 排汽装置与低压缸连接焊接.docx
排汽装置与低压缸连接焊接.docx
- 文档编号:25404145
- 上传时间:2023-06-08
- 格式:DOCX
- 页数:22
- 大小:22.23KB
排汽装置与低压缸连接焊接.docx
《排汽装置与低压缸连接焊接.docx》由会员分享,可在线阅读,更多相关《排汽装置与低压缸连接焊接.docx(22页珍藏版)》请在冰豆网上搜索。
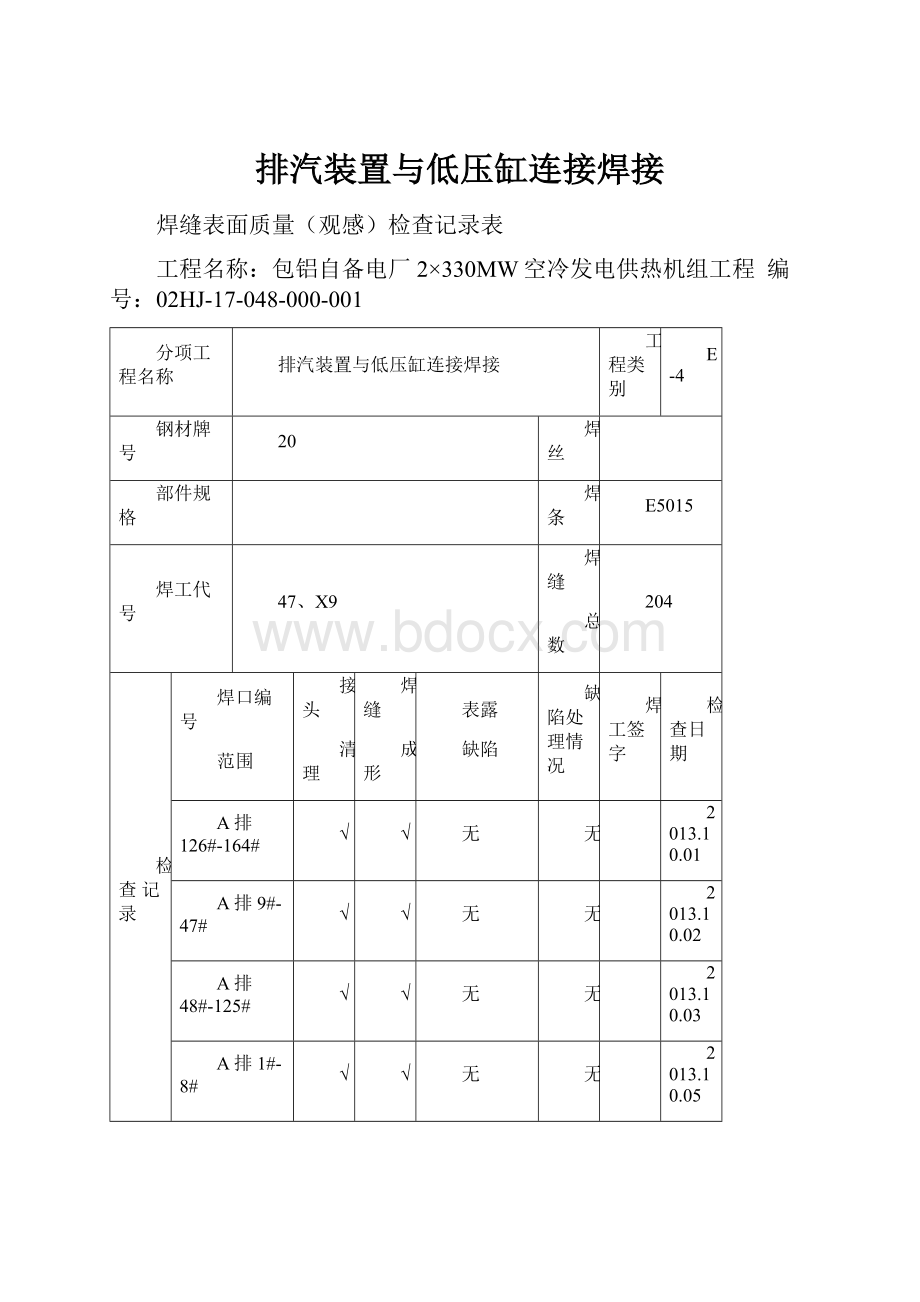
排汽装置与低压缸连接焊接
焊缝表面质量(观感)检查记录表
工程名称:
包铝自备电厂2×330MW空冷发电供热机组工程编号:
02HJ-17-048-000-001
分项工程名称
排汽装置与低压缸连接焊接
工程类别
E-4
钢材牌号
20
焊丝
部件规格
焊条
E5015
焊工代号
47、X9
焊缝
总数
204
检查记录
焊口编号
范围
接头
清理
焊缝
成形
表露
缺陷
缺陷处理情况
焊工签字
检查日期
A排126#-164#
√
√
无
无
2013.10.01
A排9#-47#
√
√
无
无
2013.10.02
A排48#-125#
√
√
无
无
2013.10.03
A排1#-8#
√
√
无
无
2013.10.05
A排165#-168#
√
√
无
无
2013.10.05
A排169#
√
√
咬边
已处理
2013.10.05
A排170#-172#
√
√
无
无
2013.10.05
B排1#-8#
√
√
无
无
2013.10.06
C排1#-8#
√
√
无
无
2013.10.06
D1排1#-2#
√
√
无
无
2013.10.07
D2排8#-15#
√
√
无
无
2013.10.07
D3排4#-9#
√
√
无
无
2013.10.07
检查结论
自检确认意见:
对全部焊口完成的当日,均已组织进行全面观感检查,未发现超标缺陷。
班组长:
年月日
施工作业单位复查意见:
水冷壁共204道口已做100%复检,焊缝成形良好,表面质量合格。
二级质检员:
年月日
注:
本表仅作为表面质量观感检查用,接头已清理和焊缝成形符合要求,以√表示,如有表露缺陷,应标注具体的焊口编号,缺陷及处理情况应据实填写。
焊缝表面质量(观感)检查记录表
工程名称:
包铝自备电厂2×330MW空冷发电供热机组工程编号:
02HJ-01-001-000-002
分项工程名称
前侧水冷壁
工程类别
A-1
钢材牌号
SA-210C
焊丝
TIG-J50
部件规格
Φ63.5×7.5
焊条
E5015
焊工代号
47、X9、D3、
焊缝
总数
181
检查记录
焊口编号
范围
接头
清理
焊缝
成形
表露
缺陷
缺陷处理情况
焊工签字
检查日期
D2排16#-22#
√
√
无
无
2013.10.17
D3排10#-12#
√
√
无
无
2013.10.17
E排87#-125#
√
√
无
无
2013.10.18
E排126#-150#
√
√
无
无
2013.10.19
E排1#-43#
√
√
无
无
2013.10.20
E排44#-86#
√
√
无
无
2013.10.21
E排151#-171#
√
√
无
无
2013.10.22
