 最新电阻焊作业题答案及复习要点 1.docx
最新电阻焊作业题答案及复习要点 1.docx
- 文档编号:25604110
- 上传时间:2023-06-10
- 格式:DOCX
- 页数:11
- 大小:27.77KB
最新电阻焊作业题答案及复习要点 1.docx
《最新电阻焊作业题答案及复习要点 1.docx》由会员分享,可在线阅读,更多相关《最新电阻焊作业题答案及复习要点 1.docx(11页珍藏版)》请在冰豆网上搜索。
最新电阻焊作业题答案及复习要点1
电阻焊作业答案及复习要点
1、分析点焊电阻组成及作用。
(本题不够完善)
点焊的电阻R是由两焊件本身电阻Rw、它们之间的接触电阻Rc、电极与焊件之间的接触电阻Rew组成。
接触电阻Rc:
1)降低电极寿命,甚至会使电极和焊件表面烧坏
2)在工件间有一定的受预热作用,在焊接过程中变化很大,通常都应控制其大小。
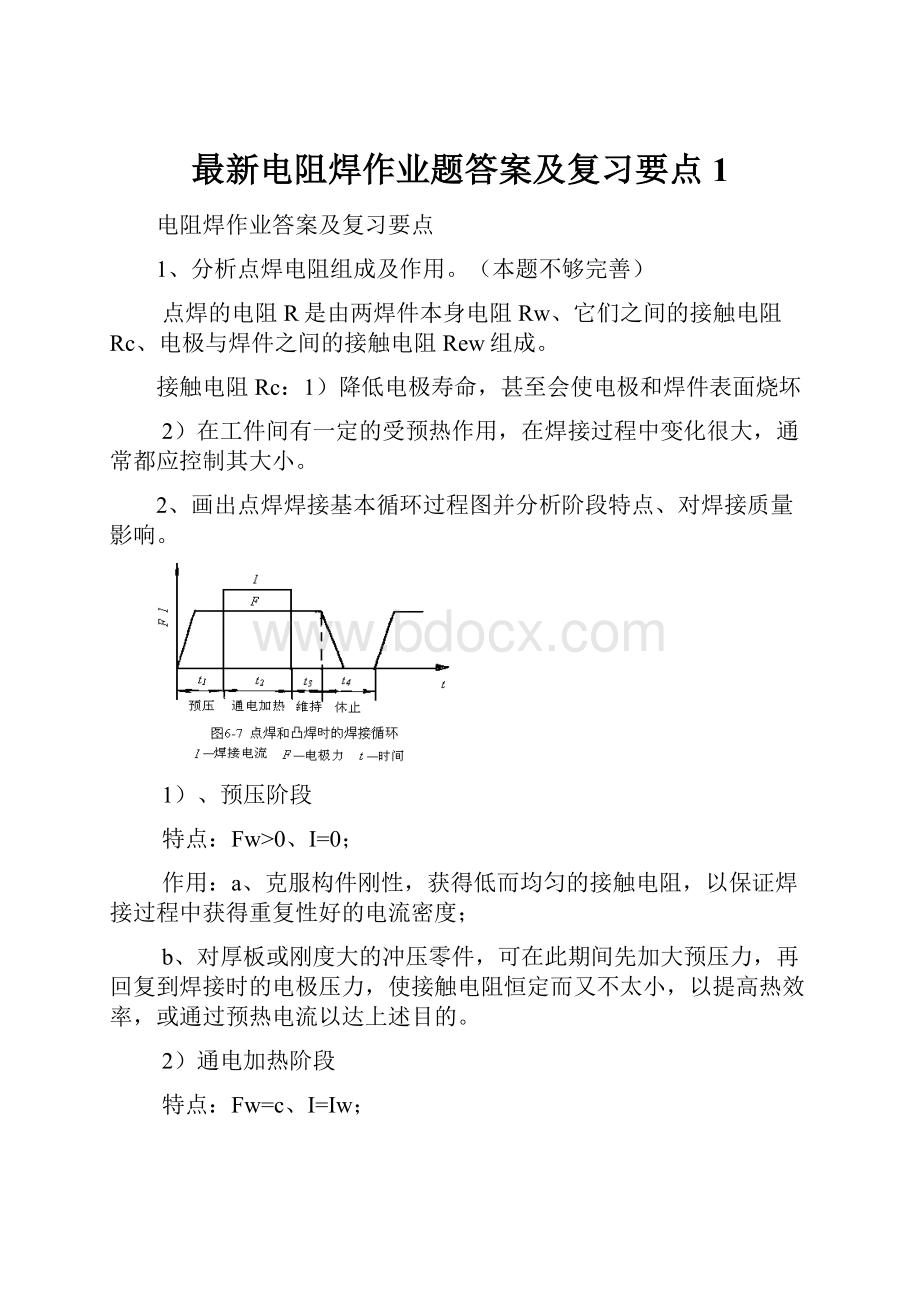
2、画出点焊焊接基本循环过程图并分析阶段特点、对焊接质量影响。
1)、预压阶段
特点:
Fw>0、I=0;
作用:
a、克服构件刚性,获得低而均匀的接触电阻,以保证焊接过程中获得重复性好的电流密度;
b、对厚板或刚度大的冲压零件,可在此期间先加大预压力,再回复到焊接时的电极压力,使接触电阻恒定而又不太小,以提高热效率,或通过预热电流以达上述目的。
2)通电加热阶段
特点:
Fw=c、I=Iw;
作用:
焊件加热熔化形成熔核;焊接电流可基本不变,亦可逐渐上升或阶段上升。
此阶段是焊接循环中的关键。
3)维持阶段
特点:
Fw>0、I=0;
作用:
熔核体积小,夹持在水冷电极间,冷速高,如无外力维持,将产生三向拉应力,极易产生缩孔、裂纹等缺陷;
4)休止阶段
特点:
Fw=0、I=0;
作用:
恢复到起始状态所必须的工艺时间;
3、点焊焊接参数有哪些?
分析点焊规范参数与接头质量之间关系。
1)焊接电流I:
焊接电流对产热的影响比电阻和通电时间大,它是平方正比关系,因此是必须严格控制的重要参数。
2)通电时间:
焊接时间对接头性能的影响与焊接电流相似。
3)电极压力:
过小时,会造成因电流密度过大,而引起加热速度增大而产生喷溅;电极压力过大时将使焊接区总电阻和电流密度均减小,焊接散热增加,熔核尺寸下降,接头性能降低。
4)电极形状及其材料
a、电极的接触面积决定着电流密度和熔核的大小,
b、电极材料的电阻率和导热性关系着热量的产生和散失。
c、电极必须有合适的强度和硬度,不至于在反复加压过程中发生变形和损耗,使接触面积加大,接头强度下降。
d、电极头端面尺寸增加,焊接区电流密度减小,散热增强导致熔核尺寸减小,接头承载能力降低。
5)焊件表面状况:
焊件表面上带有氧化物、铁锈或其他杂质等不均匀覆层时,会因接触电阻的不一致,各个焊点产生的热量就会大小不一致,引起焊接质量的波动。
4、不等厚或不同材料点焊时熔核偏移的原因及其克服熔核偏移的措施有哪些?
1)概念:
