 fanuc 伺服报警代码.docx
fanuc 伺服报警代码.docx
- 文档编号:25488770
- 上传时间:2023-06-09
- 格式:DOCX
- 页数:39
- 大小:32.33KB
fanuc 伺服报警代码.docx
《fanuc 伺服报警代码.docx》由会员分享,可在线阅读,更多相关《fanuc 伺服报警代码.docx(39页珍藏版)》请在冰豆网上搜索。
fanuc伺服报警代码
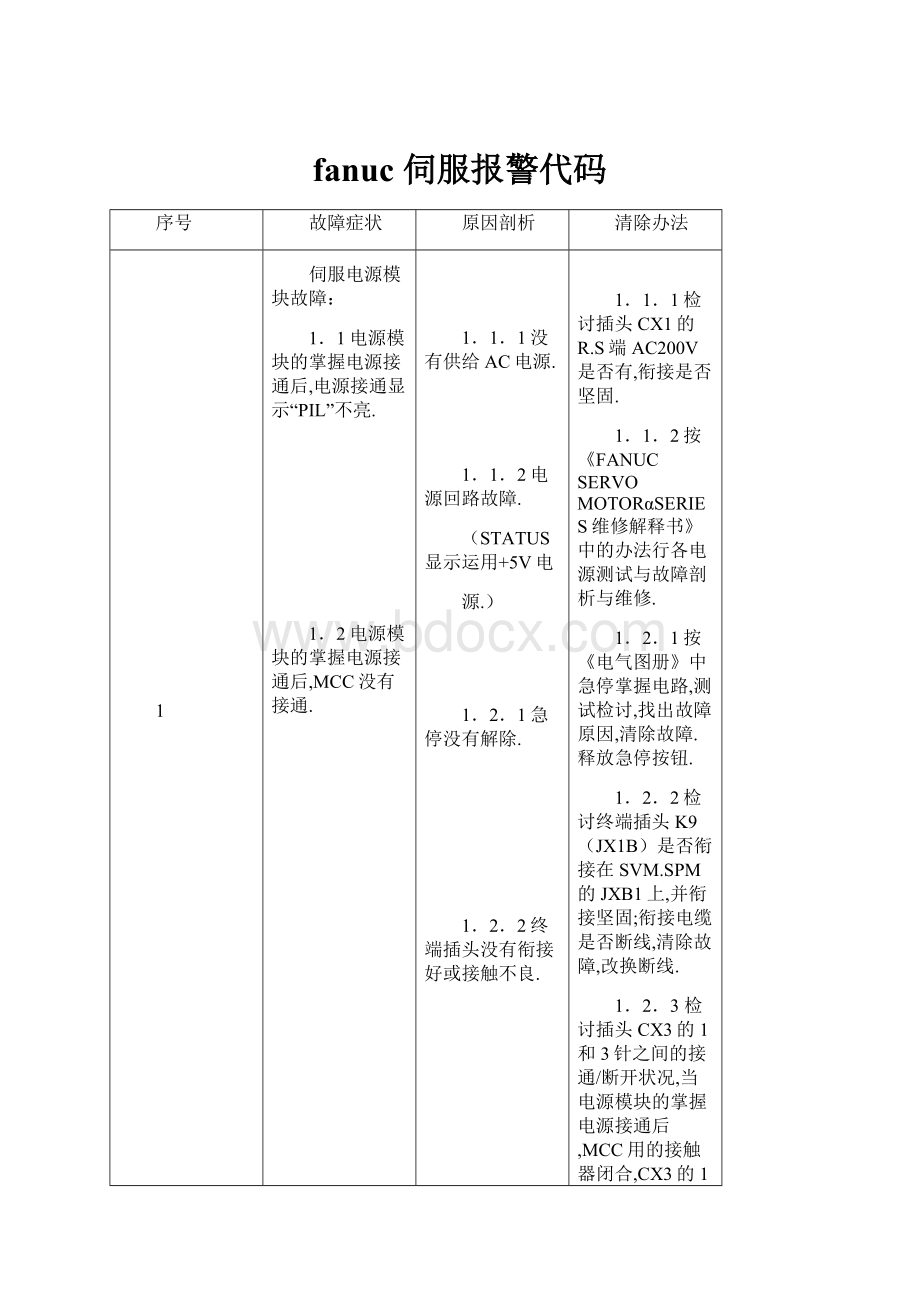
序号
故障症状
原因剖析
清除办法
1
伺服电源模块故障:
1.1电源模块的掌握电源接通后,电源接通显示“PIL”不亮.
