012年辽宁省高考数学试卷(文科)答案与解析.doc
-
2006年全国化学竞赛初赛模拟试卷(02).doc
-
幼儿园一日常规检查记录表.xls
-
自考英语二教材课文讲义unit.docx
-
全国高等教育自学考试英语词汇学试题及答案.doc
-
18年高考真题理科数学(全国2卷).doc
-
2008高中化学竞赛初赛模拟试卷(11).doc
-
2012年6月福建省高中生物会考试题.doc
-
1989年全国高考数学文科.doc
-
1994年全国高考数学试题.doc
-
2011年浙江普通高中学业水平考试通用技术试卷及答案.doc
-
1997年全国高中学生化学竞赛(初赛)试题.doc
-
2011年辽宁省高考数学试卷(理科)答案与解析.doc
-
保险激励语28页.docx
-
消防工程投标书范本.docx
-
湘教版四年级上册语文教案.docx
-
水稳基层施工方案之欧阳化创编.docx
-
娱乐营销的涵义特点与运作策略.docx
-
辩论富有比贫穷更能暴露人性之恶之欧阳物创编.docx
-
最新销声匿迹销声匿迹的意思销声匿迹的近义词反义词销声匿迹是 精品.docx
-
北师大版六年级上册名称百分数的应用教案说课稿反思教案.docx
-
must的用法.docx
-
推拿手法.docx
-
高二语文核心考点专练语段综合运用.docx
-
ae实习报告3篇.docx
-
研究性学习案例.docx
-
初一历史上册中国古代史复习提纲.docx
-
必备年终工作总结七篇.docx
-
20XX高级会计师考试《案例分析》精选试题16第2页高级会计师考试doc.docx
-
蒲公英的功效与作用蒲公英的花语.docx
-
园林植物养护技术规1.docx
-
四年级综合实践活动教案新部编本.docx
