 轧辊材质选择及特性.docx
轧辊材质选择及特性.docx
- 文档编号:25458300
- 上传时间:2023-06-08
- 格式:DOCX
- 页数:24
- 大小:150.99KB
轧辊材质选择及特性.docx
《轧辊材质选择及特性.docx》由会员分享,可在线阅读,更多相关《轧辊材质选择及特性.docx(24页珍藏版)》请在冰豆网上搜索。
轧辊材质选择及特性
合金冷硬铸铁轧辊
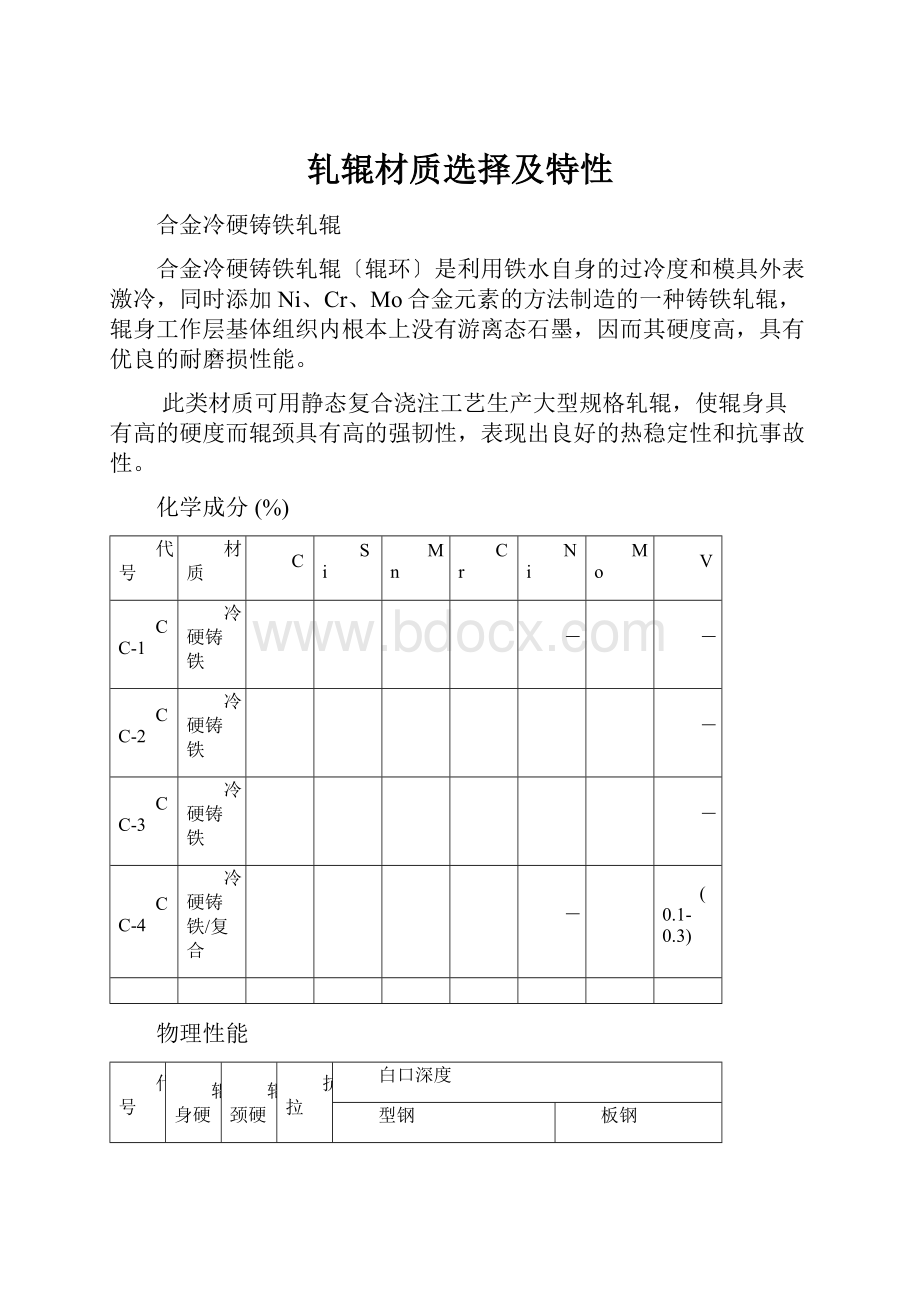
合金冷硬铸铁轧辊〔辊环〕是利用铁水自身的过冷度和模具外表激冷,同时添加Ni、Cr、Mo合金元素的方法制造的一种铸铁轧辊,辊身工作层基体组织内根本上没有游离态石墨,因而其硬度高,具有优良的耐磨损性能。
此类材质可用静态复合浇注工艺生产大型规格轧辊,使辊身具有高的硬度而辊颈具有高的强韧性,表现出良好的热稳定性和抗事故性。
化学成分(%)
代号
材质
C
Si
Mn
Cr
Ni
Mo
V
CC-1
冷硬铸铁
-
-
CC-2
冷硬铸铁
-
CC-3
冷硬铸铁
-
CC-4
冷硬铸铁/复合
-
(0.1-0.3)
物理性能
代号
辊身硬度
辊颈硬度
抗拉
强度
白口深度
型钢
板钢
≤Φ200
Φ201-250
Φ251-300
﹥Φ300
薄板
中板
CC-1
58-70
32-48
﹥150
12-25
15-30
17-35
20-45
CC-2
62-75
35-52
﹥150
12-25
15-30
17-35
20-45
CC-3
65-80
35-52
﹥150(300)
12-25
