 机械工艺卡片.docx
机械工艺卡片.docx
- 文档编号:25874312
- 上传时间:2023-06-16
- 格式:DOCX
- 页数:13
- 大小:98.26KB
机械工艺卡片.docx
《机械工艺卡片.docx》由会员分享,可在线阅读,更多相关《机械工艺卡片.docx(13页珍藏版)》请在冰豆网上搜索。
机械工艺卡片
机械工艺卡片
普通车床加工工序卡
南昌大学
工程训练中心
普通车床加工工艺卡
产品型号
零件号
零件名称
件数
第1页
实训产品
0006
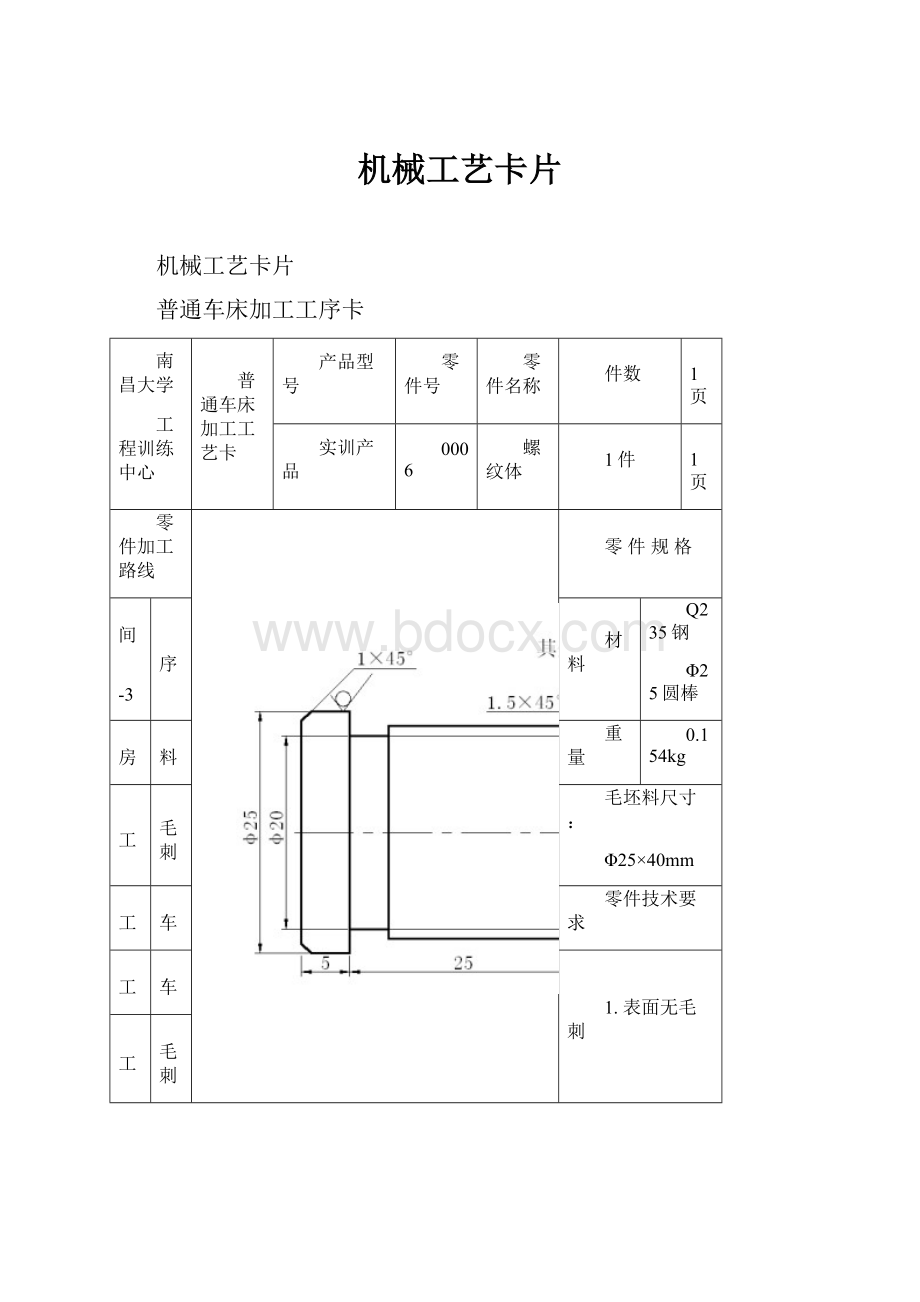
螺纹体
1件
共1页
零件加工路线
零件规格
车间
D-3
工序
材料
Q235钢
Φ25圆棒
库房
下料
重量
0.154kg
车工
去毛刺
毛坯料尺寸:
Φ25×40mm
车工
粗车
零件技术要求
车工
精车
1.表面无毛刺
车工
去毛刺
检验室
检验
序号
工步
名称
设备名称
设备
型号
工具编号
工具
名称
工序内容
单位工时
备注
1
找正夹紧
普通车床
CA6136
三爪卡盘、卡盘、刀架扳手等
夹持毛坯外圆伸出50找正夹紧
2min
2
车端面
45°弯头刀
车端面
2min
3
车外圆
90°外圆偏刀
车M22×1.5螺纹外圆至长度
2min
4
切槽
切槽刀
切4×Φ20槽
5min
5
车螺纹
60°三角螺纹刀
车M22×1.5螺纹
15min
6
车端面、切断
切断刀、
45°弯头刀
按总长切断,调头车端面倒角
10min
7
检验
0~150mm游标卡尺、0~25mm千分尺M22×1.5螺纹环规等
5min
编制
邹发金
审核
批准
会签
编制日期
2005.5
普通车床加工工艺卡
南昌大学
工程训练中心
普通车床加工工艺卡
产品型号
零件号
零件名称
件数
第1页
实训产品
CG002
球体
1件
共1页
零件加工路线
零件规格
车间
D-3
工序
材料
Q235钢Φ25圆棒
库房
下料
重量
0.14kg
车工
去毛刺
毛坯料尺寸:
Φ25×34mm
车工
粗车
零件技术要求
车工
精车
1.表面无毛刺
车工
去毛刺
检验室
检验
序号
工步
名称
设备名称
设备
型号
工具编号
工具
名称
工序内容
单位工时
备注
1
找正夹紧
普通车床
CA6136
三爪卡盘、卡盘、刀架扳手
夹持毛坯外圆伸出40找正夹紧
2min
2
划线
普通R圆弧刀、锉刀等
划线长分别为10、20、24处
2min
3
切槽
圆弧刀在20至24长位置上移动切槽至Φ8
5min
4
车球面
车前面R10,车后面R10
15min
R规R10
5
锉光切断
用锉刀锉光球面后到总长切断,去毛头
5min
6
检验
0~150mm游标卡尺
5min
编制
邹发金
审核
批准
会签
编制日期
2005.5
普通车床加工工艺卡
南昌大学
工程训练中心
普通车床加工工艺卡
产品型号
零件号
零件名称
件数
第1页
实训产品
CG003
销钉
1件
共1页
零件加工路线
零件规格
车间
D-3
工序
材料
