 驻厂监造实施细则.docx
驻厂监造实施细则.docx
- 文档编号:25498797
- 上传时间:2023-06-09
- 格式:DOCX
- 页数:16
- 大小:22.18KB
驻厂监造实施细则.docx
《驻厂监造实施细则.docx》由会员分享,可在线阅读,更多相关《驻厂监造实施细则.docx(16页珍藏版)》请在冰豆网上搜索。
驻厂监造实施细则
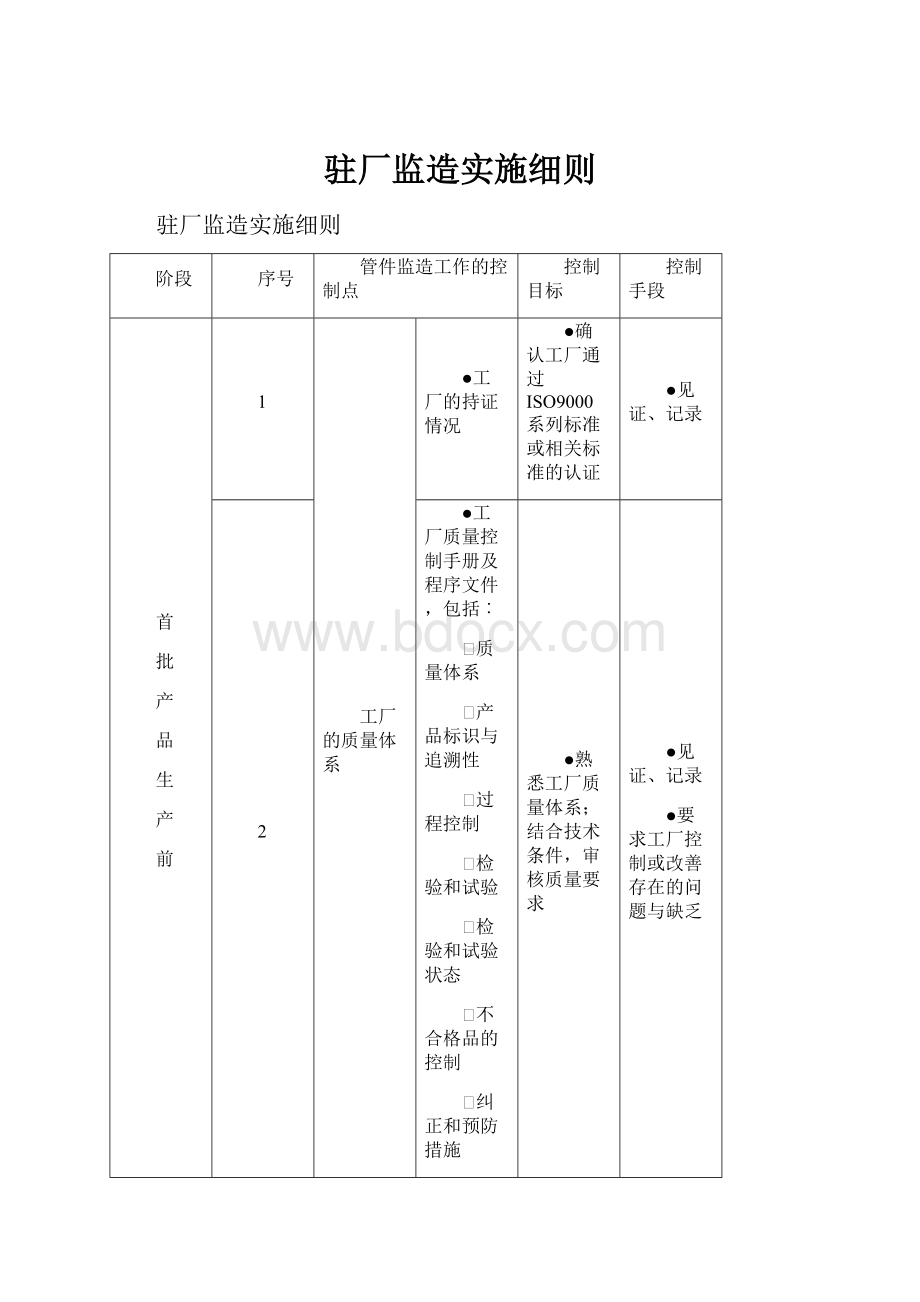
驻厂监造实施细则
阶段
序号
管件监造工作的控制点
控制目标
控制手段
首
批
产
品
生
产
前
1
工厂的质量体系
●工厂的持证情况
●确认工厂通过ISO9000系列标准或相关标准的认证
●见证、记录
2
●工厂质量控制手册及程序文件,包括︰
⏹质量体系
⏹产品标识与追溯性
⏹过程控制
⏹检验和试验
⏹检验和试验状态
⏹不合格品的控制
⏹纠正和预防措施
⏹搬运、贮存、包装、防护和交付
⏹培训、教育和资格/意识
⏹统计技术/数据分析
●熟悉工厂质量体系;结合技术条件,审核质量要求
●见证、记录
●要求工厂控制或改善存在的问题与缺乏
3
工厂质量体系的运行情况
●生产的重要工序,包括︰
⏹原料管理
⏹生产控制
⏹检验与试验
⏹产品搬运与防护
●根据质量体系文件,详细核查质量体系运行情况
●可从装备水平、生产工艺、产品检测、实物质量、质保体系进展全面考察
●见证、记录
●要求工厂控制或改善存在的问题与缺乏
4
重要生产及检验岗位人员的资格与素质
●重要生产及检验人员包括︰
⏹焊工、补焊工
⏹无损探伤〔超声波、射线、磁粉等〕检验员
⏹水压试验检验员
⏹理化试验员
●检查操作人员的上岗操作证、实际操作情况,对相应标准的了解等
●见证、记录
●要求工厂更换或重新培训、考核不符合要求的人员
5
试验室情况
●试验室的资质等级及其试验围
●法定计量部门对试验设备出具的计量检定证明
●试验室的管理制度
●试验人员的资格
●检查并确保以下设备及其工具在有效期及其实际运行情况正常
⏹理化性能试验设备
⏹无损检测设备〔检查比照试块的校验是否合格〕
⏹仪表
⏹测量工具的计量鉴定
●检查试验人员的**书、实际操作情况
●见证、记录
●要求工厂立即鉴定超出有效期〔鉴定期〕的仪器设备,不合格的需立刻置换
●要求工厂更换或重新培训、考核不符合要求的人员
6
原材料进厂检验
●原材料〔钢板/板卷、焊丝、焊剂〕的质量证明书
●原材料进厂后复验结果
●原材料进厂后管理情况
●检查原材料的质量证明书,其试验结果应符合标准及技术规格书的规定
●考察原材料进厂后的覆验结果,应符合标准及技术技术规格书的规定
●确保原材料分区摆放,并有清晰标志
●见证、记录
●要求工厂处理不符合要求的地
7
工艺规程〔生产方案文件〕
