 清洗设备技术要求.docx
清洗设备技术要求.docx
- 文档编号:25531774
- 上传时间:2023-06-09
- 格式:DOCX
- 页数:32
- 大小:28.74KB
清洗设备技术要求.docx
《清洗设备技术要求.docx》由会员分享,可在线阅读,更多相关《清洗设备技术要求.docx(32页珍藏版)》请在冰豆网上搜索。
清洗设备技术要求
清洗设备技术要求
1.设备在生产线前后工序相关信息如下表:
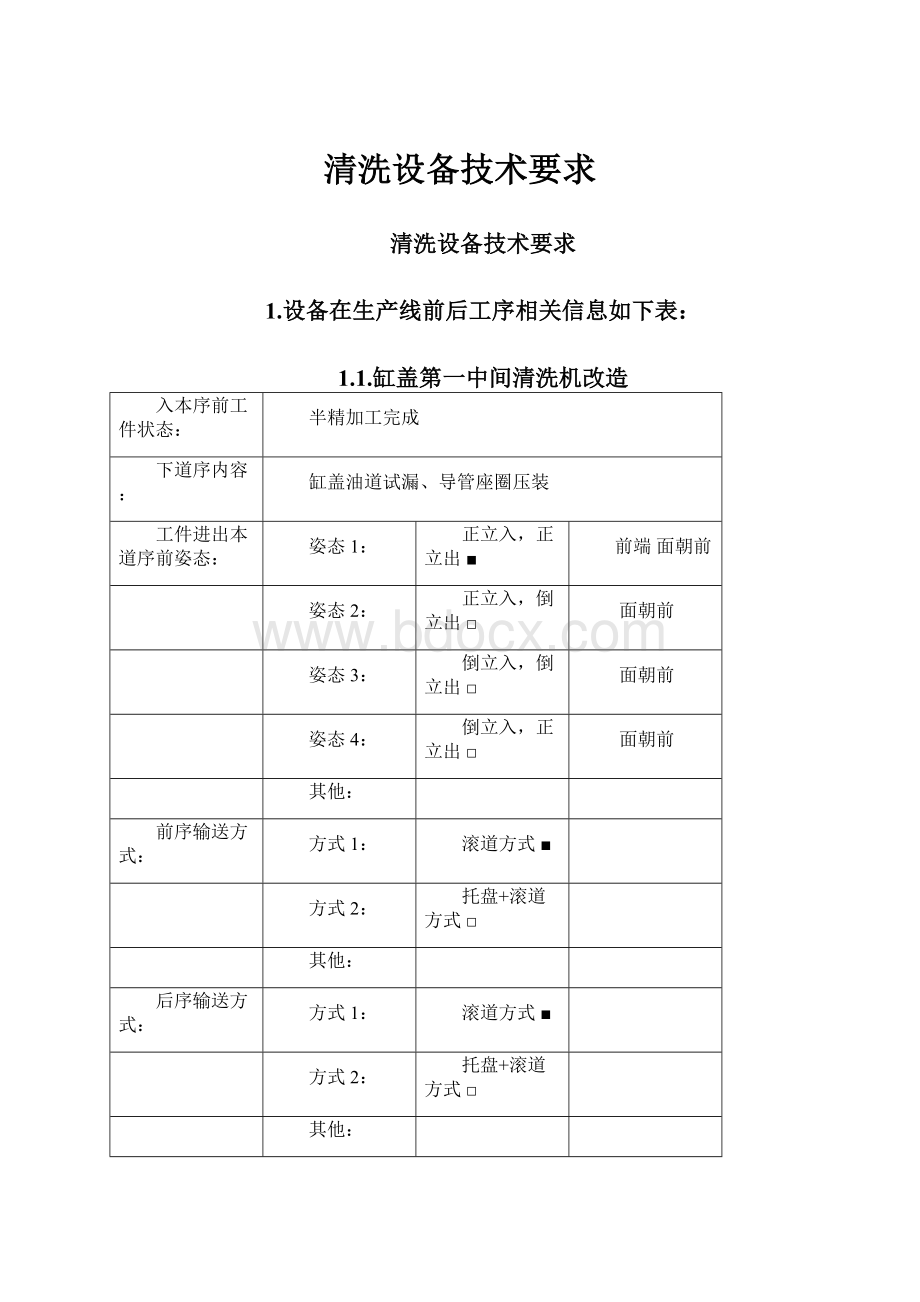
1.1.缸盖第一中间清洗机改造
入本序前工件状态:
半精加工完成
下道序内容:
缸盖油道试漏、导管座圈压装
工件进出本道序前姿态:
姿态1:
正立入,正立出■
前端面朝前
姿态2:
正立入,倒立出□
面朝前
姿态3:
倒立入,倒立出□
面朝前
姿态4:
倒立入,正立出□
面朝前
其他:
前序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
后序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
前后序输送导向方式:
入本道序前:
以缸盖底面矩形槽作为导向
出本道序后:
以缸盖底面矩形槽作为导向
工件入本序放行方式:
方式1:
直接放行,无需本序给信号□
方式2:
本序须给上序放行信号,工件方可入■
其他:
工件出本序放行方式:
方式1:
直接放行,无需下序给信号□
方式2:
下序须给本序放行信号,工件方可出■
其他:
1.2.缸盖第二中间清洗机改造
入本序前工件状态:
半精加工完成、导管座圈孔精加工完成
下道序内容:
缸盖凸轮轴盖(油泵支座)安装
工件进出本道序前姿态:
姿态1:
正立入,正立出■
前端面朝前
姿态2:
正立入,倒立出□
面朝前
姿态3:
倒立入,倒立出□
面朝前
姿态4:
倒立入,正立出□
面朝前
其他:
前序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
后序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
前后序输送导向方式:
入本道序前:
以缸盖底面矩形槽作为导向
出本道序后:
以缸盖底面矩形槽作为导向
工件入本序放行方式:
方式1:
直接放行,无需本序给信号□
方式2:
本序须给上序放行信号,工件方可入■
其他:
工件出本序放行方式:
方式1:
直接放行,无需下序给信号□
方式2:
下序须给本序放行信号,工件方可出■
其他:
1.3.缸盖最终清洗机改造
入本序前工件状态:
精加工完成、缸孔曲轴孔综合测量完成
下道序内容:
缸盖碗型塞压装、水道试漏、下线
工件进出本道序前姿态:
姿态1:
正立入,正立出■
前端面朝前
姿态2:
正立入,倒立出□
面朝前
姿态3:
倒立入,倒立出□
面朝前
姿态4:
倒立入,正立出□
面朝前
其他:
前序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
后序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
前后序输送导向方式:
入本道序前:
以缸盖底面矩形槽作为导向
出本道序后:
以缸盖底面矩形槽作为导向
工件入本序放行方式:
方式1:
直接放行,无需本序给信号□