检查结论
自检确认意见:
对全部焊口完成的当日,均已组织进行全面观感检查,未发现超标缺陷。
班组长:
年月日
施工作业单位复查意见:
水冷壁共181道口已做100%复检,焊缝成形良好,表面质量合格。
二级质检员:
年月日
注:
本表仅作为表面质量观感检查用,接头已清理和焊缝成形符合要求,以√表示,如有表露缺陷,应标注具体的焊口编号,缺陷及处理情况应据实填写。
焊缝表面质量(观感)检查记录表
工程名称:
包铝自备电厂2×330MW空冷发电供热机组工程编号:
02HJ-01-001-000-003
分项工程名称
前侧水冷壁
工程类别
A-1
钢材牌号
SA-210C
焊丝
TIG-J50
部件规格
Φ63.5×7.5
焊条
E5015
焊工代号
D3、B4
焊缝
总数
171
检查记录
焊口编号
范围
接头
清理
焊缝
成形
表露
缺陷
缺陷处理情况
焊工签字
检查日期
F排1#-43#
√
√
无
无
2013.11.09
F排44#-86#
√
√
无
无
2013.11.10
F排87#-129#
√
√
无
无
2013.11.11
F排130#-171#
√
√
无
无
2013.11.12
检查结论
自检确认意见:
对全部焊口完成的当日,均已组织进行全面观感检查,未发现超标缺陷。
班组长:
年月日
施工作业单位复查意见:
水冷壁共171道口已做100%复检,焊缝成形良好,表面质量合格。
二级质检员:
年月日
注:
本表仅作为表面质量观感检查用,接头已清理和焊缝成形符合要求,以√表示,如有表露缺陷,应标注具体的焊口编号,缺陷及处理情况应据实填写。
焊缝表面质量(观感)检查记录表
工程名称:
包铝自备电厂2×330MW空冷发电供热机组工程编号:
02HJ-01-001-000-004
分项工程名称
前侧水冷壁
工程类别
A-1
钢材牌号
SA-210C
焊丝
TIG-J50
部件规格
Φ63.5×7.5
焊条
E5015
焊工代号
D3、B4、V0
焊缝
总数
184
检查记录
焊口编号
范围
接头
清理
焊缝
成形
表露
缺陷
缺陷处理情况
焊工签字
检查日期
I排1#-28#
√
√
无
无
2013.11.16
I排29#-57#
√
√
无
无
2013.11.17
D2排1#-7#
√
√
无
无
2013.11.20
D3排1#-3#
√
√
无
无
2013.11.20
I排58#-63#
√
√
无
无
2013.11.19
I排64#
√
√
气孔
已处理
2013.11.19
I排65#-87#
√
√
无
无
2013.11.19
I排88#-114#
√
√
无
无
2013.11.20
I排115#-145#
√
√
无
无
2013.11.21
I排146#-174#
√
√
无
无
2013.11.22
检查结论
自检确认意见:
对全部焊口完成的当日,均已组织进行全面观感检查,未发现超标缺陷。
班组长:
年月日
施工作业单位复查意见:
水冷壁共184道口已做100%复检,焊缝成形良好,表面质量合格。
二级质检员:
年月日
注:
本表仅作为表面质量观感检查用,接头已清理和焊缝成形符合要求,以√表示,如有表露缺陷,应标注具体的焊口编号,缺陷及处理情况应据实填写。
焊缝表面质量(观感)检查记录表