●确保工艺规程的容是符合技术条件的要求〔如制造厂能提供其它合资公司曾认可*的制造法亦可〕〔注*:
应是集团认可的监造单位按指引要求评定过的制造法〕
●见证、记录
●要求工厂整改不符合要求的地
8
生产工艺卡
●检查生产车间的工艺卡的容,应与审定的生产方案文件容一致
●见证、记录
●要求工厂整改不符合要求的地
生产前检查小结
●总结整个检查结果,对其中出现的问题向工厂提出并要求整改
●提出一些需要加强、改善的地
工厂整改完毕后,再进展检查,直到全部合格后,向委托人报告,可开机进展试生产及首批检验
首
批
检
验
1
试生产的运行情况
●整个生产过程
●确保整个生产能按照质量程序文件的规定执行
●见证、记录
●要求工厂整改不符合要求的地
2
试生产的产品质量
钢管︰
●两个熔炼炉次的钢管中,各5根钢管的试验,验收标准需符合标准及技术技术规格书的规定,检验包括下表容
管件︰
●测试应在最后的热处理之后进展
●机械性能测试试様需从以下取様︰
⏹于成形后及热处理后的管件或延伸长度取様
⏹初始物料经过一样的锻造和热处理取様
⏹从管件取様
●首个批次的管件中,5根管件的试验,验收标准需符合标准及技术技术规格书的规定,检验包括下表容
聚乙烯防腐层涂敷︰
●防腐管上的聚乙烯层的性能测试
●防腐管或在同一工艺条件下涂敷的试验管段,截取试件的防腐层整体性能测试
●首个批次的管段中,5根管段的试验,验收标准需符合标准及技术技术规格书的规定,检验包括下表容
●监视整个理化性能试验的过程
●确保试生产的产品能符合标准及技术规格书的要求
●见证、记录
钢管检验类型
HFW
SAWL
SAWH
COWL
COWH
SMLS
熔炼分析(化学成份-最大含量)
√
√
√
√
√
√
产品分析(化学成份-允偏差)
√
√
√
√
√
√
管体拉伸试验
√
√
√
√
√
√
D>=219.1mm纵向或螺旋焊缝拉伸试验
√
√
√
√
√
--
D>=219.1mm焊接钢管钢帯/钢板对头焊缝拉伸试验
--
--
√
--
√
--
CVN冲击试验-管体
√
√
√
√
√
√
如同意,CVN冲击试验–纵向焊缝
√
--
--
--
--
--
CVN冲击试验-焊接钢管钢帯/钢板对头焊熢(如适用)
--
--
√
--
√
--
D>=508mm焊管管体DWTT试验(如同意,亦適用于D<508mm)
√
√
√
√
√
--
纵向或螺旋焊缝导向弯曲试验
--
√
√
√
√
--
钢管钢带/钢板对头焊缝导向弯曲试验
--
--
√
--
√
--
焊管压扁试验
√
--
--
--
--
--
硬度试验
√
√
√
√
√
--
静水压试验
√
√
√
√
√
√
剩余应力测试
(必须明确剩余应力的测试法)
--
--
√
--
--
--
焊管纵向焊缝或螺旋缝焊熢宏观检验
--
√
√
√
√
--
金相检验
√
--
--
--