15-30
17-35
20-45
CC-4
60-70
35-48
﹥300
8-35
8-45
用途
CC-1
小型棒、线材轧机与窄带钢轧机精轧机架。
CC-2
CC-3
小型棒、线材轧机与窄带钢轧机精轧机架、无缝钢管轧机X减径辊环。
CC-4
三辊中板轧机、热轧叠轧薄板轧机。
承制X围
类别
辊身直径〔mm〕
辊身长度(mm)
小型
≤Φ550
大型复合
≤Φ900
3000
102合金无界冷硬铸铁轧辊
合金无界冷硬铸铁轧辊〔辊环〕,以其工作层中有细小的石墨析出物为特征而区别于冷硬铸铁轧辊。
石墨均匀分散在整个辊身截面,其数量和尺寸随深度而增加。
本公司提供的合金无界冷硬铸铁轧辊,由于添加了锰、铬、镍、钼等合金元素,加上少量细小石墨的存在,不仅提高了轧辊的抗剥落性、抗热裂性和抗磨损等性能,而且辊身工作层具有较小的硬度落差。
外表的微细石墨孔隙还能改善轧辊的咬入能力。
化学成分(%)
代号
材质
C
Si
Mn
Cr
Ni
Mo
IC-1
CrMo无界
-
IC-2
NiCrMo无界
IC-3
NiCrMo无界
物理性能
代号
辊身硬度
HS
辊颈硬度
HS
抗拉强度
MPa
IC-1
58-70
35-55
﹥160
IC-2
62-72
35-55
﹥160
IC-3
68-75
35-55
﹥160
用途
IC-1
棒、线材与型钢轧机中、精轧机架
IC-2
IC-3
棒、线材,型钢轧机中、精轧机架,无缝钢管轧机X减径辊环
承制X围
类别
辊身直径〔mm〕
辊身长度〔mm〕
轧辊
≤Φ650
≤1500
辊环
Φ190-600
400(max.)