Q235钢φ25圆棒
库房
下料
重量
0.173kg
车工
去毛刺
毛坯料尺寸:
φ25×45mm
车工
粗车
零件技术要求
车工
精车
1.表面无毛刺
车工
去毛刺
检验室
检验
序号
工步
名称
设备名称
设备
型号
工具编号
工具
名称
工序内容
单位工时
备注
1
找正夹紧
普通车床
CA6136
三爪卡盘、卡盘、刀架扳手等
夹持毛坯外圆伸出50找正夹紧
2min
2
车端面
45°弯头刀
车端面
5min
3
车外圆
90°外圆偏刀
车外圆φ24±0.15至长41。
车外圆φ17±0.15,至长32,车外圆φ12±0.1至长26
18min
4
倒角
切断
45°弯头刀切断刀
φ12±0.1处倒角1×45°后至41长切断
10min
5
车端面
45°弯头刀
调头:
车端面总长40。
倒角1×45°
5min
6
检验
0~150mm游标卡尺、0~25mm千分尺等
5min
编制
邹发金
审核
批准
会签
编制日期
2005.5
普通车床加工工艺卡
南昌大学
工程训练中心
普通车床加工工艺卡
产品型号
零件号
零件名称
件数
第1页
实训产品
CG005
轴套1
1件
共1页
零件加工路线
零件规格
车间
D-3
工序
材料
Q235钢Φ25圆棒
库房
下料
重量
0.15kg
车工
去毛刺
毛坯料尺寸:
Φ25×33mm
车工
粗车
零件技术要求
车工
精车
1.表面无毛刺
车工
去毛刺
检验室
检验
序号
工步
名称
设备名称
设备
型号
工具编号
工具
名称
工序内容
单位工时
备注
1
找正夹紧
普通车床
CA6136
三爪卡盘、卡盘、刀架扳手等
夹持毛坯外圆伸出50找正夹紧
2min
2
车端面、外圆
90°外圆偏刀、45°弯头刀
车端面、外圆Φ24±0.05至长31
5min
3
钻孔
中心钻Φ3,麻花钻Φ12
钻Φ12孔至长
31mm
10min
4
切断
切断刀
中心钻引孔,去毛头,切断至长31
5min
5
车端面
45°弯头刀
调头车端面长
30去毛头
5min
6
检验
0~150mm游标卡尺、0~25mm千分尺、塞规等
5min
编制
邹发金
审核
批准
会签
编制日期
2005.5
普通车床加工工艺卡
南昌大学
工程训练中心
普通车床加工工艺卡
产品型号
零件号
零件名称
件数
第1页
实训产品
CG005
轴套2
1件
共1页
零件加工路线
零件规格
车间
D-3
工序
材料
Q235钢Φ60×10厚管料
库房
下料
重量
0.32kg
车工
去毛刺
毛坯料尺寸:
φ60×28mm
车工
粗车
零件技术要求
车工
精车
1.表面无毛刺
车工
去毛刺
检验室
检验
序号
工步
名称
设备名称
设备
型号
工具编号
工具
名称
工序内容
单位工时
备注
1
找正夹紧
普通车床
CA6136
三爪卡盘、卡盘、刀架扳手等
夹持毛坯外圆伸出10找正夹紧
2min
2
车端面、镗孔
45°弯头刀45°通孔镗刀
车端面、镗孔φ46至长26
15min
3
车端面
45°弯头刀
调头车端面至长25去毛头
5min
4
检验