1.2电源模块的掌握电源接通后,MCC没有接通.
1.3电源接通后,电源模块上,状况(STATUS)显示灯点亮,7段显示器显示报警代码.
1.1.1没有供给AC电源.
1.1.2电源回路故障.
(STATUS显示运用+5V电
源.)
1.2.1急停没有解除.
1.2.2终端插头没有衔接好或接触不良.
1.2.3MCC用的接触器不良或破坏.
1.2.4MCC接触器电源线接触不良或断线.
1.3电源模块内部故障.
1.1.1检讨插头CX1的R.S端AC200V是否有,衔接是否坚固.
1.1.2按《FANUCSERVOMOTORαSERIES维修解释书》中的办法行各电源测试与故障剖析与维修.
1.2.1按《电气图册》中急停掌握电路,测试检讨,找出故障原因,清除故障.释放急停按钮.
1.2.2检讨终端插头K9(JX1B)是否衔接在SVM.SPM的JXB1上,并衔接坚固;衔接电缆是否断线,清除故障,改换断线.
1.2.3检讨插头CX3的1和3针之间的接通/断开状况,当电源模块的掌握电源接通后,MCC用的接触器闭合,CX3的1和3针之间没有接通,接触器触点破坏,改换接触器.
1.2.4按《电气图册》检讨衔接,改换断线.
1.3当消失故障时,应不雅察状况显示灯与报警显示号,然后依据报警号和指导灯的状况并按《FANUCSERVOMOTORαSERIES维修解释书》中的办法行故障剖析与维修.
序号
故障症状
原因剖析
清除办法
1.4报警故障处理:
1.4.1电源模块上显示报警代码“01”(电源模块的主回路IPM平常).
1.4.2电源模块上显示报警代码“02”(掌握回路的冷却电扇不转).
1.4.3电源模块上显示报警代码“03”(主回路的散热器温升平常).
1.4.4电源模块上显示报警代码“04”(主回路的DC电压过低).
1.4.5电源模块上显示报警代码“05”(主回路充电不克不及在规准时光内进行)
1.4.1.1电源模块内大功率模块IGBT或IPM不良.
1.4.1.2机床运用久AC电抗器不良.
1.4.2冷却电扇故障.
1.4.3.1冷却电扇故障.
(电源模块风机.电柜通
风风机)
1.4.3.2机床运用久,
电柜内通风不畅.
1.4.3.3过载.
1.4.4.1电源模块输入电源消失刹时的停电.
1.4.4.2电源模块输入电源电压过低.
1.4.4.3操纵掉误.(解除急停状况下,割断主回路电源时)
1.4.5.1DC短路.
1.4.5.2机床运用久,电源模块内限制充电电流的电阻不良.
1.4.1.1改换IGBT或IPM模块.改换时起首要查明破坏原因及驱动电路是否有故障,清除故障后,方可改换,不然换后有可能还会破坏.
1.4.1.2改换AC电抗器.
1.4.2补缀或改换冷却电扇电机.
1.4.3.1检讨冷却电扇扭转情形,补缀或改换已破坏的冷却电扇电机.
1.4.3.2按期检讨干净冷却体系,包管电柜内通风疏浚.
1.4.3.3检讨动转情形,清除故障.
1.4.4.1检讨电源模块输入电源,清除故障.
1.4.4.2检讨确认.找出电源电压过低的原因,清除故障.
1.4.4.3检讨操纵次序,精确操纵.
1.4.5.1测试检讨,找出故障点,改换破坏的元器件或导线,清除故障.
1.4.5.2换配线板或电阻.
