 大齿轮透盖加工工艺工序过程.docx
大齿轮透盖加工工艺工序过程.docx
- 文档编号:25731796
- 上传时间:2023-06-12
- 格式:DOCX
- 页数:19
- 大小:57.16KB
大齿轮透盖加工工艺工序过程.docx
《大齿轮透盖加工工艺工序过程.docx》由会员分享,可在线阅读,更多相关《大齿轮透盖加工工艺工序过程.docx(19页珍藏版)》请在冰豆网上搜索。
大齿轮透盖加工工艺工序过程
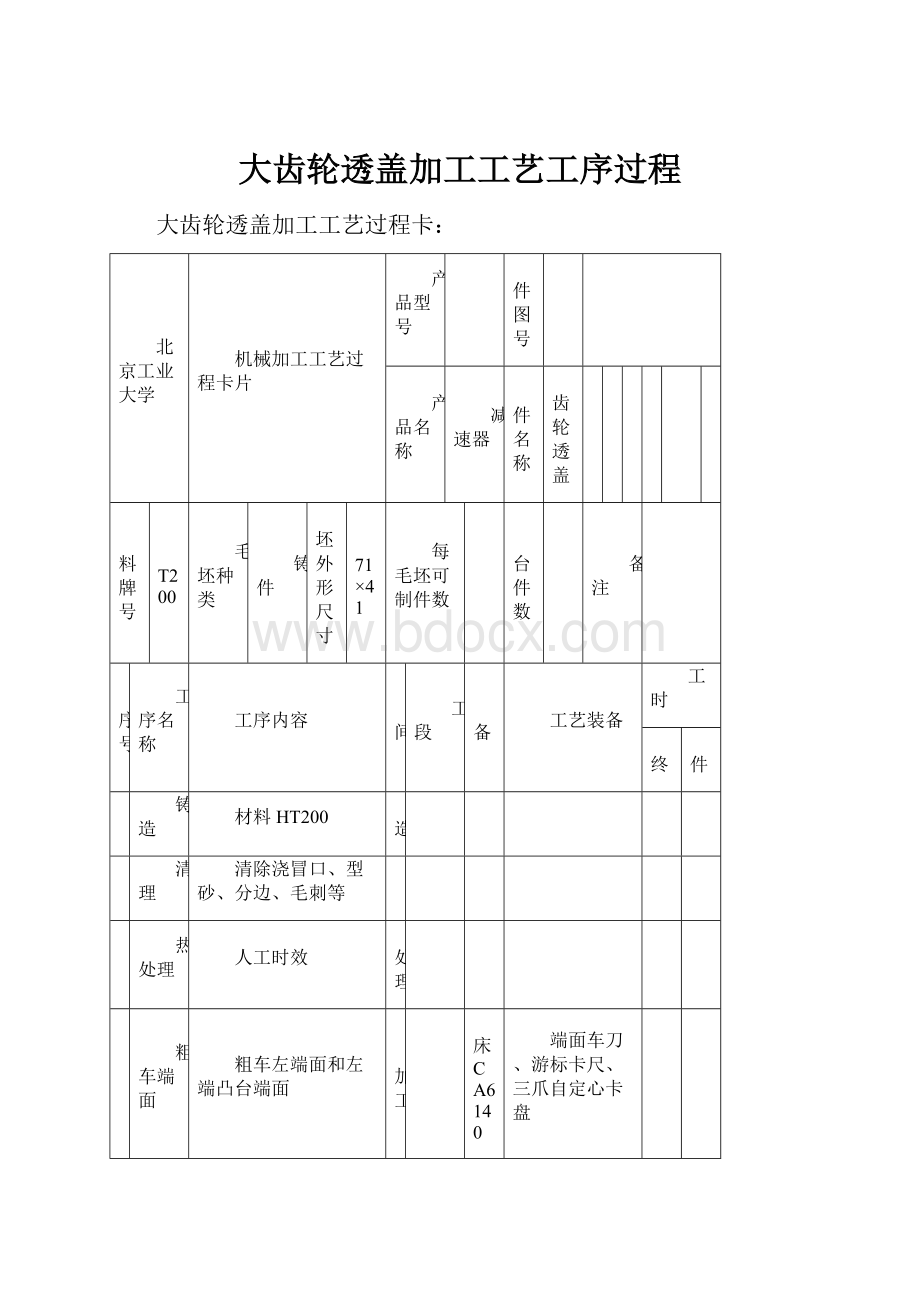
大齿轮透盖加工工艺过程卡:
北京工业大学
机械加工工艺过程卡片
产品型号
零件图号
产品名称
减速器
零件名称
大齿轮透盖
共
1
页
第
1
页
材料牌号
HT200
毛坯种类
铸件
毛坯外形尺寸
Φ71×41
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
1
铸造
材料HT200
铸造
2
清理
清除浇冒口、型砂、分边、毛刺等
3
热处理
人工时效
热处理
4
粗车端面
粗车左端面和左端凸台端面
机加工
车床CA6140
端面车刀、游标卡尺、三爪自定心卡盘
5
粗车内、外圆
粗车Φ45外圆面、锥度圆面和Φ25轴孔内圆面
机加工
车床CA6140
内、外圆车刀、游标卡尺、三爪自定心卡盘
6
热处理
调质处理后表面硬度HBS220-240
热处理
7
半精车凸台、轴孔内圆面
半精车凸台、Φ25轴孔内圆面
机加工
车床CA6140
内、外圆车刀、游标卡尺、三爪自定心卡盘
8
半精车端面
半精车左端面,左端凸台端
机加工
车床CA6140
端面车刀、游标卡尺、三爪自定心卡盘
9
粗车内槽
粗车Φ39内槽,Ra6.3
机加工
车床CA6140
内切槽刀、游标卡尺、三爪自定心卡盘
10
粗车端面
粗车右端面去除余量1.5mm
机加工
车床CA6140
端面车刀、游标卡尺、三爪自定心卡盘
11
粗车外圆
粗车Φ68外圆面,Ra6.3
机加工
车床CA6140
外圆车刀、游标卡尺、三爪自定心卡盘
12
钻、扩孔
钻孔至φ4,扩孔至φ5,Ra6.3
机加工
钻床Z5725A
麻花钻、扩孔钻、游标卡尺、三爪自定心卡盘
13
铣缺口
铣去外圆面2.4mm
机加工
铣床X6030
虎台钳、游标卡尺
14
去毛刺
去毛刺
钳工台
平挫
15
清洗
清洗机
三爪自定心卡盘
16
终检
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
大齿轮透盖加工工序卡:
北京工业大学
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
大齿轮透盖
共
页
第
页
车间
工序号
工序名称
材料牌号
机加工
4
车端面
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ71×41
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
粗车左端大端面见平,去除毛坯余量1.5mm
45°硬质合金端面车刀
600
70
0.2
1.5
1
02
粗车左端凸台端面,去除毛坯余量1.5mm
45°硬质合金端面车刀
600
70
0.2
1.5
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
北京工业大学
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
大齿轮透盖
共
页
第
页
车间
工序号
工序名称
材料牌号
机加工
5
粗车内、外圆
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ71×41
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
粗车凸台外圆Φ47
93度硬质合外圆金刀
600
70
0.3
0.75
2
02
粗车锥度内孔至尺寸
93度硬质合内圆金刀
600
70
0.3
1.5
1
03
粗车轴孔内圆面至Φ27
93度硬质合内圆金刀
600
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
北京工业大学