--
--
外观检查
√
√
√
√
√
√
焊管直径和椭圆度
√
√
√
√
√
√
壁厚测量
√
√
√
√
√
√
其它尺寸检验
√
√
√
√
√
√
称重
√
√
√
√
√
√
无损检验
√
√
√
√
√
√
*注:
1.SMLS:
无缝钢管
2.HFW:
高频焊接
3.SAWL:
纵向埋弧焊缝
4.SAWH:
螺旋埋弧焊缝
5.COWL:
纵向复合焊缝
6.COWH:
纵向复合焊缝
管件检验类型
化学分析
化学成分
物理测试
管体拉伸试验
焊缝横向拉伸试验
冲击测试-管体
冲击测试-焊缝
壁厚硬度试验
外表硬度试验-由制造商决定
金相检验
导向弯曲试验(焊缝)(只适用于焊接规程的审批)
无损检测
外观检查
管件坡口(MT或PT)
管件末端(UT)
焊缝(RT或UT)
管体(UT或MT)-由制造商决定
剩余磁性
尺寸检验
壁厚
径
椭圆度
特别尺寸
聚乙烯防腐层涂敷检验类型
聚乙烯层的性能指标
拉伸强度(MPa)
断裂伸长率(%)
耐环境应力开裂(F50)(h)
压痕硬度(mm)
防腐层的性能指标
剥离强度(N/cm)
阴极剥离(65℃,48h)(mm)
冲击强度(J/mm)
抗弯曲(2.5°)
首批检验小结
●总结首批试生产过程
●提出一些需要加强、改善的地
●工厂整改完毕后,再进展检查,直到全部合格后,向委托人报告,可全面进展生产
生
产
期
间
监
督
检
验
1
产品取样及性能检验
产品检测过程及检测结果
●检查取様的部位、数量,符合标准及技术技术规格书的规定
●监视检验的进展,及审核检测结果,确保产品质量符合标准及技术技术规格书的规定
●确保试验记录应能追踪到管号和熔炼炉次的编号
●检出的不合格产品应单独堆放
●检验查出的不合格品,应重新进展防腐层涂敷,并经检验合格后再出厂。
假设经设计认定,也可降级使用(适用于聚乙烯防腐管)
●监视检查、记录
●对验收不合格的产品,通知厂限期返工,重新验收合格,可进入下一道工序,或交付使用,并及时报告委托人
●收集试验数据并输入计算器,以作记录
钢管检验类型(对于不同种类钢管检验要求,参阅首批检验的要求)
检验频次
熔炼分析(化学成份-最大含量)
每熔炼分析1次
产品分析(化学成份-允偏差)
每熔炼分析2次(取自分隔的产品)
管体拉伸试验
如一样冷扩径率(a*)的钢管,每批1次
D≥219.1mm(8.625in)纵向或螺旋焊缝拉伸试验
一样冷扩径率(a,b,c*)的钢管,每批1次
D≥219.1mm(8.625in)焊接钢管钢帯/钢板对头焊缝拉伸试验
一样冷扩径率(a,b,d*)及不超过100根钢管,每批1次
CVN冲击试验-管体
一样冷扩径率(a*)的钢管,每批1次
如同意,CVN冲击试验–纵向焊缝
一样冷扩径率(a,b,c*)的钢管,每批1次
CVN冲击试验-焊接钢管钢帯/钢板对头焊熢(如适用)