103合金球铁轧辊
合金球墨铸铁轧辊〔辊环〕,以基体组织中的石墨呈球状为特征,通过调整镍、铬、钼合金元素和特定的热处理制度,可以制成普通球墨铸铁、大型合金球墨铸铁、珠光体球墨铸铁和针状球墨铸铁不同系列的轧辊〔辊环〕。
这些产品具有良好的强度、高温性能和抗事故性能,工作层硬度落差极小。
化学成分(%)
代号
C
Si
Mn
Cr
Ni
Mo
Mg
SGP-1
-
≥
SGP-2
≥
SGP-3
≥
SGP-4
≥
SGAC
≥
物理性能
代号
辊身硬度
HS
辊身硬度均匀度
HS
辊颈硬度
HS
抗拉强度
MPa
SGP-1
58-70
-
35-55
﹥320
SGP-2
62-70
-
35-55
﹥320
SGP-3
42-55
≤5
32-43
≥390
SGP-4
50-72
≤5
35-55
≥390
SGAC
55-75
≤5
40-60
≥400
用途
SGP-1
棒、线材、型钢轧机粗、中轧机架、轨梁轧边立辊。
SGP-2
棒、线材、型钢轧机粗、中轧机架。
SGP-3
大型初轧机。
SGP-4
型钢连轧机粗轧、中轧机架,棒、线材轧机粗轧、中轧机与钢管轧机X减径辊环。
SGAC
型钢连轧机中轧、精轧机架,无缝钢管轧机轧辊与辊环,棒、线材,螺纹钢轧机中轧、预精轧、精轧机架轧辊与辊环
承制X围
类别
辊身直径〔mm〕
辊身长度〔mm〕
轧辊
适用于各种规格轧辊的制造
辊环
Φ190-1500
900(max.)
104高镍铬无界冷硬铸铁轧辊
高镍铬无界冷硬复合铸铁轧辊是采用离心或全冲洗方法制造的高性能轧辊,通过提高镍、铬、钼等合金元素的含量,获得高的组织、碳化物显微硬度;配合特殊热处理得到组织均匀、致密与硬度落差小的工作层;同时含有少量游某某墨,从而具有良好的耐磨损性、抗热裂、抗剥落与抗压痕性能。
外层厚度可适应需要而调整,芯部采用韧性灰口铸铁或高强度球墨铸铁,使芯部与辊颈具有满意的强韧性。
使用中充分水冷是必要的。
化学成分(%)
代号
C
Si
Mn
Cr
Ni
Mo
HNiCr-1
HNiCr-2
物理性能
代号
硬度
HS
抗拉强度
MPa
抗弯强度
HS
冲击韧性
×104J/m2
弹性模量
kMPa
HNiCr-1
70-85
350-450
450-650
3-7
150-190
HNiCr-2
60-75
350-450
450-650
2-6
150-190
灰芯
35-50
﹥190
350
3-7
110-150
球芯
35-50
﹥350
550
4-7
160-190
硬度分布曲线示例:
距外表距离〔mm〕
用途:
热带连轧精轧后段工作辊
宽、中厚板轧机粗轧、精轧机架工作辊
热带〔板〕四辊平整机工作辊、支撑辊,横切平整辊
炉卷轧机工作辊
高速线材轧机预精轧辊环
有色金属板材轧机工作辊
承制X围
制造方法
辊身直径(mm)
辊身长度(mm)
净重(t)
离心法
Φ280-1350
400-4300
45
全冲洗法
Φ800-1300
≤5500
105高铬复合铸造轧辊
高铬复合轧辊工作层含有6~22%的铬合金,芯部为高强度球墨铸铁。
根据含碳量的不同,分为高铬铸钢轧辊和各个铸铁轧辊。
由于大量铬元素的作用,组织中碳化物呈M7C3型,硬度高、韧性和耐磨性好,且基体组织中合金含量高,并经特殊热处理,具有良好的高温综合机械性能。
用于带钢热轧时,可根据使用架次、水冷条件选用高铬铸钢、高铬铸铁轧辊。
高铬复合轧辊可用于冷轧机,平整机工作辊,并可制作辊环类产品。
化学成分(%)
代号
C
Si
Mn
Cr
Ni
Mo
HCr-1
10-15
HCr-2
14-19
HCr-3
16-21
HCrS
6-15
物理性能
代号
硬度
HS
抗拉强度
MPa
抗弯强度
HS
冲击韧性
×104J/m2
弹性模量
kMPa
HCr-1
60-70
500-800
700-1000
4-8
210-225
HCr-2
65-80
500-800
700-1000
4-8
210-225
HCr-3
78-92
600-900
900-1300
4-8
210-225
HCrS
65-85
700-1000
210-225
辊颈
35-50
﹥350
550
4-7
160-190
硬度分布曲线示例:
距外表距离〔mm〕
用途
HCr-1
带钢热连轧机粗轧工作辊,宽中厚板轧机工作辊。
HCr-2
带钢热连轧机精轧前段工作辊,棒线材轧机与无缝钢管矫直机用辊
HCr-3
冷带轧机工作辊,平整工作辊
HCrS
带钢热轧机粗轧、精轧前段工作辊,带钢冷轧机工作辊,中板轧机工作辊
承制X围
辊身直径(mm)
辊身长度(mm)
净重(t)
Φ280-1350
400-3100
35(max.)
