 工艺卡片.docx
工艺卡片.docx
- 文档编号:25464553
- 上传时间:2023-06-09
- 格式:DOCX
- 页数:26
- 大小:186.54KB
工艺卡片.docx
《工艺卡片.docx》由会员分享,可在线阅读,更多相关《工艺卡片.docx(26页珍藏版)》请在冰豆网上搜索。
工艺卡片
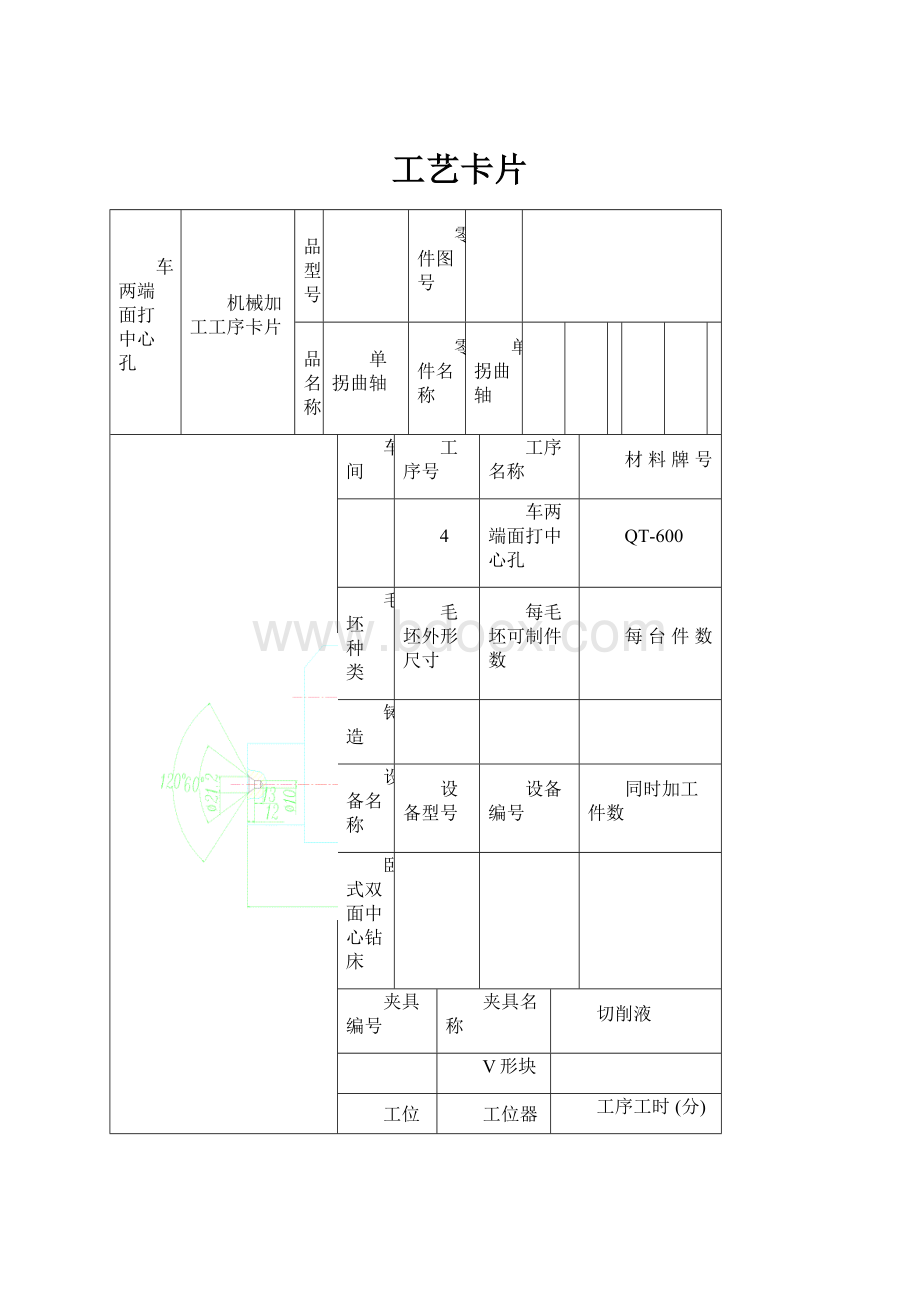
车两端面打中心孔
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
4
车两端面打中心孔
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
卧式双面中心钻床
夹具编号
夹具名称
切削液
V形块
工位器具编号
工位器具名称
工序工时(分)
准终
单件
3.01
69.31
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
V形块
0
0
0
0
2
车两端面
V形块、铣刀、游标卡尺
232
16
0.5
5
1
0.4
2.61
3
钻中心孔
V形块、中心钻、游标卡尺
232
16
0.5
5
1
0.4
2.61
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
粗主轴颈右端
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
5
粗车主轴颈右端
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
夹具编号
夹具名称
切削液
顶尖
工位器具编号
工位器具名称
工序工时(分)
准终
单件
2.81
77.51
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
两顶尖
0
0
0
0
2
车外圆端面至φ112
两顶尖、游标卡尺、90度车刀
167
59
1.3
2.6
1
0.2
2.61
3
车外圆至φ107并保证φ112长度为100.6
两顶尖、游标卡尺、90度车刀
167
59
1.3
2.6
1
0.2
2.61
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
粗主轴颈左端
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
6
粗车主轴颈左端
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
夹具编号
夹具名称
切削液
顶尖
工位器具编号
工位器具名称
工序工时(分)
准终
单件
2.81
77.51
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
两顶尖
0
0
0
0
2
车外圆端面
两顶尖、游标卡尺、90读车刀
167
59
1.3
2.6
1
0.2
2.61
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
半精车主右端
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
7
半精车主轴颈右端
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
夹具编号
夹具名称
切削液
顶尖
工位器具编号
工位器具名称
工序工时(分)
准终
单件
2.81
103.5
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
两顶尖
0
0
0
0
2
车外圆端面至φ110.4
两顶尖、游标卡尺、90度车刀
346
120
0.1
2
1
0.2
2.61
3
车外圆至φ105.4并保证长度尺寸102.6
两顶尖、游标卡尺、90度车刀
346
120
0.1
2
1
0.2
2.61
4
车锥度1:
10保证长度尺寸216
两顶尖、游标卡尺、90度车刀
346
120
0.1
2
1
0.2
2.61
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
半精车主左端
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
8
半精车主轴颈左端
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
夹具编号
夹具名称
切削液
顶尖
工位器具编号
工位器具名称
工序工时(分)
准终
单件
2.81
80.61
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
两顶尖
0
0
0
0
2
车外圆端面至φ110.4
两顶尖、90度车刀、游标卡尺
346
120
0.1
2
1
0.2
2.61