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
大齿轮透盖
共
页
第
页
车间
工序号
工序名称
材料牌号
机加工
7
半精车外圆、轴孔
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ71×41
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
半精车轴孔内圆面至Φ25
93度硬质合内圆金刀
800
90
0.1
0.7
1
02
半精车凸台外圆至Φ45
93度硬质合外圆金刀
800
90
0.1
0.7
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
北京工业大学
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
大齿轮透盖
共
页
第
页
车间
工序号
工序名称
材料牌号
机加工
8
半精车左端面
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ71×41
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
半精车左端面,保证精度Ra=3.2
45°硬质合金端面车刀
800
90
0.1
0.6
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
北京工业大学
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
大齿轮透盖
共
页
第
页
车间
工序号
工序名称
材料牌号
机加工
9
车内槽
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ71×41
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
粗车Φ39内槽,保证精度Ra6.3
硬质合金内切槽刀
600
70
0.3
1
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
北京工业大学
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
大齿轮透盖
共
页
第
页
车间
工序号
工序名称
材料牌号
机加工
10
车端面
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ71×41
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
粗车右端凸台端面,去除毛坯余量1.5mm
45°硬质合金端面车刀
800
90
0.1
0.6
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
北京工业大学
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
大齿轮透盖
共
页
第
页
车间
工序号
工序名称
材料牌号
机加工
11
车外圆
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ71×41
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA6140
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
掉头,夹住凸台
三爪自定心卡盘
02
车右端面至Φ68
93度硬质合外圆金刀
600
70
0.3
0.75
2
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
北京工业大学
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
大齿轮透盖
共
页
第
页
车间
工序号
工序名称
材料牌号
机加工
12
钻、扩孔
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ71×41
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
Z5725A
1