序号
故障症状
原因剖析
清除办法
1.4.6电源模块上显示报警代码“06”(输入电源消失平常).
1.4.7电源模块上显示报警代码“07”(主回路的直流电压平常升高).
1.4.6电源模块输入电源缺相.
1.4.7.1AC电源阻抗变高.
1.4.7.2再生回路平常.
1.4.7.3IGBT(或IPM)故障.
1.4.6按《电气图册》中电源掌握道理图进行测试检讨,找出故障原因,改换破坏的元器件或导线,清除故障.
1.4.7.1检讨电源阻抗.
1.4.7.2检讨确认端子IR.IS是否消失过压.
1.4.7.3办法同1.4.1.1项.
2
主轴放大器故障:
2.1电源模块的掌握电源接通后,主轴放大器模块的电源接通显示“PIL”不亮.
2.2电源接通后,主轴放大器报警,主轴不克不及起动.
2.3主轴伺报放大器破坏.
2.1.1未供给掌握电源.
2.1.2电源回路出故障.
(STATUS显示运用+5V电
源.)
2.2主轴放大器内部故障与外部衔接不良引起的故障.
2.3.1外部短路.缺相,相间短路.电机破坏引起.
2.1.1检讨插头CX2的24V.0V是否有,衔接是否坚固.
2.1.2按《FANUCSERVOMOTORαSERIES维修解释书》中的办法行各电源测试与故障剖析与维修.
2.2当消失故障时,不雅察主轴放大器状况,故障剖析与维修办法同1.3项.
2.3.1当消失此故障应立刻关机割断电源,在没有断定出故障情形,一般不再送电,以免故障扩展.故障剖析与补缀办法如下:
2.3.1.1将主轴模块上电机电源线接线端(U.V.W)上的导线和直流母线(P.N)
序号
故障症状
原因剖析
清除办法
2.3主轴伺报放大器破坏.
2.3.1外部短路.缺相,相间短路.电机破坏引起.
2.3.2主轴模块内部故障.
2.3.3机床输入电源电压超标引起.
2.3.4电机破坏.
衔接条拆下,用数字
式万用表二极管档分离测量直流母线(P.N)与U.V.W端,不雅察显示的数据,正反均测.假如三项测试显示的数据根本一致(正.反),然后再用欧姆档(MΩ档)分离测P.N.U.V.W对地电阻,大于10MΩ,一般主轴模块没有破坏.假如有一项显示的数值偏小或为“0”,该项的功率模块内部短路;显示的数值偏大或为“1”,该项的功率模块内部断路;假如测量P.N端显示的数值偏小或为“0”,功率模块内部短路.请制造厂协助补缀.
2.3.2办法同2.1项.
2.3.3测量检讨外部电源,确认超标后,建议加装稳压电源.
2.3.4.1用万用表分离测量三相线组的阻值,应一致;用500型摇表测量绝缘电阻,应大于1MΩ.假如不一致或通路.断路.对地电阻小于1MΩ,电机有故障或破坏,补缀或改换电机.
序号
故障症状
原因剖析
清除办法
2.3主轴伺报放大器损
2.4主轴模块电源接通后,状况(STATUS)显示中报警LED(红色)灯点亮,2位7段显示器显示报警代码.
2.3.4电机破坏.
2.4主轴模块内部故障和与主轴有关的掌握.衔接消失故障,故障原因参看《FANUCSERVOMOTORαSERIES维修解释书》.
2.3.4.2开机时电机振动,噪声增大超标,电机轴承润滑不良或磨损,加长效润滑脂,改换已破坏的轴承.
2.4按《FANUCSERVOMOTORαSERIES维修解释书》中的供给的办法进行各电源测试和故障剖析与维修.
3
伺服放大器故障:
3.1伺报放大器电源接通状况(STATUS)显示没有显示.
3.2伺报放大器电源接通状况(STATUS)显示
“-”.
3.3伺报模块电源接通后,状况(STATUS)显示中报警LED(红色)灯点亮,7段显示器显示报警代码.
3.4伺服放大器破坏.
3.1.1未供给掌握电源.
