 PROE钣金展开计算.docx
PROE钣金展开计算.docx
- 文档编号:25585571
- 上传时间:2023-06-10
- 格式:DOCX
- 页数:13
- 大小:502.66KB
PROE钣金展开计算.docx
《PROE钣金展开计算.docx》由会员分享,可在线阅读,更多相关《PROE钣金展开计算.docx(13页珍藏版)》请在冰豆网上搜索。
PROE钣金展开计算
PROE/钣金展开计算(钣金教程)
PROE,教程,钣金
声明:
本计算方法为本人经验算法,只在本人现工作之处适用,照搬可能会有偏差。
先说一个名词:
折弯余量折弯余量这个名词我在论坛别的贴子已经说过,这里再重复一下:
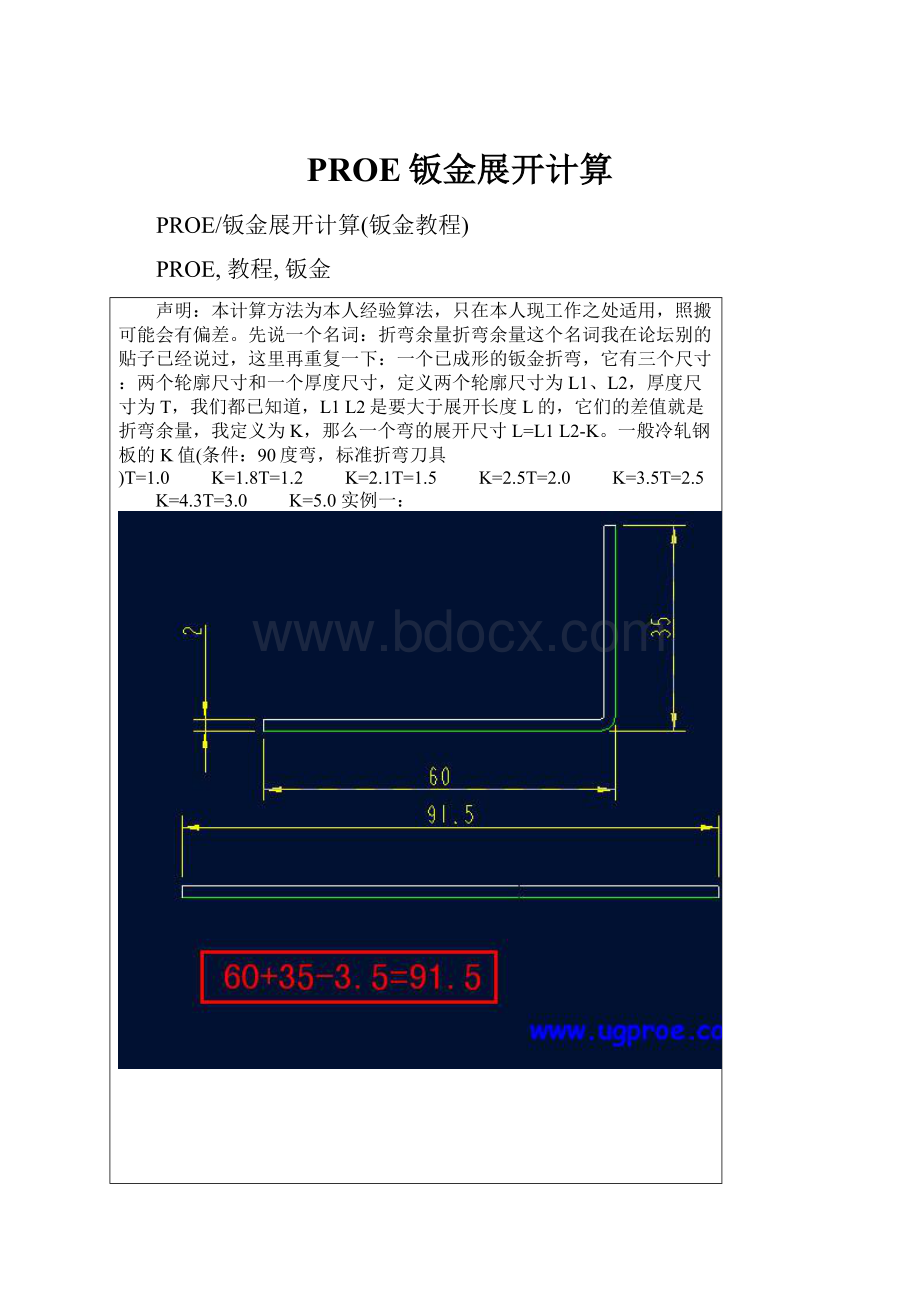
一个已成形的钣金折弯,它有三个尺寸:
两个轮廓尺寸和一个厚度尺寸,定义两个轮廓尺寸为L1、L2,厚度尺寸为T,我们都已知道,L1L2是要大于展开长度L的,它们的差值就是折弯余量,我定义为K,那么一个弯的展开尺寸L=L1L2-K。
一般冷轧钢板的K值(条件:
90度弯,标准折弯刀具)T=1.0 K=1.8T=1.2 K=2.1T=1.5 K=2.5T=2.0 K=3.5T=2.5 K=4.3T=3.0 K=5.0实例一:
实例二:
实例三:
不规则折弯按K因子=0.5,直接用AUTOCAD画中性层测量。
如有偏差再根据具体情况调整。
一般也差不了多少。
折弯时调整下模槽宽也可将偏差的展开尺寸调整成合格的折弯外形(当然在一定的范围内)。
还有一外钣金件总有一些壁外形偏差允许大一些,可将偏差累积到那些壁去。
死边按L1L2-0.5t在模型中直接修改dev.l值为1.5*t就可以了!