夹具编号
夹具名称
切削液
三爪自定心卡盘
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
画十字线,画均布Φ6孔线,按线找正
02
钻通孔9×Φ4
高速钢麻花钻
272
15.4
0.22
5.2
1
03
扩通孔9×Φ5
高速钢扩孔钻
300
25
0..2
1.8
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
北京工业大学
机械加工工序卡片
产品型号
零件图号
产品名称
减速器
零件名称
大齿轮透盖
共
页
第
页
车间
工序号
工序名称
材料牌号
机加工
13
铣外圆面
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
Φ71×41
1
1
设备名称
设备型号
设备编号
同时加工件数
立式钻床
X6030
1
夹具编号
夹具名称
切削液
台虎钳
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
01
铣去外圆面2.4mm
面铣刀
300
80
0.2
0.8
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 齿轮 加工 工艺 工序 过程
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 容易写错用错的字词.docx
容易写错用错的字词.docx
-
榕江土地利用总体规划.docx
-
入股合同协议书.docx
-
入团照片背景.docx
-
三八先进事迹标题700字精选.docx
-
软件测试报告模板.docx
-
三好学生发言稿与三好学生演讲稿汇编.docx
-
入团申请书咋写.docx
-
三方协议解约证明模板.docx
-
三年级数学优秀说课稿范文五篇.docx
-
森林采伐作业规程精编版.docx
-
山东省建筑工程费用及其计算规则.docx
-
山东泰安市初中学业水平考试物理试题及参考答案图片.docx
-
陕西高考英语试题及答案完整版doc.docx
-
商品促销活动方案百种促销主题.docx
-
上半年稽查工作总结及下半年工作打算.docx
-
上海市嘉定区届高三高考一模物理试题解析版.docx
-
设备动力管理责任制度.docx
-
社区出纳述职报告.docx
-
深圳市建筑装饰工程消耗量标准.docx
-
生物产业开发及规划的调研.docx
-
生物医学动物实验研究论文.docx
-
十分钟队会活动方案记录.docx
-
石家庄地区药品经营企业质量负责人变更材料.docx
-
实习第一周工作总结精选.docx
-
实验诊断习题肝功能.docx
-
史上最强地产广告文案经典.docx
-
市场助理面试技巧.docx
-
试题一实验室制取二氧化碳状元堂.docx
-
首发安徽省宿州市埇桥区学年高一上学期期末考试英语试题.docx
-
输变电工程现行主要质量标准.docx
-
数据库原理复习0420.docx
-
2021年派出所所长教育整顿个人对照检查自查报告和政法队伍整顿教育活动心得感悟范文.docx
-
公差配合与技术测量一体化教案.doc
-
四川省课程申报表高职高专工程机械液压系统检测与调试.doc
-
2021年个人队伍教育整顿心得体会和政法队伍教育整顿个人对照检查材料范文.docx
-
幼儿园大班下学期年段工作总结与幼儿园大班下学期教师个人工作总结汇编.docx
-
响应面法优化超声波环境中壳聚糖的降解性研究毕业设计论文 精品.docx
-
最新整理某村镇供水工程施工组织设计方案doc.docx
-
高中生社会实践心得体会.docx
-
制冷设备简答题答案.doc
-
2021年政法队伍教育整顿教育心得和全面开展政法队伍教育整顿活动个人心得体会稿范文.docx
-
小学五年级语文课外阅读课教案汇编.docx
-
2021年“我为群众办实事”教育实践活动方案两套稿合编.docx
-
消化内分泌系统复习资料.docx
-
2021年公安支部书记教育整顿个人对照检查材料和政法队伍教育整顿心得体会范文.docx
-
动态称重系统项目报告(=计量=).doc
-
结构化学第五章习题.docx
-
华南理工大学2004年交通工程考研试卷.doc
-
小朋友重阳节致词.docx
-
语文写作教学中人文精神培养.docx