3.1.2电源回路出故障.
(STATUS显示运用+5V电
源.)
3.2伺服放大器等待NC预备好旌旗灯号(*MCON).
3.3伺报模块内部故障和与伺报模块有关的掌握.衔接消失故障,故障原因参看《FANUCSERVOMOTORαSERIES维修解释书》.
3.4.1外部短路.缺相,相间短路.电机破坏引起.
3.4.2伺服模块内部故障.
3.4.3电机破坏.
3.1.1办法同2.1项.
3.1.1办法同2.1项.
3.2同上.
3.3按《FANUCSERVOMOTORαSERIES维修解释书》中的办法行各电源测试与故障剖析与维修.
3.4.1参照2.3.1项中的办法.
3.4.2按《FANUCSERVOMOTORαSERIES维修解释书》中的办法行各电源测试与故障剖析与维修.
3.4.3同5项中的办法.
序号
故障症状
原因剖析
清除办法
4
主轴电机故障.
4.1主轴消失平常声音与振动.
4.2冷却风道不畅或堵塞.
4.3电机概况粘有切削液.
4.4电扇电机故障.
4.1.1机床运用久,电机轴承润滑不良或破坏.
4.1.2机床运用久电机装配基本松动.
4.1.3电扇电机平常.
4.1.4主轴放大器平常.
4.2尘土聚积在冷却风道.
4.3加工时切削液调剂不当,喷射到电机概况.
4.4.1电扇电机不转.
4.4.1.1电扇电机无电源.
4.4.1.2异物堵塞.
4.4.1.3电机破坏.
4.4.2消失平常杂音.
4.4.2.1电机轴承润滑不良或破坏.
4.4.2.2有异物.
4.4.2.3电扇电机装配松动.
4.1.1消失此故障,应尽快检讨轴承润滑状况或改换电机轴承,不然主轴可能破坏.
4.1.2检讨确认后,从新紧固稳固.
4.1.3.1清扫风道.
4.1.3.2按期给电扇电机轴承加长效润滑脂,防止轴承破坏.
4.1.4办法同2项.
4.2按期清扫.
4.3将电机概况清干净并找出喷射源加以防护.
4.4.1消失此故障应将主轴电机停转,不然主轴可能破坏.
4.4.1.1按《电气图册》中主轴风机掌握电路测试检讨,找出故障点及故障原因,清除故障,改换破坏的元器件.
4.4.1.2除掉落异物,手迁移转变应灵巧.
4.4.1.3查明原因,清除故障后,补缀或改换电机.
4.4.2.1按期给电机轴承加长效润滑脂,改换已破坏的轴承.
4.4.2.2除掉落异物.
4.4.2.3从新装配稳固.
序号
故障症状
原因剖析
清除办法
4.5电机内部破坏.
4.6电机轴承破坏,从电机轴中发出杂音.
4.5电机内部短路或断路.
4.6.1机床运用久轴承天然磨损.
4.6.2电机轴承润滑不良.
4.5检讨确认后,改换电机.
4.6.1改换轴承.换轴承时与制造厂接洽.
4.6.2按期检讨电机润滑情形,按机床《运用解释书》中请求及办法,调剂润滑.
5
伺服电机故障:
5.1电机后盖(红色塑料的)有裂缝.
5.2电机概况.螺纹部的凹处有油污.切削液等.
5.3电机温升超标.
5.4电机破坏.
5.5电机运行中消失震撼.噪声超标.
5.6消失反馈报警.
5.1碰撞引起.
5.2机床运用久,油污.切削液浸入.
5.3负荷过大.
5.4.1电机内部绕组短路.断路.
5.4.2电机电源短路.缺相造成电机销毁.
5.4.3长期超载工作,电流超标.
5.5.1电机内轴承润滑不良.磨损或破坏.
5.5.2机床运用久,机械产生变更伺服增益参数与之不匹配.
5.6电机内装编码器不良或破坏.
5.1补缀或改换.
5.2按期检讨,擦去.并找出切削液浸入的起源,加以防护,以免化学反响,涂层浸入,造成破坏.