一样冷扩径率(a,b,d*)及不超过10根钢管,每批1次
D≥508mm焊管管体DWTT试验(如同意,亦適用于D<508mm)
一样冷扩径率(a*)的钢管,每批1次
纵向或螺旋焊缝导向弯曲试验
一样冷扩径率(a*)不超过50根管,每批1次
钢管钢带/钢板对头焊缝导向弯曲试验
一样冷扩径率(a,b,d*)不超过50根管,每批1次
焊管压扁试验
每卷4次
硬度试验
任向超过50mm的硬块
静水压试验
每根钢管
剩余应力测试
每批钢管
焊管纵向焊缝或螺旋缝焊熢宏观检验
每班或钢管尺寸变化时1次
金相检验
每班或钢管尺寸变化时1次
外观检查
每根钢管
焊管直径和椭圆度
每4小时至少1次或钢管外径尺寸发生变化时;
壁厚测量
每根钢管
其它尺寸检验
随机检测
称重(D<141.3mm的钢管)
每根或每批
称重(D≥141.3mm的钢管)
每根钢管
无损检验
每根钢管
注︰a.冷扩径率由制造商设定,其是扩径前后外径或圆长的比值。
冷扩径率增加或减少量超过0.002,则要求建立一个新的试验批次。
b.另外,对每个焊管机组生产的钢管每至少检验一根钢管。
c.对于双焊缝钢管,在同一试验批次,其双焊缝应同样试验。
d.仅适用合于含有钢带/钢板对口焊缝的成品螺旋焊管。
管件检验类型
检验频次
化学分析
化学成分
每熔炼分析一次
物理测试
管体拉伸试验
一样生产程序管件进展一次
焊缝横向拉伸试验
一样生产程序管件进展一次
冲击测试-管体
一样生产程序管件进展一次
冲击测试-焊缝
一样生产程序管件进展一次
壁厚硬度试验
一样生产程序管件进展一次
外表硬度试验-由制造商决定
协商
金相检验
协商
导向弯曲试验(焊缝)(只适用于焊接规程的审批)
每资历测试取办2次
无损检测
外观检查
每一管件
管件坡口(MT或PT)
每一管件
管件末端(UT)
每一管件
焊缝(RT或UT)
每一管件
管体(UT或MT)-由制造商决定
每一管件
剩余磁性
每一管件
尺寸检验
壁厚
每一管件
径
每一管件
椭圆度
每一管件
特别尺寸
每一管件
聚乙烯防腐层检验类型
检验频次
外表淸洁度及锚纹深度
(宜采用粗糙度测试仪或锚纹深度测试纸测定)
每4小时至少2次,每次测两根防腐管
目测法-防腐层外观
每根防腐管
电火花检漏
在线检查
磁性测厚
每连续生产批至少检查第1、5、10根钢管的防腐层厚度,之后每10根至少测1根
剥离强度-防腐层的粘结力
每4小时至少在2个温度下各抽测一次
阴极剥离性能检验
每连续生产的第10km、20km、30km的防腐管测一次,之后每50km测一次
拉伸强度和断裂伸长率-聚乙烯层
每50km防腐管测一次
2
成品库抽检
●每一次联合检查
●重点检查钢管的外观质量、几尺寸、钢管堆放等
●检查、记录
●如发现*根钢管不合格,除该根钢管拒收外,还要加大抽检比例,如再发现问题,则此批钢管必须逐根检查一遍