0~150mm游标卡尺、0~25mm千分尺、塞规等
5min
内径量表
编制
邹发金
审核
批准
会签
编制日期
2005.5
普通车床加工工艺卡
南昌大学
工程训练中心
普通车床加工工艺卡
产品型号
零件号
零件名称
件数
第1页
实训产品
CG001
锥体
1件
共1页
零件加工路线
零件规格
车间
D-3
工序
材料
Q235钢Φ25圆棒
库房
下料
重量
0.13kg
车工
去毛刺
毛坯料尺寸:
Φ25×33mm
车工
粗车
零件技术要求
车工
精车
1.表面无毛刺
车工
去毛刺
检验室
检验
序号
工步
名称
设备名称
设备
型号
工具编号
工具
名称
工序内容
单位工时
备注
1
找正夹紧
普通车床
CA6136
三爪卡盘、卡盘、刀架扳手等
夹持毛坯外圆伸出40找正夹紧
2min
2
车端面、外圆
45°弯头刀
90°外圆偏刀、
车端面,车大头Φ24至长28
5min
3
车锥面
活动扳手、90°外圆偏刀
转动小拖板准确角度车锥面至小头Φ16
10min
4
倒角
切断
切断刀
倒角后至总长切断
5min
5
检验
0~150mm游标卡尺等
5min
正弦规
编制
邹发金
审核
批准
会签
编制日期
2005.5
普通车床加工工序卡
南昌大学
工程训练中心
普通车床加工工艺卡
产品型号
零件号
零件名称
件数
第1页
实训产品
CG004
综合件
1件
共1页
零件加工路线
零件规格
车间
D-3
工序
材料
Q235钢Φ25圆棒
库房
下料
重量
0.25kg
车工
去毛刺
毛坯料尺寸:
Φ25×65mm
车工
粗车
零件技术要求
车工
精车
1.表面无毛刺
车工
去毛刺
检验室
检验
序号
工步
名称
设备名称
设备
型号
工具编号
工具
名称
工序内容
单位
工时
备注
1
找正夹紧
普通车床
CA6136
三爪卡盘、卡盘、刀架扳手等
夹持毛坯外圆伸出70找正夹紧
2min
2
车端面、车外圆
活动扳手、90°外圆偏刀、45°弯头刀
车端面,车外圆Φ24-0.039,螺纹外圆,锥体大头外圆,至各长度
15min
3
切槽
切槽刀
切4
(2)×Φ18槽
5min
4
车锥面
90°外圆偏刀、45°弯头刀
转动小拖扳车锥面,倒角去毛头
10min
5
车螺纹
60°三角螺纹刀
车M22×1.5螺纹
15min
6
钻孔
麻花钻Φ12
钻Φ12孔
10min
7
切断车R12
切断刀,R圆弧刀、锉刀
切断后调头:
垫铜片夹持Φ24-0.039外圆找正,车R12至总长尺寸。
锉光
10min
8
检验
0~150mm游标卡尺0~25mm千分尺尺规M22×1.5螺纹环规等
5min
螺纹千分尺三针量棒
编制
邹发金
审核
批准
会签
编制日期
2005.5


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械 工艺 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 容易写错用错的字词.docx
容易写错用错的字词.docx
-