201合金铸钢轧辊
合金铸钢轧辊是采用电炉和精炼炉冶炼优质钢水,加上先进的铸造、热处理工艺技术制造,具有很高的强度、良好的抗热裂性、韧性和耐磨性。
化学成分(%)
代号
C
Si
Mn
Cr
Ni
Mo
V
CS-1
-
-
-
CS-2
-
CS-3
CS-4
CS-5
-
物理性能
代号
辊身硬度
HS
抗拉强度
MPa
延伸率
%
冲击韧性
×104J/m2
CS-1
28-43
≥600
≥5
≥8
CS-2
30-45
≥800
≥5
≥8
CS-3
46-65
≥800
≥2
≥5
CS-4
45-65
≥800
≥3
≥4
CS-5
40-55
≥700
≥4
≥7
用途:
方、板坯初轧机,型钢粗、中轧机,带钢热连轧机,破鳞大立辊与二辊粗轧机,中板二辊粗轧机,热轧窄带钢支撑辊等。
承制X围
辊身直径(mm)
辊身长度(mm)
净重(t)
Φ1500(max.)
3000(max.)
60(max.)
202半钢轧辊
半钢轧辊包括整体、复合和辊套等轧辊产品,它是在高含碳量的钢水中添加Mo、Cr、Ni等合金元素与其它微量合金,并采用特殊的热处理工艺进展制造,具有高的耐磨性、强的韧性和好的抗热裂性,在工作层中几乎没有硬度降落。
化学成分(%)
代号
C
Si
Mn
Cr
Ni
Mo
AD-1
AD-2
AD-3
AD-4
AD-5
辊环芯部
≥
≥
-
-
-
-
物理性能
代号
辊身硬度
HS
抗拉强度
MPa
延伸率
%
冲击韧性
×104J/m2
AD-1
35-50
≥500
≥
≥4
AD-2
40-55
≥450
≥
≥4
AD-3
50-65
≥350
≥
≥5
AD-4
50-65
≥350
≥
≥5
AD-5
45-55
≥350
≥
≥5
硬度分布曲线示例:
距外表距离〔mm〕
用途:
带钢热连轧机粗轧、精轧前段、立辊;型钢、轨梁轧机、棒材轧机的粗轧、中轧、预精轧机架;万能轧机、悬臂轧机辊环、辊套。
承制X围
轧辊类别
辊身直径(mm)
辊身长度(mm)
净重(t)
半钢轧辊
Φ1500(max.)
3000(max.)
60(max.)
半钢轧辊
Φ1400(max.)
700(max.)
7(max.)