5.3改良运用前提(切削量.进给速度.刀具和工件重量等).
5.4.1检讨确认后,改换电机.
5.4.2测试检讨,找出故障原因,清除故障后,改换电机.
5.4.3改良运用前提.
5.5.1检讨确认后,加长效润滑脂或改换已破坏的轴承.
5.5.2从新调剂伺服增益参数.
5.6按《FANUCSERVOMOTORαSERIES维修解释书》中的办法进行补缀或改换.
序号
故障症状
原因剖析
清除办法
5.7电机绝缘降低.
5.7机床长期在湿度超标的情形下.
5.7改良机床工作情形.
6
主轴温升超标.
留意:
消失此故障应将主轴停滞迁移转变,找出故障原因,清除故障后,再开主轴,不然主轴轻易破坏.
6.1机床运用已久,轴承磨损或破坏.
6.2机床运用已久主轴轴承润滑不良.
(TR6340机床)
6.3油雾产生器压力不敷或油杯中润滑油过少,轴承润滑不充分,轴承干磨擦.
(THM6363机床)
6.4主轴电机内部有短路.
6.5主轴电机电源缺项,主轴温升快速升高并有平常声.
6.6主轴电机风机掌握电路故障或风机破坏,未工作.
6.1按机床《运用解释书》
中的办法,改换轴承.
6.2按机床《运用解释书》
中的办法,清洗轴承加长效润滑脂.
6.3.6检讨气压压力是否够,气路有无堵塞,假如偏低或堵塞,按《运用解释书》的办法进行调剂,达到请求.
6.3.2检讨油雾产生器油杯中润滑油是否过少,假如偏少,按《运用解释书》的办法加润滑油.
6.4断电后,用数字式万用表测试三相绕组的电阻,阻值应一致,假如消失较大的差别,证实主轴电机内部有短路,应补缀或改换电机.
6.5断电后按《电气图册》中主轴掌握电路,测试检讨,找出故障点,并清除.
6.6.1断电后,按《电气图册》中主轴风机掌握电路检讨,清除掌握电路中故障.
6.6.2测试检讨主轴风机,找出引起故障原因,并清除,补缀或
改换已破坏的风机.
序号
故障症状
原因剖析
清除办法
7
主轴噪声超标.
同上.
同上.
8
主轴精度超标.
8.1机床运用已久,轴承磨损轴向.径向间隙
增在.
8.2主轴因撞击.拉伤等造成主轴反转展转精度超差.
8.1改换轴承,调剂间隙,改换已破坏的轴承.
留意:
轴承应成套改换.
8.2请制造厂协助补缀或改换主轴.
9
换刀时,主轴刀柄取不下.
9.1换刀油缸不到位,松刀没有到位.
9.2松刀时没有预顶动作.
9.3拉杆释放电磁阀没有接通,没有松刀.
9.1.1检讨换刀油缸缸体是否松动,地位是否变动,确认是,从新调剂换刀油缸缸体地位,并固定稳固.
9.1.2检讨油缸压力是否够,如不敷,检讨油路是否有堵塞.漏油与液压站油箱中油是偏少,确认后,清除故障.
9.2按机床《运用解释书》中的办法,从新进行松刀调剂,达到请求.
9.3按《电气图册》中拉杆掌握电路,测试检讨,履行拉杆释放指令后,电磁阀上应测到DC29V电压.若无电压,应检讨数控体系输出口,如数控体系输出口有输出电压,故障在掌握电路中,查出故障点,补缀与改换破坏的元器件.如无电压,故障在数控体系内部.按数控体系《运用手册》进行剖析与维修.
序号
故障症状
原因剖析
清除办法
10
换刀时,主轴不克不及拉上刀柄.
10.1刀柄夹紧蝶形弹簧力不敷或破坏.
10.2拉杆释放电磁阀没有断开.
10.1改换刀柄夹紧蝶形弹簧.