这种东西要根据实际情况来,不搞工艺谈这些没意思,搞工艺你一进去自然有人给你讲这个,所以大家没必要在这个问题上浪费时间和精力。
PROE钣金展开经验公式揭秘
PROE,钣金,公式,揭秘,经验
先来看图
经验公式(车间老师傅的算法,在实际中略有不同,需要调整)前提条件:
内r<2 壁厚<2.5 折弯角度90%展开长度
L=L1L2-2T0.5T
(1)
L1 L2为外径 T为板厚也即
L=L1'L2'0.5T
(2)
L1' L2'为内径 T为板厚还即
L=L1"L2"2r0.5T (3)
L1" L2"为直段长度 r为折弯内径 我这里是用的0.5T,大多数人有用0.3T的如果内r/T>2,就直接用中性层K=0.5计算好了
再看PROE中的展开
PROE中的展开长度就是:
L=L1"L2"DL L1" L2"为直段长 DL为弧段展开长
请记住这个DL,这个DL就是我们要制作的折弯表内的值!
再回过来看看上贴的第三个公式
L=L1"L2"2r0.5T
很容易导出:
DL=2r0.5T
DL为弧段展开长 r为折弯内径 现在要制作折弯表了
按图操作
最后一步,定义选自文件也可,结果都是打开一个折弯表或者不按上面的方法,直接用记事本打开一个*.bnd格式的折弯表文件也可以 然后,进行下一步修改打开的折弯表1、修改单元格中值删除大部分不用的壁厚和内径,只留下常用的 或者自己添加 壁厚限于2.5以内 内径限于2.0以内
2、修改计算公式当r>2.0时,表中就查不到值了,这时系统就要用到公式了来计算DL值了。
中性层系数K=0.5则Y=0.786
如果折弯角度不是90度怎么办呢,这就不用管了,系统自会将表中的值*折度角度/90
作折弯表最后一步
有朋友会问了,这只是标准折弯,如果是压死边或断差怎么办呢?
这么处理:
用前面提到的朋友提供的展开计算方法手工计算出值来,修改系统的值
全部完毕,有不妥的地方,欢迎批评指正!
举个例子吧先用经验公式的
再用PROE展开测量的
两者完全吻合,也就是说,现在的折弯表中的值就是经验公式的值大家把在实际生产中使用的实例拿出来讨论吧!
这是一位朋友上传的资料,再摘录几段


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- PROE 展开 计算
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
金蝶KIS标准版91 安装 建账流程.docx
-
客户资源管理系统论文.docx
-
酒店洗碗工工作经历总结.docx
-
泥高中心完小三年级语数试题.docx
-
九年级下学期第一次独立作业英语试题.docx
-
金属切削机床课后习题答案.docx
-
煤矿工作安排doc.docx
-
老年人中医药健康指导.docx
-
酒店个性化服务案例40个doc.docx
-
君子不器事例文章汇总.docx
-
历年经济师中级经济基础试题及答案.docx
-
离职证明书10则范文.docx
-
锚牌管道国内市场推广方案.docx
-
开展垃圾分类的工作总结最新.docx
-
经典诵读 终03资料.docx
-
近五年高考地理真题分类汇编专题8农业地域的形成与发展.docx
-
煤矿机电运输管理考核办法.docx
-
经济运行分析管理制度.docx
-
煤炭工业矿井可行性研究报告编制内容.docx