203石墨铸钢轧辊
石墨钢轧辊的性能类似半钢轧辊,但以在组织中存在有少量石墨为其特征,少量石墨的存在可以提高轧辊的抗热裂性能和抗氧化铁皮粘附性能,因而适用于初轧或粗轧作业。
化学成分(%)
代号
C
Si
Mn
Cr
Ni
Mo
GS-1
GS-2
GS-3
GS-4
GS-5
芯部
﹤
﹤
-
-
-
辊身硬度
代号
GS-1
GS-2
GS-3
GS-4
GS-5
HS
36-44
38-55
40-48
42-50
44-52
机械性能
抗拉强度MPa
385-750
抗弯强度MPa
585-920
硬度分布曲线示例:
距外表距离〔mm〕
用途
用于带钢热轧连轧机、中宽厚板二辊可逆轧机粗轧机架。
用于初轧机、钢坯连轧机与型钢和轨梁等轧机,尤为适用于深孔型的轧辊与带钢热连轧机粗轧机架。
承制X围
辊身直径(mm)
辊身长度(mm)
净重(t)
Φ1350(max.)
3100(max.)
50(max.)
204复合铸钢支撑辊
采用复合浇注工艺制造的铸钢支撑辊,由于外层添加又镍、铬、钼等合金元素,再经过特殊的热处理,其金相组织为:
回火索氏体、贝氏体和少量分布均匀的细小碳化物。
复合铸钢支撑辊的芯部和辊颈采用优质低碳钢或低合金钢,因此这种轧辊具有高的耐磨性、良好的抗剥落性和强韧性。
化学成分(%)
代号
C
Si
Mn
Cr
Ni
Mo
DCS-1
DCS-2
DCS-3
DCS-4
硬度(HS)
代号
DCS-1
DCS-2
DCS-3
DCS-4
辊身
50-60
55-65
60-70
65-75
辊颈
25-45
25-45
25-45
25-45
机械性能
类别
辊身
辊颈
抗拉强度,MPa
1200-2000
min.400
屈服强度,MPa
1000-1400
min.200
延伸率,%
2-10
10-30
断面收缩率,%
-
15-40
冲击韧性,MPa
min.7
min.24
硬度分布曲线示例:
距外表距离〔mm〕
用途
用于各种冷热带钢轧机的粗轧和精轧机架,也可用于各种中厚板和宽厚板轧机与炉卷轧机。
承制X围
辊身直径(mm)
辊身长度(mm)
净重(t)
Φ900-1800
1000-3200
80
205高速钢复合轧辊
高速钢复合轧辊采用立式离心份额和铸造工艺制造,外层为具有高硬度和极好高温耐磨性的高速钢材质,芯部为高强韧性的球墨铸铁。
综合性能达到高耐磨性和强韧性的良好结合。
此类轧辊采用高含量合金元素和特殊的热处理工艺制造。
轧辊外层显微组织为马氏体基体上分布适量的显微硬度极高的MC、M2C和M6C型弥散碳化物,硬度落差极小。
高含量合金元素和二次硬化作用使高速钢轧辊具有良好的高温耐磨性。
外表硬度在550℃高温下无明显降落,其耐磨性比传统的高镍铬无限冷硬和高铬铸铁轧辊高3-5倍。
化学成分(%)
代号
C
Si
Mn
Cr
Ni
Mo
V
W
HSS-1
HSS-2
物理性能
代号
硬度
HS
抗拉强度
MPa
弹性模量E
×103MPa
HSS-1
70-90
≥750
210-220
HSS-2
75-95
≥750
210-220
辊颈
35-50
≥350
140-180
硬度分布曲线示例:
距外表距离〔mm〕
用途
带钢热连轧机精轧机架工作辊、带钢冷轧机工作辊、棒线材、万能H型钢轧机辊环、辊套。
承制X围
轧辊类别
辊身直径(mm)
辊身长度(mm)
净重(t)
轧辊
Φ400-850
1000-2500
15(max.)
辊环
Φ200-1400
700(max.)
7(max.)