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
粗车连杆轴颈
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
9
粗车连杆轴颈
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140
夹具编号
夹具名称
切削液
偏心分度卡夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
1.49
73.6
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
偏心卡盘分度夹具、顶尖
0
0
0
0
2
切第一、二侧板
偏心卡盘分度夹具、顶尖、切断刀、游标卡尺
139
48
1.2
4.6
1
0.2
1.29
3
车连杆轴颈
偏心卡盘分度夹具、顶尖、90度车刀、游标卡尺
139
48
1.2
4.6
1
0.2
1.29
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
粗连杆上下端
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
10
粗铣连杆上下及前后端
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X60Y
夹具编号
夹具名称
切削液
V形块
工位器具编号
工位器具名称
工序工时(分)
准终
单件
11.67
87.5
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
V形块
0
0
0
0
2
粗铣连杆上、下端
V形块、铣刀、游标卡尺
142
120
0.25
4.5
1
9.4
2.27
3
粗铣连杆前、后端
V形块、铣刀、游标卡尺
142
120
0.25
4.5
1
9.4
2.27
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
钻油孔
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
11
钻油孔
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
5.76
68.07
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
专用夹具
0
0
0
0
2
钻2-φ20油孔
专用夹具、游标卡尺、φ20钻头
254.4
16
0.5
230
1
1.9
0.76
3
安装
专用夹具
0
0
0
0
4
钻φ10直油孔
专用夹具、游标卡尺、φ10钻头
254.4
16
0.5
160
1
1.4
0.76
5
安装
专用夹具
0
0
0
0
6
钻φ10斜油孔
专用夹具、游标卡尺、φ10钻头
254.4
16
0.5
20
1
1.7
0.76
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
扩油孔
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
12
扩油孔
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
1.09
63.25
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
专用夹具
0
0
0
0
2
扩φ32油孔
专用夹具、游标卡尺、φ32扩孔钻钻头
208
20.9
1
45
1
0.3
0.79
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
绞螺纹
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
13
绞螺纹
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
攻螺纹机床
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
1.09
63.25
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
专用夹具
0
0
0
0
2
攻4-M24螺纹
专用夹具、游标卡尺、绞刀
120
15
1
7
1
0.3
0.79
3
攻M12螺纹
专用夹具、游标卡尺、绞刀
120
15
1
7
1
0.3
0.79
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
粗铣键槽
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
14
粗铣键槽
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
铣床
X62Y
夹具编号