方式2:
本序须给上序放行信号,工件方可入■
其他:
工件出本序放行方式:
方式1:
直接放行,无需下序给信号□
方式2:
下序须给本序放行信号,工件方可出■
其他:
1.4.缸体第一中间清洗机改造
入本序前工件状态:
半精加工完成
下道序内容:
缸体油道试漏、曲轴盖安装
工件进出本道序前姿态:
姿态1:
正立入,正立出■
前端面朝前
姿态2:
正立入,倒立出□
面朝前
姿态3:
倒立入,倒立出□
面朝前
姿态4:
倒立入,正立出□
面朝前
其他:
前序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
后序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
前后序输送导向方式:
入本道序前:
以曲轴孔作为导向
出本道序后:
以曲轴孔作为导向
工件入本序放行方式:
方式1:
直接放行,无需本序给信号□
方式2:
本序须给上序放行信号,工件方可入■
其他:
工件出本序放行方式:
方式1:
直接放行,无需下序给信号□
方式2:
下序须给本序放行信号,工件方可出■
其他:
1.5.缸体简易清洗机改造
入本序前工件状态:
半精加工完成、曲轴孔加工完成
下道序内容:
模拟缸盖装配、精加工缸孔
工件进出本道序前姿态:
姿态1:
正立入,正立出■
前端面朝前
姿态2:
正立入,倒立出□
面朝前
姿态3:
倒立入,倒立出□
面朝前
姿态4:
倒立入,正立出□
面朝前
其他:
前序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
后序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
前后序输送导向方式:
入本道序前:
以曲轴盖螺栓作为导向
出本道序后:
以曲轴盖螺栓作为导向
工件入本序放行方式:
方式1:
直接放行,无需本序给信号□
方式2:
本序须给上序放行信号,工件方可入■
其他:
工件出本序放行方式:
方式1:
直接放行,无需下序给信号□
方式2:
下序须给本序放行信号,工件方可出■
其他:
1.6.缸体最终清洗机改造
入本序前工件状态:
精加工完成、缸孔曲轴孔测量完成
下道序内容:
碗型塞压装、水道试漏,下线
工件进出本道序前姿态:
姿态1:
正立入,正立出■
前端面朝前
姿态2:
正立入,倒立出□
面朝前
姿态3:
倒立入,倒立出□
面朝前
姿态4:
倒立入,正立出□
面朝前
其他:
前序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
后序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
前后序输送导向方式:
入本道序前:
以曲轴盖螺栓作为导向
出本道序后:
以曲轴盖螺栓作为导向
工件入本序放行方式:
方式1:
直接放行,无需本序给信号□
方式2:
本序须给上序放行信号,工件方可入■
其他:
工件出本序放行方式:
方式1:
直接放行,无需下序给信号□
方式2:
下序须给本序放行信号,工件方可出■
其他:
1.7.总装缸盖上线清洗机改造
入本序前工件状态:
加工成品
下道序内容:
真空干燥后,上缸盖分装线开始装配
工件进出本道序前姿态:
姿态1:
正立入,正立出■
前端面朝前
姿态2:
正立入,倒立出□
面朝前
姿态3:
倒立入,倒立出□