工程名称:
包铝自备电厂2×330MW空冷发电供热机组工程编号:
02HJ-01-001-000-005
分项工程名称
前侧水冷壁
工程类别
A-1
钢材牌号
SA-210C
焊丝
TIG-J50
部件规格
Φ63.5×7.5
焊条
E5015
焊工代号
D3、B4、
焊缝
总数
18
检查记录
焊口编号
范围
接头
清理
焊缝
成形
表露
缺陷
缺陷处理情况
焊工签字
检查日期
I排175#-192#
√
√
无
无
2013.11.24
检查结论
自检确认意见:
对全部焊口完成的当日,均已组织进行全面观感检查,未发现超标缺陷。
班组长:
年月日
施工作业单位复查意见:
水冷壁共18道口已做100%复检,焊缝成形良好,表面质量合格。
二级质检员:
年月日
注:
本表仅作为表面质量观感检查用,接头已清理和焊缝成形符合要求,以√表示,如有表露缺陷,应标注具体的焊口编号,缺陷及处理情况应据实填写。
焊缝表面质量(观感)检查记录表
工程名称:
包铝自备电厂2×330MW空冷发电供热机组工程编号:
02HJ-01-001-000-006
分项工程名称
前侧水冷壁
工程类别
A-1
钢材牌号
SA-210C
焊丝
TIG-J50
部件规格
Φ63.5×7.5
焊条
E5015
焊工代号
D3、B4、
焊缝
总数
85
检查记录
焊口编号
范围
接头
清理
焊缝
成形
表露
缺陷
缺陷处理情况
焊工签字
检查日期
H排1#-35#
√
√
无
无
2013.11.30
H排36#-59#
√
√
无
无
2013.12.01
H排60#
√
√
咬边
已处理
2013.12.02
H排61#-85#
√
√
无
无
2013.12.02
检查结论
自检确认意见:
对全部焊口完成的当日,均已组织进行全面观感检查,未发现超标缺陷。
班组长:
年月日
施工作业单位复查意见:
水冷壁共85道口已做100%复检,焊缝成形良好,表面质量合格。
二级质检员:
年月日
注:
本表仅作为表面质量观感检查用,接头已清理和焊缝成形符合要求,以√表示,如有表露缺陷,应标注具体的焊口编号,缺陷及处理情况应据实填写。
焊缝表面质量(观感)检查记录表
工程名称:
包铝自备电厂2×330MW空冷发电供热机组工程编号:
02HJ-01-001-000-007
分项工程名称
前侧水冷壁
工程类别
A-1
钢材牌号
SA-210C
焊丝
TIG-J50
部件规格
Φ63.5×7.5
焊条
E5015
焊工代号
D3、B4、
焊缝
总数
85
检查记录
焊口编号
范围
接头
清理
焊缝
成形
表露
缺陷
缺陷处理情况
焊工签字
检查日期
H排86#-131#
√
√
无
无
2013.12.04
H排132#-170#
√
√
无
无
2013.12.05
检查结论
自检确认意见:
对全部焊口完成的当日,均已组织进行全面观感检查,未发现超标缺陷。
班组长:
年月日
施工作业单位复查意见:
水冷壁共85道口已做100%复检,焊缝成形良好,表面质量合格。
二级质检员:
年月日
注:
本表仅作为表面质量观感检查用,接头已清理和焊缝成形符合要求,以√表示,如有表露缺陷,应标注具体的焊口编号,缺陷及处理情况应据实填写。
焊缝表面质量(观感)检查记录表
工程名称:
包铝自备电厂2×330MW空冷发电供热机组工程编号:
02HJ-01-001-000-008
分项工程名称
前侧水冷壁
工程类别
A-1
钢材牌号
SA-210C
焊丝
TIG-J50
部件规格
Φ63.5×7.5
焊条
E5015
焊工代号
V0、T3
焊缝
总数
170
检查记录
焊口编号
范围
接头
清理
焊缝
成形
表露
缺陷
缺陷处理情况
焊工签字
检查日期
G排1#-42#
√
√
无
无
2013.12.28
G排43#-70#
√
√
无
无
2013.12.29
G排71#
√
√
咬边
已处理
2013.12.29
G排72#-85#
√
√
无
无
2013.12.29
G排86#-131#
√
√
无
无
2014.01.03
G排132#-170#
√
√
无
无
2014.01.04
检查结论
自检确认意见:
对全部焊口完成的当日,均已组织进行全面观感检查,未发现超标缺陷。
班组长:
年月日
施工作业单位复查意见:
水冷壁共170道口已做100%复检,焊缝成形良好,表面质量合格。
二级质检员:
年月日
注:
本表仅作为表面质量观感检查用,接头已清理和焊缝成形符合要求,以√表示,如有表露缺陷,应标注具体的焊口编号,缺陷及处理情况应据实填写。
焊接工程外观质量测量检查记录表
工程名称:
包铝自备电厂2×330MW空冷发电供热机组工程编号:
02HJ-YPC-01-001-001
分项工程名称
前侧水冷壁
工程类别
A-1
检查焊口编号
A排1-172#、B排1-8#、C排1-8#、D1排1-2#
D2排1-22#、D3排1-12#、E排1-171#、F排1-171#
接头数量
566
类别
检查测量焊口编号
检验项目
焊缝成形
焊缝
余高
焊缝宽
窄差
焊脚尺寸
咬边
错边
角变
形
表露缺陷
检查结论
抽样测量检查记录
A排15#
优良
1.8
1.5
无
0
0
无
优良
A排57#
优良
1.3
1.2
无
0
0
无
优良
A排146#
优良
1.6
1.8
无
0
0
无
优良
B排5#
优良
1.7
1.5
无
0
0
无
优良
C排7#
优良
1.9
1.7
无
0
0
无
优良
D2排12#
优良
1.5
1.6
无
0
0
无
优良
E排39#
优良
1.6
1.4
无
0
0
无
优良
E排71#
优良
1.4
1.6
无
0
0
无
优良
E排124#
优良
1.7
1.5
无
0
0
无
优良
F排42#
优良
1.6
1.7
无
0
0
无
优良
F排63#
优良
1.5
1.4
无
0
0
无
优良
F排164#
优良
1.7
1.6
无
0
0
无
优良
以下空白
抽样汇总
检查点数
12
合格数
12
优良数
12
检查结论
施工作业单位检查意见:
按DL/T5210.7-2010的要求对本批焊口进行了抽样测量检查,根据现场随机抽样结果评定该批焊口表面质量为优良。
二级质检员:
年月日
质检部门复查意见:
对该批焊口外观质量及测量检查结果进行了复查,复查结果与实际相符,根据DL/T5210.7-2010规定该批焊口表面质量为优良。
三级质检员:
年月日
焊接工程外观质量测量检查记录表
工程名称:
包铝自备电厂2×330MW空冷发电供热机组工程编号:
02HJ-YPC-01-001-002