10.2按《电气图册》中拉杆掌握电路,测试检讨,履行拉杆释放断开指令后,电磁阀上应测不到电压.如有电压,应检讨数控体系输出口,如数控体系输出口无电压,故障在掌握电路中,查出故障点,补缀与改换破坏的元器件.如有电压,故障在数控体系内部.按数控体系《运用手册》进行剖析与维修.
11
主轴不克不及起动.
11.1电源模块紧停旌旗灯号断开.
11.2电源模块故障,内部检测没有经由过程.LEPT
旌旗灯号没有闭合,电源模块电源无法接通.
11.3电源模块故障.
11.4主轴放大器故障.
11.1按《电气图册》中电源模块与主轴掌握电路进行检讨,找出紧停旌旗灯号断开的原因,清除故障,从新开机.
11.2按《FANUCSERVOMOTORαSERIES维修解释书》中的办法进行故障剖析与维修.
11.3
12
机床履行了主轴定向指令(M19)后,主轴定向地位消失误差.
12.1机床运用已久,主轴定向地位有变动.
12.1主轴上刀柄键槽应与X轴平行,消失此故障时,只要测出主轴上刀柄键槽偏离X轴的角度,然后修正主轴定向停滞参数即可.
序号
故障症状
原因剖析
清除办法
12
机床履行了主轴定向指令(M19)后,主轴定向地位消失误差.
12.1机床运用已久,主轴定向地位有变动.
12.2编码器故障引起.
12.3编码器齿形皮带拉长或断裂.
如测量艰苦,也可用多次修正主轴定向停滞参数的办法,调剂主轴上刀柄键槽与X轴的地位,直至根本平行.
参数号:
6531
12.2检讨补缀或改换已坏的编码器.
12.3检讨确认后,改换齿形皮带.
13
换刀时顶刀.
13.1机床履行主轴定向(M19)指令后,定向地位不准.
13.2刀库地位变动.
13.1故障清除办法同“”.
13.2从新调刀库地位.办法如下:
13.2.1先调刀库刀套机械手与主轴的轴向地位,应一致.
13.2.2再调主轴中间到机械手反转展转中间距离与刀库刀套到机械手反转展转中间距离,应一致.
13.2.3调好各互相地位后,机械手慢速几回换刀,应精确靠得住.
14
主轴精度超差.
14.1主轴轴承承磨损.
14.2主轴拉伤.
14.1改换主轴承.
14.2请制造厂协助维修.
15
加工中CRT上显示704号报警.
该报警暗示因为负载而引起主轴速度平常变更.
消失报警后,应运用CRT
屏幕上速度表,检讨主轴
速度是否恒定.诊断办法
如下:
1.假如恒定,检讨参数的设定值是否偏小.
序号
故障症状
原因剖析
清除办法
参数号:
531.532.564.712.
2.假如不恒定,运用CRT屏幕上的主轴负载表,检讨切削负载是否过重.假如是过重降低切削前提.假如不是检讨刀具是否变钝,假如变钝改换切削刀具.
16
超程报警.
报警轴超出行程极限.
起首不雅察CRT上报警显示内容,确认报警轴,和超程偏向,然后按下机床操纵面板上报警释放按钮,同时按报警轴与报警偏向相反移动按钮,报警轴反向移动退出极限地位,按CRT/MDI上复位键解除报警.
留意:
1.加工零件时,超程报警解除要防止碰撞工件,破坏机床.
2.超程报警解除操纵时,应先低速退出,确认偏向精确后,方可快速.
17
油雾产生器故障.
故障原因根本同“第9章9.1节持续轨迹数控坐标
磨床”中第14项.
拜见“第9章9.1节持续
轨迹数控坐标磨床”中第14项.
18
活动轴运行时有发抖,噪声较大.
18.1机床运用已久,活动轴蜗轮蜗杆啮合间隙增大.(TR6340)
18.2丝杆轴承间隙增大.
(TR6340)
18.1从新调剂活动轴蜗轮蜗杆啮合间隙(0.012mm以内).
18.2从新调剂丝杆的轴承间隙.
序号
故障症状
原因剖析
清除办法
18.3活动轴传动齿形皮带松.(TR6340)
18.4电机轴承磨损或破坏.