面朝前
姿态4:
倒立入,正立出□
面朝前
其他:
前序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
后序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
前后序输送导向方式:
入本道序前:
以缸盖底面矩形槽作为导向
出本道序后:
以缸盖底面矩形槽作为导向
工件入本序放行方式:
方式1:
直接放行,无需本序给信号□
方式2:
本序须给上序放行信号,工件方可入□
其他:
人工按需上料■
工件出本序放行方式:
方式1:
直接放行,无需下序给信号□
方式2:
下序须给本序放行信号,工件方可出■
其他:
1.8.总装缸体上线清洗机改造
入本序前工件状态:
加工成品
下道序内容:
真空干燥后,上总装线开始装配
工件进出本道序前姿态:
姿态1:
正立入,正立出■
面朝前
姿态2:
正立入,倒立出□
面朝前
姿态3:
倒立入,倒立出□
面朝前
姿态4:
倒立入,正立出□
面朝前
其他:
前序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
后序输送方式:
方式1:
滚道方式■
方式2:
托盘+滚道方式□
其他:
前后序输送导向方式:
入本道序前:
以曲轴盖螺栓作为导向
出本道序后:
以曲轴盖螺栓作为导向
工件入本序放行方式:
方式1:
直接放行,无需本序给信号□
方式2:
本序须给上序放行信号,工件方可入■
其他:
工件出本序放行方式:
方式1:
直接放行,无需下序给信号□
方式2:
下序须给本序放行信号,工件方可出■
其他:
1.9.总装小件上线清洗机改造
入本序前工件状态:
外购成品
下道序内容:
上线装配
工件进出本道序前姿态:
姿态1:
正立入,正立出□
面朝前
姿态2:
正立入,倒立出□
面朝前
姿态3:
倒立入,倒立出□
面朝前
姿态4:
倒立入,正立出□
面朝前
其他:
料筐内摆放整齐■
前序输送方式:
方式1:
滚道方式□
方式2:
托盘+滚道方式□
其他:
人工搬运、摆放
■
后序输送方式:
方式1:
滚道方式□
方式2:
托盘+滚道方式□
其他:
人工搬运、摆放
■
前后序输送导向方式:
入本道序前:
以-作为导向
出本道序后:
以-作为导向
工件入本序放行方式:
方式1:
直接放行,无需本序给信号□
方式2:
本序须给上序放行信号,工件方可入□
其他:
人工按需上料■
工件出本序放行方式:
方式1:
直接放行,无需下序给信号□
方式2:
下序须给本序放行信号,工件方可出□
其他:
人工按需下料■
1.10.总装曲轴上线清洗机改造
入本序前工件状态:
外购成品
下道序内容:
上线装配
工件进出本道序前姿态:
姿态1:
正立入,正立出□
面朝前
姿态2:
正立入,倒立出□
面朝前
姿态3:
倒立入,倒立出□
面朝前
姿态4:
倒立入,正立出□
面朝前
其他:
水平姿态人工吊装上线
■
前序输送方式:
方式1:
滚道方式□
方式2:
托盘+滚道方式□
其他:
链条上的支座
■
后序输送方式:
方式1:
滚道方式□
方式2:
托盘+滚道方式□
其他:
链条上的支座
■
前后序输送导向方式:
入本道序前:
以-作为导向
出本道序后:
以-作为导向
工件入本序放行方式:
方式1:
直接放行,无需本序给信号□
方式2:
本序须给上序放行信号,工件方可入■
其他:
工件出本序放行方式:
方式1:
直接放行,无需下序给信号□
方式2:
下序须给本序放行信号,工件方可出■
其他:
2.工艺设计要求
序号
改造设备名称
内部输送
方式
被清洗产品型号
清洁度
节拍
干燥度
1
缸盖第一中间清洗机
抬起步进式
1.2TGDI
1.5TGDI
缸盖水道≤60mg
总体≤70mg
58s
工件内孔和表面不能有水
2
缸盖第二中间清洗机
抬起步进式
1.2TGDI
1.5TGDI
水道杂质含量≤60mg
总体杂质含量≤70mg
凸轮轴安装螺纹孔杂质含量≤10mg
58s
工件内孔和表面不能有水
3
缸盖最终清洗机
抬起步进式
1.2TGDI
1.5TGDI
水套≤25mg
油道≤5mg
其余≤20mg
58s
工件内孔和表面不能有水
4
缸体第一中间清洗机
抬起步进式
1.2TGDI
1.5TGDI
轴承盖结合面≤10mg
曲轴盖安装螺栓孔≤10mg
总体杂质含量≤90mg
58s
工件内孔和表面不能有水
5
缸体简易清洗机
抬起步进式
1.2TGDI
1.5TGDI
顶面螺纹孔≤5mg;
总体≤70mg
58s
工件内孔和表面不能有水
6
缸体最终清洗机
抬起步进式
1.2TGDI
水套≤38mg
油道≤4mg
曲轴箱通风孔及回油孔≤38mg
总体(不含以上)≤38mg
58s
工件内孔和表面不能有水
1.5TGDI
水套≤50mg
油道≤4mg
曲轴箱通风孔及回油孔≤50mg
总体(不含以上)≤50mg
7
总装缸盖上线清洗机
托盘输送
1.2TGDI
1.5TGDI
水套≤25mg
油道≤5mg
其余≤20mg
42s
工件内孔和表面不能有水
8
总装缸体上线清洗机
抬起步进式
1.2TGDI
1.5TGDI
同缸体最终
42s
工件内孔和表面不能有水
9
总装小件上线清洗
料筐输送
1.2TGDI
1.5TGDI
进气凸轮轴组件:
整体≤8mg;油道≤4mg;
排气凸轮轴组件:
整体≤8mg;油道≤4mg;
连杆组件≤3mg;
平衡轴≤4mg(1.2T特有)
42s
工件内孔和表面不能有水
10
总装曲轴上线清洗机
抬起步进式
1.2TGDI
a.总体≤20mg;
b.油道≤5mg
42s
工件内孔和表面不能有水
1.5TGDI
a.总体≤26mg;
b.油道≤5mg
3.工艺指标及推荐工艺流程
3.1.*工艺参数
序号
项目
参数
备注
1
高压清洗泵压力
≥2.5MPa
2
低压清洗泵压力
≥1.5MPa
4
清洗液温度
40℃~55℃
3.2.现有设备工艺流程
序号
工位
改造设备名称
备注
缸盖第一中间清洗机
缸盖第二中间清洗机
缸盖最终清洗机
缸体第一中间清洗机
缸体简易清洗机
缸体最终清洗机
总装缸盖上线清洗机
总装缸体上线清洗机
总装曲轴上线清洗机
总装小件上线清洗机
1
上料滚道
●
●
●
●
●
●
●
●
●
●
2
校位
○
○
○
●
○
●
○
●
○
○
3
旋转刷洗凸轮轴盖结合面毛刺
○
○
●
○
○
○
○
○
○
○
4
刷主油道毛刺
○
○
○
●
○
○
○
○
○
○
5
翻转射流清洗
●
●
●
●
○
●
○
●
○
○
6
翻转定位清洗
○
○
○
○
●
○
○
○
○
○
7
定位清洗
●
●
●
●
○
●
●
●
●
●
8
翻转吹气
●
●
●
●
●
●
○
●
○
○
9
定位吹气
○
○
○
●
○
●
●
●
●
●
10
升降扫描吹干
●
●
●
○
○
○
○
○
○
○