榕江土地利用总体规划.docx
-
入股合同协议书.docx
-
入团照片背景.docx
-
三八先进事迹标题700字精选.docx
-
软件测试报告模板.docx
-
三好学生发言稿与三好学生演讲稿汇编.docx
-
入团申请书咋写.docx
-
三方协议解约证明模板.docx
-
三年级数学优秀说课稿范文五篇.docx
-
森林采伐作业规程精编版.docx
-
山东省建筑工程费用及其计算规则.docx
-
山东泰安市初中学业水平考试物理试题及参考答案图片.docx
-
陕西高考英语试题及答案完整版doc.docx
-
商品促销活动方案百种促销主题.docx
-
上半年稽查工作总结及下半年工作打算.docx
-
上海市嘉定区届高三高考一模物理试题解析版.docx
-
设备动力管理责任制度.docx
-
社区出纳述职报告.docx
-
深圳市建筑装饰工程消耗量标准.docx
-
生物产业开发及规划的调研.docx
-
生物医学动物实验研究论文.docx
-
十分钟队会活动方案记录.docx
-
石家庄地区药品经营企业质量负责人变更材料.docx
-
实习第一周工作总结精选.docx
-
实验诊断习题肝功能.docx
-
史上最强地产广告文案经典.docx
-
市场助理面试技巧.docx
-
试题一实验室制取二氧化碳状元堂.docx
-
首发安徽省宿州市埇桥区学年高一上学期期末考试英语试题.docx
-
输变电工程现行主要质量标准.docx
-
数据库原理复习0420.docx
-
学校公共卫生相关管理规章制度样本Word下载.docx
-
心内科常用技术操作规程样本Word格式.docx
-
浙江信息技术 学考总复习 知识点总结Word格式文档下载.docx
-
胰岛素抵抗Word文件下载.docx
-
一年级上册20以内口算练习题1Word格式.docx
-
五年级上册语文复习教案文档格式.docx
-
整理电缆规格对照表电缆重量对照表180mm2电缆重量docWord格式文档下载.docx
-
幼儿园国旗下讲话文档4篇Word文件下载.docx
-
精选网络神探安装及设置Word文件下载.docx
-
学年3用样本的数字特征估计总体的数字特征课时作业Word格式.docx
-
开业庆典上的致辞精选多篇Word下载.docx
-
学年泉州市名校语文高一上5份合集期末经典模拟试题Word文档格式.docx
-
人教版小学数学三年级下册第五单元面积评估卷B卷Word格式文档下载.docx
-
新目标Go for it版初中英语八年级上册Unit 5 Do you want to watch a game show 单元练习A卷Word文档下载推荐.docx
-
科教版小学科学三级下册《蚕长大了》同步练习题含答案Word格式.docx
-
学院对毕业生的评语及就业推荐意见100条Word文档下载推荐.docx
-
人力资源部工作总结内容文档格式.docx
-
新版人教版一年级上册语文第一单元教案最新修订Word文档格式.docx
-
客服工作职责Word文件下载.docx