3
产品存放
●管端保护器(适用于钢管)
●管道承托(适用于钢管)
●管端保护器:
每条钢管须配以适宜的管端保护器(适用于钢管)
●在合格产品的质量证明书上签字
●确保每条钢管须配以适宜的管端保护器,以防止水或其它杂物进入管(适用于钢管)
●检查钢管应铺设两排枕木或砂袋垫高,防止管道保护层受到破坏(适用于钢管)
●在堆叠时,应检查两层管道之间是否放上衬垫,并在最下层的管道用楔子固定,以避管道滑下造成危险(适用于钢管)
●检查、记录
●要求工厂整改不符合要求的地
4
产品发运
●产品吊装、发运
●制造商应在装运之前提交完整的装运法说明供认可之用
●检查、记录
●在合格钢管的质量证明书上签字
驻
厂
监
督
报
告
1
生产期间
●报、月报
●报告生产检验进度及产品质量统计
●报告生产检验中出现的问题、问题的处理及结果
●提交购
2
完成生产
●工厂应该提交的完工文件
●检查提交的质量证明书、各种试验报告、原材料质量证明书及其它有关文件
●在装货发运之前提交购
●审批
●提交购
3
最后工作
●总结报告
⏹整个生产状况总结
⏹生产出合格产品的状况总结
⏹所使用的原材料状况总结
⏹所使用的焊接材料状况〔焊丝、焊剂、焊条〕
⏹生产中出现的问题及其处理情况总结
⏹产品发运情况
⏹监视检验人员的进展的各项抽查检验结果
⏹产品生产检验重要岗位人员的**书状况
⏹驻厂监造期间的一些往来、指示
●提交购及港华投资**工程部(购集团本部)


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 监造 实施细则
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
幼儿园课堂培训心得感想五篇.docx
-
最新总结范文之销售人员年终总结以及工作计划.docx
-
医学类院校适用 新标准大学英语 视听说教程1 听力原文.docx
-
整理变压器的运行规范.docx
-
中级经济师经济基础知识学习讲义第一章第四章.docx
-
哲学与人生第四课教案.docx
-
团队互动游戏大全用于培养团队协作精神.docx
-
我国当前经济形势与新发展格局的专题党课讲稿.docx
-
浙江省浙南名校联盟届高三生物上学期第一次联考试题.docx
-
视频会议应急保障系统方案建议书.docx
-
医院收费处工作总结.docx
-
谢华的离婚协议书附离婚协议模板.docx
-
展厅设计合同修改.docx
-
银行营业厅布局与功能分区研究.docx
-
外研版英语九年级下册Module 1 Travel 模块检测D卷.docx
-
新目标七年级英语下册全套教案.docx
-
养护各类台账.docx
-
一年级下学期数学总复习题.docx
-
幼小衔接教案.docx