在焊接不同厚度或不同材料时,因薄板或导热性好的材料,吸热少,而散热快,导致熔核偏向厚板或导热差的材料的现象称为熔核偏移
2)熔核偏移的原因:
熔核偏移是由两工件产热和散热条件不相同引起的。
厚度不等时,厚件一边电阻大、交界面离电极远,故产热多而散热少,致使熔核偏向厚件;材料不同时,导电、导热性差的材料产热易散热难,故熔核也偏向这种材料。
3)防止措施:
A、采用硬规范B、采用不同的电极C、在薄件上附加工艺垫片D、进行凸焊或环焊
5、什么是硬规范和软规范,硬规范有哪些特点,主要用于哪些金属材料的点焊。
1)大电流和短时间——强条件(硬规范)焊接;
软规范特点:
加热平稳,焊接质量对规范参数波动敏感性低,焊点强度稳定性好;
温度场分布平稳,塑性区宽,压力作用下接头缩孔、裂纹倾向小,但易变形;
有淬硬倾向的材料,接头冷裂倾向小;
设备容量小,控制精度不高,设备价格便宜;
焊点压痕深,接头变形达,表面质量差;
电极磨损快,生产效率低,能耗大。
2)小电流和长时间——弱条件(软规范)焊接。
硬规范特点与软规范相反
1、分析闪光对焊接头质量比电阻对焊好的原因。
闪光对焊的闪光阶段对接头处有保护作用,在一定程度上避免了材料的氧化,提高了焊接质量;顶锻阶段又将闪光阶段氧化了的金属排挤到毛刺中,并促进焊缝再结晶过程。
2、常用的电阻焊接头破坏性检验的方法有哪些,可检验哪些缺陷。
1)撕破检验:
对点、缝焊件进行剥离、旋铰、扭转和压缩,可获焊点直径、焊缝宽度、强度,在断口上观察气孔、内喷溅等。
2)低倍检验:
对点、缝焊件低倍磨片腐蚀,10~20倍放大镜观察熔核直径、焊缝宽度和重叠率,观察气孔、缩孔、喷溅和内部裂纹。
3)金相检验:
对点、缝、对焊件均可采用,了解金相组织变化,观察裂纹、未焊透、气孔、夹杂等几乎所有内部缺陷。
4)断口分析:
基本同金相检验,用扫描电子显微镜。
5)力学性能实验:
鉴定接头的强度、塑性和韧性。
见P173表7-8
3、简述电极在点焊过程中的作用及材料性能要求。
电极作用:
(1)向焊接区传输电流;
(2)向焊接区传递压力;(3)导散焊接表面及焊接区的部分热量;(4)调节和控制电阻焊加热过程中的热平衡;(5)将工件定位、加持于适当位置。
对电极材料要求:
(1)有足够的高温硬度与强度,再结晶温度高;
(2)有高的抗氧化能力并与焊件材料形成合金的倾向小;(3)在常温和高温都有合适的导电、导热性;(4)具有良好的加工性能。
4、什么是闪光对焊,闪光对焊中闪光阶段的作用有哪些?
闪光对焊:
焊件装配成对焊接接头,接通电源,并使其端面逐渐移近达到局部接触,利用电阻热加热这些接触点(产生闪光),使其端面金属熔化,直至焊件端部在一定深度范围内达到预定的温度时,迅速施加顶锻力完成焊接的方法。
闪光阶段的作用
A、加热焊件,热源主要来源于液体过梁的电阻热以及过梁爆破时部分金属液滴喷射在对口端面上所带来的热量;
B、烧掉焊件端面上的赃物和不平,降低对焊前端面的准备要求;
C、液体过梁爆破时产生金属蒸汽及气体(CO、CO2等)减少空气对对口间隙的侵入,形成自保护;同时,金属蒸汽及液滴被强烈氧化而减小了气体介质中氧的分压;