11
热风烘干
●
●
●
●
○
●
○
○
○
○
12
真空干燥
●
○
●
●
○
●
○
○
○
○
13
空调降温
●
○
●
●
○
●
○
○
○
○
14
下料滚道
●
●
●
●
●
●
●
●
●
●
注:
1.工件输定位点及工件结构部位名称见附件附件2-2《简化后产品图纸》;
2.上表“●”表示该项有,“○”表示该项无。
3.3.*改造设备的工艺质量要求:
投标方须承诺:
改造后的各台清洗设备的节拍、清洗后的工件清洁度、干燥度实测值不低于第2条款产品的工艺设计要求,改造后的各台清洗设备实测噪音满足本技术规格书相应条款要求;
4.规格及技术要求:
4.1.改造内容清单
改造设备名称
工位
改造内容
数量
备注
所有清洗机
-
清洗机外围整体加装降噪防护设施
10台
不含总装小件上线清洗机,另含模拟缸盖清洗机
-
新增机型人工选择功能,设备入口安装传感器防错
10台
不含总装小件上线清洗机,另含模拟缸盖清洗机
-
新增以太网模块;
用于清洗机2DPPLC与MES通讯,清洗机提供设备工作状态、报警信息等供MES系统采集
10台
不含缸体简易清洗机
定位清洗
增加端面喷室伸缩功能
3台
缸体、缸盖最终+缸体上线
定位吹干
增加端面气室伸缩功能
3台
缸体、缸盖最终+缸体上线
吹气
所有气嘴换成不锈钢气嘴
11台
含模拟缸盖清洗机
缸盖最终清洗机
输送机构及定位
输送杆夹具板、边支承夹具板、定位销、支承块重新做。
所有工位
上下料滚道
上下料工位与输送对接处半滚轴更改;增加辅助支承滚;死挡重新做;
2处
去凸轮轴孔毛刺
三缸机屏蔽刷毛刺功能
1处
翻转射流清洗
翻转架、压板、压块、定位销、支承块重新做;底面水室重新做;
1处
定位清洗
顶面水室重新做;前端面水室移近工件并增加1.2TGDI缸盖用喷嘴;后端面水室增加1.2TGDI缸盖用喷嘴或重新做,进排气面水室增加喷嘴较多,建议重新做;
1处
翻转吹气
翻转架、压板、压块、定位销、支承块重新做;
1处
升降扫描吹干
升降扫描吹干工位:
顶面气室重新做;
1处
真空干燥
定位支承弯板、定位销、支承块重新做;
1处
缸盖第一中间清洗机
输送机构及定位
输送杆夹具板、边支承夹具板、定位销、支承块重新做。
所有工位
上下料滚道
上下料工位与输送对接处半滚轴更改;增加辅助支承滚;死挡重新做;
2处
翻转射流清洗
翻转架、压板、压块、定位销、支承块重新做;底面水室重新做;
1处
定位清洗
顶面水室重新做;前端面水室移近工件并增加1.2TGDI缸盖用喷嘴;后端面水室增加1.2TGDI缸盖用喷嘴或重新做,进排气面水室增加喷嘴较多,建议重新做;
1处
翻转吹气
翻转架、压板、压块、定位销、支承块重新做;
1处
升降扫描吹干
升降扫描吹干工位:
顶面气室重新做;
1处
真空干燥
定位支承弯板、定位销、支承块重新做;
1处
缸盖第二中间清洗机
输送机构及定位
输送杆夹具板、边支承夹具板、定位销、支承块重新做。
所有工位
上下料滚道
上下料工位与输送对接处半滚轴更改;增加辅助支承滚;死挡重新做;
2处
翻转射流清洗
翻转架、压板、压块、定位销、支承块重新做;底面水室重新做;
1处
定位清洗
顶面水室重新做;前端面水室移近工件并增加1.2TGDI缸盖用喷嘴;后端面水室增加1.2TGDI缸盖用喷嘴或重新做,进排气面水室增加喷嘴较多,建议重新做;
1处
翻转吹气
翻转架、压板、压块、定位销、支承块重新做;
1处
升降扫描吹干