分项工程名称
前侧水冷壁
工程类别
A-1
检查焊口编号
G排1-170#、H排1-170#、I排1-192#
接头数量
532
类别
检查测量焊口编号
检验项目
焊缝成形
焊缝
余高
焊缝宽
窄差
焊脚尺寸
咬边
错边
角变
形
表露缺陷
检查结论
抽样测量检查记录
G排6#
优良
1.2
1.4
无
0
0
无
优良
G排12#
优良
1.7
1.6
无
0
0
无
优良
G排19#
优良
1.6
1.8
无
0
0
无
优良
G排35#
优良
1.4
1.6
无
0
0
无
优良
H排82#
优良
1.9
1.7
无
0
0
无
优良
H排56#
优良
1.6
1.5
无
0
0
无
优良
H排127#
优良
1.7
1.8
无
0
0
无
优良
I排35#
优良
1.8
1.6
无
0
0
无
优良
I排82#
优良
1.4
1.2
无
0
0
无
优良
I排56#
优良
1.6
1.5
无
0
0
无
优良
I排127#
优良
1.8
1.7
无
0
0
无
优良
以下空白
抽样汇总
检查点数
11
合格数
11
优良数
11
检查结论
施工作业单位检查意见:
按DL/T5210.7-2010的要求对本批焊口进行了抽样测量检查,根据现场随机抽样结果评定该批焊口表面质量为优良。
二级质检员:
年月日
质检部门复查意见:
对该批焊口外观质量及测量检查结果进行了复查,复查结果与实际相符,根据DL/T5210.7-2010规定该批焊口表面质量为优良。
三级质检员:
年月日
焊接工程质量分批验收记录表
工程名称:
包铝自备电厂2×330MW空冷发电供热机组工程编号:
02HJ-YPP-01-001-001
分项工程名称
前侧水冷壁
工程类别
A-1
本批焊口编号
(或验收部位)
A排1-172#、B排1-8#、C排1-8#、D1排1-2#
D2排1-22#、D3排1-12#、E排1-171#、F排1-171#
G排1-170#、H排1-170#、I排1-192#
接头数量
1098
验收单位
施工单位■
监理单位■
无损检测
结论
光谱复查结论
其他检测
热处理记录
外观质量
检查结论
文件资料情况
合格
/
/
/
优良
完整
类别
检查测量焊口编号
检验项目
检查
结论
焊缝成形
焊缝余高
焊缝宽
窄差
焊脚尺寸
咬边
错边
角变形
表露缺陷
表面质量抽查记录
A排105#
优良
1.5
1.3
无
0
0
无
优良
A排153#
优良
1.8
1.9
无
0
0
无
优良
E排14#
优良
1.9
1.6
无
0
0
无
优良
E排38#
优良
1.4
1.7
无
0
0
无
优良
F排51#
优良
1.6
1.8
无
0
0
无
优良
F排78#
优良
1.7
1.6
无
0
0
无
优良
G排162#
优良
1.3
1.5
无
0
0
无
优良
H排69#
优良
1.5
1.2
无
0
0
无
优良
H排86#
优良
1.4
1.7
无
0
0
无
优良
I


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 装置 低压 连接 焊接
 冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰豆网所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《初级会计实务》试题题库大全及答案详解.docx
《初级会计实务》试题题库大全及答案详解.docx
-
《管理学》习题教材15章.docx
-
《教育学》读后感范文精选6篇.docx
-
《林教头风雪山神庙》练习题.docx
-
《企业文化》期末复习应考指南央专.docx
-
《数据结构》知识题汇编09第九章排序试题.docx
-
《偷影子的人》读后感集合15篇.docx
-
《幼儿园工作规程》.docx
-
《残疾人证》管理办法.docx
-
《故事》教学反思.docx
-
《Java语言学习知识程序设计》复习资料汇编.docx
-
《短文两篇》课堂实录.docx
-
《基于MATLAB的信号与系统实验指导》编程练习试题doc.docx
-
《昆虫记》好词好句大全.docx
-
《木棉树》阅读答案.docx
-
《区间信号自动控制》练习册答案.docx
-
《山东省中小学教师职称评审表》高级教师一级教师二级教师专用A4纸正反面打印按页码装订许知忠.docx
-
《安娜卡列尼娜》读后感.docx
-
《繁星春水》读后感15篇.docx
-
《苏州市市级示范物业管理项目服务质量评价标准》 doc.docx
-
《采薇》教案.docx
-
《假如给我三天光明》阅读测试题有答案.docx
-
《小学数学教师》读书笔记精选多篇.docx
-
《给幼儿教师的一把钥匙》读书笔记.docx
-
《劳动法》教案设计.docx
-
《综合基础知识》必看考点《刑法》含答案.docx
-
《建筑构造》考试试题及答案精华.docx
-
3套打包北师大版四年级下册英语期末单元测试题解析版.docx
-
《雷锋的微笑》观后感.docx
-
《女人故事》电视栏目策划方案1.docx
-
7万多车对比分解.docx
-
《调皮的日子》题库.docx
-
linux集群Word文档格式.docx
-
初二计划汇总5篇Word格式.docx
-
《小兵张嘎》观后感15篇Word文档格式.docx
-
《我要的是葫芦》教学后记Word格式.docx
-
最新端午节祝福短信大全免费文档格式.docx
-
Office应用Word公式编辑器使用指南Word文档下载推荐.docx
-
春人教版数学六下第四单元《比例》word单元教案Word文档下载推荐.docx
-
MOTO基站无线设备排障手册Word格式.docx
-
最新地理高一江苏省华冲中学高三地理二轮复习专项训文档格式.docx
-
最新精编电梯安全员模拟完整考题库588题含参考答案Word下载.docx
-
财务管理课程学位考试试题Word格式.docx
-
PTN初级试题Word格式.docx
-
Qcxwga行测75分必备 资料分析技巧Word格式.docx
-
2C语言高级教学大纲Word文件下载.docx
-
RCCI燃烧技术研究解析Word文档下载推荐.docx
-
wang教学设计Word文件下载.docx
-
《致青春》之香消玉殒阮莞Word格式文档下载.docx
-
windowslinuxWord格式文档下载.docx
-
《复变函数与积分变换》第三版答案华中科技大学数学Word格式.docx