D、闪光后期在端面上形成的液体金属层,为顶锻时排除氧化物和过热金属提供有利条件。
点焊重点:
1、焊件间接触电阻Rc+2Rew(点焊电极压力下所测定的接触面处的电阻值)
存在原因:
1)焊件表面氧化膜或污物层,使电流受到较大阻碍,过厚的氧化膜或污物层会导致电流不能导通。
2)焊件表面是凹凸不平的,使焊件在粗糙表面形成接触点。
在接触点形成电流线的集中,因此增加了接触处的电阻Rc。
影响接触电阻的因素
1)工件表面状态:
表面愈粗糙、氧化愈严重、接触电阻愈大。
2)电极压力:
压力愈高、接触电阻愈小。
压力增大后又减小,塑性变形使接触点数目和接触面积不能恢复,出现“滞后”现象。
3)焊前预热:
焊前预热将会使接触电阻大大下降。
碳钢600℃、铝合金350℃时接触电阻接近零。
4)异种材料相接触,其接触电阻取决于较软的材料
3、点焊通常采用搭接接头和折边接头
4、点距即相邻两点的中心距,其最小值与被焊金属的厚度、导电率,表面清洁度,以及熔核的直径有关
5、两板上的焊透率只允许介于30-70%之间。
镁合金的最大焊透率只允许至60%。
而钛合金则允许至90%。
6、焊接不同厚度工件时,每一工件上的最小焊透率可为接头中薄件厚度的20%,压痕深度不应超过板件厚度的15%,如果两工件厚度比大于2:
1,或在不易接近的部位施焊,以及在工件一侧使用平头电极时,压痕深度可增大到20-25%。
7、单排点焊接头强度一般低于母材强度;但点焊排数一般不多于3排(增加排数不能增加承载能力);点焊接头疲劳强度低,增加焊点数量对提高疲劳强度意义不大
8、电焊焊前清理包括工件表面清理和电极端面维护修理
9、为了改善接头的性能,有时会将下列各项中的一项或多项加于基本循环:
1)加大预压力,以消除厚焊件之间的间隙,Fpr=1.5-2Fw;
2)用预热脉冲提高金属达到塑性,使焊件之间紧密贴合,反之飞溅;凸焊时这样做可以使多个凸点在通电前与电极平衡接触,以保证各点加热的一致性。
预热电流I1=0.25-0.5I。
3)加大锻压力,以使熔核致密,防止产生裂纹和缩孔。
Ff0=2-3Fw;
4)用回火或缓冷脉冲消除合金钢的淬火组织,提高接头的力学性能。
缓冷或回火电流I3=0.5-0.7I。
回火时间为1.5-3.0t(焊接时间)
10、焊接参数间相互关系及选择
(1)焊接电流与焊接时间的配合
(2)焊接电流与电极压力的配合:
焊接过程中不产生喷溅为主要原则。
11、影响分流的因素:
(1)焊点距:
连续点焊时,点距愈小,板材愈厚,分流愈大;
(2)焊接顺序:
已焊点分布在两侧时,分流大;
(3)焊件表面状态:
表面清理不良,接触电阻Rc+2Rew增大,导致焊接区总电阻R增大,分路电阻相对减小,使分流增大。
(4)电极与工件非焊接区相接触;
(5)焊接装配不良或装配过紧;
(6)单面点焊(相同板厚),因分路阻抗小于焊接阻抗,分流大。
分流对焊接质量的危害:
A、使通过焊接区的有效电流减小,焊点强度降低(加热不足,熔核直径降低)。
B、导致电极与工件接触部的局部(偏向分流方向的部位)产生大电流密度,烧坏电极或工件表面。