升降扫描吹干工位:
顶面气室重新做;
1处
总装缸盖上线清洗机
翻转清洗
增加气嘴
1处
真空干燥
新增工位
1个
出料口后面增加
翻转吹气
增加喷嘴
1处
总装曲轴上线清洗机
输送
更换大梁缩窄、梁上支撑块重新做,边支撑一侧重新做
所有
空工位
除雾装置抬高避让;增加堵洗装置
1处
旋转清洗和旋转吹干
工件长度变短,2处顶针加长
2处
上料口位置改变
从侧面上料改为入口正向上料,入口光栅同步调整位置
1处
缸体最终清洗机
输送机构及定位
靠近工件前端的边板整体更换
全部
上料死挡
前端定位移动到后端定位
1处
校位
改为三、四缸机共用,缩小定位杆的间距
1处
射流翻转
翻转架、上部压块、边板重新做;上方喷室增加喷嘴
1处
定位清洗
进排气侧面喷室重新做;后端面喷室增加喷嘴;前端面喷室重新做
1处
定位吹干
进排气侧面气室重新做;后端面气室增加喷嘴;前端面气室重新做
1处
清洗机出口挡料器
改造后兼容2种机型
1处
缸体第一中间清洗机
输送机构及定位
靠近工件前端的边板整体更换
全部
上料死挡
前端定位移动到后端定位
1处
校位
改为三四缸机共用,缩小定位杆的间距
1处
射流翻转
翻转架、上部压块、边板重新做;上方喷室增加喷嘴
1处
定位清洗
进排气侧面喷室重新做;后端面喷室增加喷嘴;前端面喷室重新做
1处
定位吹干
进排气侧面气室重新做;后端面气室增加喷嘴;前端面气室重新做
1处
缸体简易清洗机
校位
改为三四缸共用,缩小间距,做2个零件
1处
上料死挡
前端移动到后端
1处
导向
改为底部曲轴盖螺栓导向
1处
翻转定位洗
上部压块移位;顶面喷室增加一个喷嘴对准销孔
1处
翻转定位吹
上部压块移位;顶面喷室增加一个气嘴对准销孔
1处
出料口
出料口增加止退块
1处
总装缸体上线清洗机
输送机构及定位
靠近工件前端的边板整体更换
全部
上料死挡
前端定位移动到后端定位
1处
校位
改为三、四缸共用,缩小定位杆的间距
1处
射流翻转
翻转架、上部压块、边板重新做;上方喷室增加喷嘴
1处
定位清洗
进排气侧面喷室重新做;后端面喷室增加喷嘴;前端面喷室重新做
1处
定位吹干
进排气侧面气室重新做;后端面气室增加喷嘴;前端


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 清洗 设备 技术 要求
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
海南公务员考试《行测》通关模拟试题及答案解析55 6.docx
-
当前驻村干部存在的问题及对策.docx
-
测控技术与仪器专业排名.docx
-
电影《长津湖》观后感8篇.docx
-
东莞市清溪长山头城市污水处理厂报告初步设计说明secret收集资料1doc.docx
-
段永平投资语录归纳版.docx
-
大型园区出口配置示例防火墙直连部署分析.docx
-
大学生毕业登记表范文.docx
-
二手书店创业计划书讲课教案.docx
-
发展心理学题库.docx
-
法律行为合法性.docx
-
大学生酸奶创业计划书.docx
-
辩论修养问题详解整理.docx
-
SketchUp和ArcGIS三维建模三.docx
-
财务管理复习练习题.docx
-
财政学期末试题含答案.docx
-
XX市中小学教学质量监测实施方案范本.docx
-
残疾人康复服务档案.docx
-
爱国主题简短朗诵稿.docx