301锻钢冷轧辊
锻钢冷轧辊包括冷轧工作辊和支撑辊,这类轧辊采用先进的冶炼设备〔电弧炉〕、精炼设备〔电渣重熔和钢包精炼〕与锻压设备〔3150t水压机〕制造冶金质量优良的合金锻钢辊坯,在热处理方面,应用计算机控制技术保证轧辊硬度和辊身淬硬层深度具有很好的重现性能。
在热处理工艺方面,采用充分的预备热处理与特定的感应淬火〔连续和整体〕、深冷处理和回火,使轧辊获得硬度高而均匀的工作层,其淬硬层深度可达30mm以上,具有足够的耐磨性能、强韧性和抗事故性能。
国内外现代化宽带冷连轧机使用本公司提供的此类优质工作辊,均获得了满意的效果。
化学成分(%)
代号
C
Si
Mn
Cr
Ni
Mo
V
FSC-1
≤
-
FSC-2
≤
FSC-3
≤
0.20-1.
FSC-4
≤
-
FSC-5
≤
-
FSC-6
≤
≤
FSC-7
≤
FSC-8
≤
11.-13.
-
0.30-0.60(Co)
FSC-9
-
FSC-10
≤
≤
-
5.50-6.75(W)
辊身硬度〔HS〕:
FSC-1
FSC-2
FSC-3
FSC-4
FSC-5
FSC-6
FSC-7
FSC-8
FSC-9
FSC-10
60-70
90-100
60-80
90-100
76-80
90-100
60-80
90-100
60-70
65-80
65-75
90-100
75-85
90-100
77-85
86-90
65-71
75-82
80-95
辊身淬硬层深度:
辊身直径(mm)
≥Φ300
Φ301-600
Φ601-1020
淬硬层深度(mm)
≥8
≥10
8-12
代号为FSC-1轧辊按辊身公称直径,分别保证轧辊的最小淬硬层深度如上表,其它代号轧辊淬硬层深度按双方协议制造。
锻钢冷轧辊应用一览表
轧机类别
轧辊类别
FSC
1
2
3
4
5
6
7
8
9
10
带钢冷轧机轧辊
四辊轧机
工作辊
●
●
●
●
●
支撑辊
●
●
●
二辊轧机
工作辊
●
●
HC轧机
工作辊
●
●
●
●
中间辊
●
●
●
●
支撑辊
●
●
●
多辊轧机
工作辊
●
第一中间辊
●
●
第二中间辊
(传动辊)
●
●
●
第二中间辊
(惰辊)
●
●
支撑辊
●
有色金属轧机轧辊
四辊轧机
工作辊
●
●
●
支撑辊
●
●
●
●
二辊轧机
工作辊
●
●
多辊轧机
工作辊
●
●
第一中间辊
●
●
第二中间辊
●
●
●
第二中间辊
●
●
支撑辊
●
承制X围
辊身直径(mm)
辊身长度(mm)
单重(t)
Φ1020(max.)
3500(max.)
12(max.)