C、单面点焊产生局部接触表面过热和喷溅。
消除和减少分流的措施:
(1)选择合理的焊点距:
保证强度的前提下尽量加大焊点距;
(2)使结构设计合理;
(3)严格清理焊件表面;
(4)对开敞性差的焊件,采用专用电极和电极握杆;
(5)连续点焊时,适当提高焊接电流:
对不锈钢和耐热合金增大5-10%,铝合金增大10-20%;
(6)单面多点焊时,采用调幅焊接电流波形,调幅电流对上焊件的预热作用使分路电阻提高,分流减小,改善了初期表面喷溅。
12、镀锌钢板的点焊
1)镀层钢板点焊时的主要问题:
A、表面镀层破坏失去原有的镀层的保护租用。
B、电极易于镀层粘附,缩短电极使用寿命。
C、与低碳钢相比,适用的焊接工艺参数比较窄,易于形成未焊透或飞溅,因而必须精确控制工艺参数。
D、镀层金属的熔点通常比低碳钢低,加热时先熔化的镀层金属使两板间的接触面扩大、电流密度减小。
因此,焊接电流应该比无镀层时大。
E、为了将已经熔化的镀层金属排挤出接合面,电极压力应该比无镀层时高。
2)焊接技术要点
A、与普通钢板相比,需更大的焊接电流和电极压力,约提高1/3以上;
B、电极材料选用CrZrCu或弥散强化铜,或镶钨复合电极,电极两次修磨间的焊点数应仅为低碳钢的1/10-1/20;
C、从提高焊接质量出发,可采用凸焊并配合缓升或直流焊接波形;
D、镀锌钢板焊接时应该采取有效的通风装置,因为ZnO烟尘有害人体健康。
13、评定金属电阻焊是焊接性的主要依据如下:
1)材料的导电性和导热性
2)材料的高温强度
3)材料的塑性温度范围
4)材料对热循环的敏感性
5)熔点高、线膨胀系数大、易形成致密氧化膜的金属,其焊接性也比较差。
14、表1-1点焊接头尺寸大小的确定
15、产生边缘效应原因:
1)电极与焊件接触面积远远小于焊件面积
2)点焊加热不均匀,焊接区各点温度不同,电阻率也不同,出现绕流。
凸焊重点
1、凸焊:
是点焊的一种变形,主要适用于焊接低碳钢和低合金钢的冲压件,厚度在0.5-4mm
与点焊相比,机械力作用较大,且可同时焊多个焊点
2、防止凸点移位措施:
A、在保证正常熔核的条件下,选用较大的电极压力,较小的焊接电流;
B、尽可能地提高加压系统的随动性。
如减小加压系统可动部分的质量,以及在导向部分采用滚动摩擦。
缝焊重点:
1、表3-1,缝焊的方法及特点
2、电流脉冲时间t和脉冲间隔时间t0
缝焊时,可通过电流脉冲时间t来控制熔核尺寸,调整脉冲间隔时间t0来控制熔核的重叠量;
在用较低焊速缝焊时,t/t0=1.25~2可获良好结果。
而随着焊速增大将引起点距加大、重叠量降低,为保证焊缝的密封性,必将提高t/t0≈3或更高;
随着脉冲间隔时间t0的增加,焊透率及重叠量均下降;
对焊重点:
1、目前电阻对焊可焊接250mm2截面以下的金属材料,连续闪光对焊主要用于截面面积1000mm2左右闭合零件的拼接,热光对焊可焊接5000~10000mm2大型界面黑色金属零件,新发展的脉冲对焊可焊接100000mm2截面的输气管道。
2、闪光对焊:
连续闪光焊和预热闪光焊