夹具名称
切削液
V形块
工位器具编号
工位器具名称
工序工时(分)
准终
单件
6.57
76.8
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
V型块
0
0
0
0
2
铣键槽
V型块、游标卡尺、铣刀
149
49
0.3
9.7
1
5.5
1.57
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
磨主轴颈右端
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
15
磨主轴颈右端
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
外圆磨床
夹具编号
夹具名称
切削液
顶尖
工位器具编号
工位器具名称
工序工时(分)
准终
单件
13.74
88.74
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
两顶尖
0
0
0
0
2
磨φ110外圆并倒角
两顶尖、千分尺、游标卡尺、砂轮
64
22
0.4
0.4
1
13
0.74
磨φ105外圆及锥度并倒角
两顶尖、千分尺、游标卡尺、砂轮
64
22
0.4
0.4
1
13
0.74
磨键槽
两顶尖、游标卡尺、砂轮
64
22
0.4
0.4
1
13
0.74
磨端面并倒角
两顶尖、游标卡尺、砂轮
64
22
0.4
0.4
1
13
0.74
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
磨主轴颈左端
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
16
磨主轴颈左端
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
外圆磨床
夹具编号
夹具名称
切削液
顶尖
工位器具编号
工位器具名称
工序工时(分)
准终
单件
3.74
78.74
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
两顶尖
0
0
0
0
2
磨φ110外圆及侧板端面并倒角
两顶尖、游标卡尺、千分尺、砂轮
64
22
0.4
0.4
1
3
0.74
3
磨端面并倒角
两顶尖、游标卡尺、砂轮
64
22
0.4
0.4
1
3
0.74
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
磨连杆轴颈
机械加工工序卡片
产品型号
零件图号
产品名称
单拐曲轴
零件名称
单拐曲轴
共
1
页
第
1
页
车间
工序号
工序名称
材料牌号
17
磨连杆轴颈
QT-600
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸造
设备名称
设备型号
设备编号
同时加工件数
外圆磨床
夹具编号
夹具名称
切削液
偏心卡盘分度夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
5.84
82.9
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
1
安装
偏心卡盘分度夹具
0
0
0
0
2
磨第一侧板
偏心卡盘分度夹具、游标卡尺、砂轮
64
22


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工艺 卡片
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
干部上讲台实施方案Word格式文档下载.docx
-
个体医疗机构规章制度范本文档格式.docx
-
义乌小商品市场成功因素借鉴及推广价值研究Word文档下载推荐.docx
-
中国度假村行业现状调研及未来五年投资商机研究报告Word下载.docx
-
新视野读写4答案Word下载.docx
-
学院路电缆入地工程电缆入地工程施工方案文档格式.docx
-
液压减震器项目可行性研究报告立项模板Word下载.docx
-
学年重庆市第一中学高一下学期期末考试化学试题解析版Word文档格式.docx
-
人教版四年级数学上册知识点大全最新整理Word文档下载推荐.docx
-
跳床项目可行性研究报告Word文档下载推荐.docx
-
小学三年级数学面积习题文档格式.docx
-
外研版小学六年级英语下册全册教案Word格式.docx
-
全国外贸单证员考试模拟题选择题部分文档格式.docx
-
血站血液中心主任科学发展观心得体会与血站党务工作总结汇编docWord格式文档下载.docx
-
西南大学研究生开题报告模板Word文档格式.docx
-
国有建设单位会计制度参考WordWord下载.docx
-
南京市地震局地震应急预案Word文档下载推荐.docx
-
酒店消防安全自检自查情况报告文档格式.docx
-
招商团队架构文档格式.docx