本公司优质锻钢冷轧辊的典型产品——冷连轧工作辊:
冷连轧机是现代化的新型轧机,带钢产品的质量要求很高,因此,对工作辊提出了很严的要求。
本公司制造的这类产品,具有一次轧制量高、能耗低、使用寿命长等有点。
辊身淬硬层深度
轧辊代号
FSC-2
FSC-3
FSC-4
FSC-6
淬硬层深度(半径)
≥15
≥20
≥30
40-50
硬度分布曲线示例:
距辊身外表距离
302锻钢热轧辊
锻钢热轧辊选用优质合金锻钢辊坯制作,通过特殊的热处理,具有满意的辊身硬度和淬硬层深度,在获得良好的耐磨性的同时,又具有较好的强韧性和咬入性等综合性能。
这类轧辊用于板带材热轧与型材轧机,其中本公司提供的棺材轧辊冶金质量高、品种多、牌号全、适用性强,按代号FSH-10生产的焊管轧机用辊技术性能满足用户的使用要求。
双曲线矫直辊的质量在国内处于领先水平,目前又开发了有色金属铸轧机轧辊与辊套。
化学成分〔%〕
代号
C
Si
Mn
Cr
Ni
Mo
V
W
FSH-1
≤
-
-
FSH-2
-
-
FSH-3
-
-
FSH-4
-
-
FSH-5
≤
≤
-
-
FSH-6
-
-
FSH-7
-
≤
-
FSH-8
≤
≤
-
-
FSH-9
-
FSH-10
≤
≤
-
辊身硬度〔HS〕
FSH-1
FSH-2
FSH-3
FSH-4
FSH-5
FSH-6
FSH-7
FSH-8
FSH-9
FSH-10
34-40
35-45
50-60
34-45
65-76
50-58
69-76
38-45
40-50
80-87
55-75
50-60
60-70
60-75
80-87
65-71
80-87
锻钢热轧辊应用一览表
轧机类别
轧辊类别
FSH
1
2
3
4
5
6
7
8
9
10
板材轧机
初轧辊
●
●


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 轧辊 材质 选择 特性
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《爱和自由》读书心得15篇.docx
《爱和自由》读书心得15篇.docx
-
《极致服务》读后感.docx
-
《上海市饮用水水源保护条例》.docx
-
《变化社会中的政治秩序》读后感.docx
-
《吵闹村的孩子》读后感15篇.docx
-
《摆渡人》读后感受1000字左右范文.docx
-
《国际贸易学》题库南京大学.docx
-
《诚信备考》主题班会活动.docx
-
《高等学校教师职业道德修养》考试要点演示教学.docx
-
《巴菲特的护城河》精华摘要.docx
-
《繁星春水》读后感14篇.docx
-
#电控发动机的故障诊断与排除.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《办公室秘书个人党性分析材料》.docx
-
《会飞的气球》大班教案.docx
-
#生命生活与安全5上.docx
-
《城南旧事》的读后感作文范文10篇.docx
-
《标志用公共信息图形符号 第1部分通用符号》GBT 100011.docx
-
《初级会计实务》考试试题及答案解析.docx
-
《公共基础知识》考点《公文写作与处理》.docx
-
《海底世界》大班教案.docx
-
#ds18b20可调温度控制器.docx
-
《爱的教育》读书笔记范文10篇.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《建设工程监理规范》新旧版本区别.docx
-
《生活补助申请报告》.docx
-
《纸质档案管理规范》word版.docx
-
00种英语游戏.docx
-
09多元实用才能2.docx
-
《财经法规与会计职业道德》全真模拟试题及参考答案四.docx
-
14秋学前教育教育理论期中考试试题.docx
-
《大数据导论》19秋期末考核0001.docx
-
科技知识问答400题Word下载.docx
-
高大专项施工方案Word格式文档下载.docx
-
高等教育学多项选择题Word文件下载.docx
-
最新届安徽省合肥市高三第二次教学质量检测生物试题及答案 精品Word文件下载.docx
-
精编精校卷届四川省树德中学高三下学期开学考试理综生物试题解析版Word文件下载.docx
-
六年语文下册课堂同步训练及单元测试题第六单元Word格式文档下载.docx
-
培养自主学习能力构建和谐Word文档格式.docx
-
医院网络部工作总结Word格式文档下载.docx
-
最新部编三年级语文上册句子变换练习及答案Word格式.docx
-
六年级数学下册典型应用题专项训练100道docxWord文档下载推荐.docx
-
201X年肃北蒙古族自治县政府工作报告Word格式文档下载.docx
-
名著阅读积累考题精选Word文档格式.docx
-
论我国工程建设监理现状和建议Word格式.docx
-
C程序上机改错题60道Word文件下载.docx
-
汽车知识竞赛题库精编版Word格式文档下载.docx
-
青年交友活动策划方案Word文档格式.docx
-
知识学习市非公有制经济组织党建工作情况汇报Word格式.docx
-
顶楼露台怎么保温文档格式.docx
-
科学实验报告单文档格式.docx