18.5机床运用已久,活动轴前后轴承座中的轴承润滑不良磨损或破坏.(THM6363)
18.6滚珠丝杆螺母松动.
(THM6363)
18.7滚珠丝杆受损或回珠器回珠不畅.
18.8B轴密封不良,切削液浸入轴承生锈.
18.3改换齿形皮带.
18.4办法同5.5项.
18.5改换轴承.改换后应按《运用解释书》中请求,按期检讨轴承润滑情形,加常效润滑脂.
18.6从新调剂丝杆螺母预紧力.
18.7检讨确认后,补缀或改换滚珠丝杆.
10.8改换轴承和密封圈,改换后应按期检讨密封情形.
19
活动轴单脉冲进给达不到请求或低速爬行.
19.1机床运用已久,机械磨损,机床参数与之不匹配.
19.2活动轴蜗轮蜗杆啮合间隙过小,过紧引起.
(TR6340)
19.3机床运用时光久,导轨润滑不良.
19.4伺服体系不良或伺服电机不良.
19.1机床维修,从新设置机床参数.暂时处理只要机床不振,可将伺服增益参数恰当进步.
19.2不雅察运行时电流,从新调剂活动轴蜗轮蜗杆啮合间隙(0.012mm以内).
19.3检讨润滑体系,清除油路故障和按期检讨加油.
19.4办法同3与5项.
20
机床电源开关接通,CNC启动按钮按下,CRT上显示1001号报警(气压过低报警).
20.1气压压力调剂不当.
20.1按机床《运用解释书》中的办法检讨调剂气路体系.
序号
故障症状
原因剖析
清除办法
20.2供气体系故障.
20.2检讨气源是否打开,气压是否相符机床运用请求,如达不到请求,应对气源.供气管路进行检讨,清除供气体系和蔼路故障.
故障清除后,按CRT/MDI上的“RESET”键,报警清除.
21
机床电源开关接通,CNC启动按钮按下,CRT上显示1000号报警.
21.1紧停按钮被按下.
21.2紧停掌握电路故障.
21.1将紧停按钮释放.
21.2按《电气图册》中紧停掌握电路检讨,找出故障原因,清除.
故障清除后,按CRT/MDI
上的“RESET”键,报警消
除.
22
托盘交流故障:
(TR6340)
22.1主动交流托盘指令发出后,托盘交流主动门未升或升起不到位.
托盘交流中消失故障后,应不雅察CRT显示的报警号,并按《报警和操纵信息表》中的内容查出故障原因.
22.1.1主动门起落导轨变形卡住.
22.1.2托盘交流主动门掌握电路故障.
故障原因确认后,按《电气图册》中托盘交流掌握电路和托盘主动


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- fanuc 伺服报警代码 伺服 报警 代码
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
人教版高中化学必修二同步练习61 化学反应与能量变化 过关检测.docx
-
应急预案施甸县森林火灾应急预案精选资料.docx
-
人教版四年级数学下册教案总复习导学案.docx
-
福建省各地中考市质检卷之记叙文阅读.docx
-
语文安徽省芜湖市南陵县萃英园中学201学年高一上学期期中考试试题.docx
-
人教版小学六年级数学上学期第七单元《选择合适的统计图》同步检测题及答案含三套题.docx
-
甘肃省武威市中考英语试题原卷版.docx
-
语文漫画恩将仇报范文模板 17页.docx
-
缘学生 偏科学生帮扶记录卡.docx
-
人教版一年级数学上册5以内的加减法口算题卡强烈推荐90.docx
-
干休所个人工作总结.docx
-
炸药库管理制度全doc.docx
-
针织面料知识培训.docx
-
人教版三年级数学下册小数加减法竖式计算题 322.docx
-
港口国监督检查问答.docx
-
中国不锈钢扁钢投资战略研究报告.docx
-
高考试题理综全国卷3.docx
-
中考历史一轮复习第三部分中国现代史课时训练11中华人民共和国的成立与巩固向社会主义社会过渡练习岳麓版精.docx
-
中科院未来科学家培养计划.docx