3、闪光对焊时,为了获得优质焊接接头,应做到:
1)闪光阶段结束时:
①对口处金属尽量不被氧化要求闪光应进行得稳定而又激烈,尤其应控制好从闪光后期至顶锻开始瞬间闪光不能中断和应有更高频率的过梁爆破。
同时,也应控制好闪光过程中工件不应产生短路,否则将使端面局部过热;②在对口及其附近区域获得一合适的温度分布,即对口端面加热均匀;沿零件长度获得合适的温度分布;端面上有一层较厚的液态金属层。
2)顶锻阶段结束时;
应使对口及其附近区域获得适当的塑性变形,该变形量将使闪光阶段氧化的金属尽量排挤到毛刺中去,并促进焊缝再结晶过程
3)预热阶段结束时
沿整个焊件端面应得到均匀预热,并得到所需温度值
4、闪光对焊焊接参数选择:
闪光对焊焊接参数选择适当时,可以获得几乎与母材等性能的优质接头。
主要焊接参数有:
1)闪光阶段:
调伸长度、闪光留量、闪光速度、闪光电流密度;
2)顶锻阶段:
顶锻留量、顶锻速度、顶锻力、夹紧力;
3)预热阶段:
预热温度、预热时间。
5、闪光对焊焊件的准备:
圆形焊件直径差不超过15%,方形焊件和管型焊件尺寸差不超过10%
6、表4-12(P91)电阻对焊和闪光对焊比较
电阻焊设备重点
1、表5-1(P94)电阻焊设备带号含义
2、电阻焊设备组成:
机械装置、供电装置、控制装置
3、表5-5(P109)电阻焊机的特点及应用范围
4、设备分类
1)按焊接工艺特点:
分为点焊机、凸焊机、缝焊机和对焊机;
2)按供能方式分:
单相工频焊机、二次整流焊机、三相低频焊机、电容式贮能焊机和逆变式焊机等。
5、阻焊变压器的调节原理:
P111
6、表7-5(P168)点、缝焊接接头主要质量问题(选择判断填空)
7、表7-6(P170)对焊接头主要质量问题一览表(选择判断填空)


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 最新电阻焊作业题答案及复习要点 最新 电阻 作业题 答案 复习 要点
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
责任作文50字.docx
-
高中政治 122唯物主义和唯心主义教案5 新人教版必修4.docx
-
法理学试题库附答案.docx
-
法治理论考试及答案综合必考.docx
-
反假货币考试练习题.docx
-
方案钻孔灌注桩施工方案旋挖钻反循环.docx
-
各种合同范文模板.docx
-
给排水管道施工规范全新精选.docx
-
工厂见习报告范文5篇.docx
-
房地产项目设计成果管理办法.docx
-
最新烟草物流师技能鉴定四级技能及答案.docx
-
孕婴坊连锁店管理制度.docx
-
工程经济学课程设计任务书5含4个题目.docx
-
工程项目内部控制流程图表.docx
-
最新中考备考阅读话题练习计划与愿望含答案.docx
-
飞机原理与构造基础概论毕业论文.docx
-
教育学概论习题14章.docx
-
工伤协议书样本标准版.docx
-
工业工程认识实习报告范文.docx
